
Fターム[4F207AR15]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 重量、密度、比重 (71)
Fターム[4F207AR15]に分類される特許
61 - 71 / 71
熱可塑性樹脂発泡体の製造方法および製造装置

【課題】 微細で均一な発泡セルを有する発泡体を得ることができる、熱可塑性樹脂発泡体の製造方法を提供する。
【解決手段】固体発泡材料を二軸スクリュ式押出機(3)の加熱シリンダの上流側に供給してスクリュを回転駆動して溶融すると共に、超臨界状態の不活性流体を注入口(4)から注入し、不活性流体が溶解・分散した溶融発泡材料を加熱シリンダの下流端部に設けられている押出用ダイ(20)から連続的に押し出して発泡成形品を得るとき、不活性流体の注入量は、粘度計(13)により計測される溶融発泡材料の粘度により、不活性流体の飽和溶解度以下の範囲になるよう制御し、加熱シリンダおよび押出用ダイ(20)の出口端部近傍までの内圧は、気泡の発生点が押出用ダイ(20)の下流端部近傍になるように制御する。
(もっと読む)
容器成形用積層体
【課題】 電子レンジ及やオーブンで使用できる食品容器を成形性よく成形でき、かつ容器の加熱後のハンドリング性、断熱性、耐熱性、耐衝撃性を兼ね備えた成形体を得ることができる積層体を提供する。
【解決手段】 熱成形により容器成形が可能な合成樹脂シートに長繊維不織布が積層されてなる容器成形用積層体であって、前記長繊維不織布が、5%伸長時平均応力0.01〜60N/5cm、平均破断伸度20%以上、目付20〜180g/m2、厚さ0.16mm以上を満足することを特徴とする容器成形用積層体。
(もっと読む)
プラスチックおよび複合材料の多色物品を成形するための色変化制御方法
多色成形物品において無秩序な色変化を与える方法。この方法は、着色剤の混合をほぼ防止する所定の順序および手法により、成形物品に関連した体積の非整数倍に関連した所定の比で、成形装置に個々の着色剤を供給する工程を含む。  (もっと読む)
(もっと読む)
多層記録支持体
本発明は、上側及び裏側を有する基体を含む支持体であって、少なくとも上側が少なくとも2つの樹脂層を備え、基体から最も離れている最外樹脂層が少なくとも50重量%の、0.90g/cm3未満の密度を有する1種類のポリエチレンホモポリマー又はポリエチレンコポリマーを含み、かつ該最外樹脂層が少なくとも0.2g/m2かつ2g/m2未満のコーティング重量を有する支持体に関する。 (もっと読む)
熱可塑性樹脂あるいはその混合物からなる発泡成形品の製造方法

【課題】低温度で熱可塑性樹脂を溶融することができ、溶融に要するエンタルピを大幅に低減化できると共に分散混合作用を向上させることができる、熱可塑性樹脂の製造方法を提供する。
【解決手段】熱可塑性樹脂あるいはその混合物からなる押出材料を二軸スクリュ押出機(1)の加熱シリンダ(3)の上流側に供給し、超臨界状態の不活性流体を押出材料が固体状態と半溶融状態で存在する溶融領域(15)に注入し、その注入量は加熱シリンダ(3)の下流端寄りに設けられている粘度計(10)により計測される溶融状態の押出材料の粘度により、不活性流体の飽和溶解度以下の範囲になるように制御する。
(もっと読む)
熱可塑性エラストマー組成物の製造方法
【課題】 ゴム成分と樹脂成分を二軸押出機を用いて溶融混練する方法であって、かつゴム成分を定量ポンプにより二軸押出機に供給する、ゴム成分および樹脂成分の供給定量精度が優れた熱可塑性エラストマー組成物の製造方法を提供する。
【解決手段】 ゴム成分と樹脂成分を二軸押出機を用いて溶融混練する熱可塑性エラストマー組成物の製造方法であって、ゴム成分を定量ポンプにより二軸押出機に供給し、かつゴム成分と樹脂成分の二軸押出機への供給量を各々独立に制御する熱可塑性エラストマー組成物の製造方法。
ゴム成分と樹脂成分を二軸押出機を用いて溶融混練する熱可塑性エラストマー組成物の製造方法であって、ゴム成分を定量ポンプにより二軸押出機に供給し、かつゴム成分と樹脂成分の二軸押出機への供給量を比例制御する熱可塑性エラストマー組成物の製造方法
(もっと読む)
ポリカーボネート系樹脂押出発泡体の製造方法及びポリカーボネート系樹脂押出発泡体
【課題】 本発明は、建築分野、土木分野等で十分に活用できる程度の押出方向に対する垂直断面の面積が大きく、低い見掛け密度、優れた機械的物性を有するポリカーボネート系樹脂押出発泡体及びその製造方法を提供することを目的とする。
【解決手段】 ポリカーボネート系樹脂を主成分とする基材樹脂を押出機に供給して、加熱、混練し、物理発泡剤を圧入して発泡性溶融樹脂混練物とし、該発泡性溶融樹脂混練物を押出機の出口に取り付けられたダイから低圧域に押出して押出発泡体を製造する方法において、特定の溶融粘度η(Pa・s)と、特定の溶融張力MT(cN)が特定の関係を満足させることにより、本発明のポリカーボネート系樹脂押出発泡体は製造される。
(もっと読む)
ゴム重量検知システム及び重量検知方法
【課題】タイヤ成形工程を止めずに細帯状のゴムの使用量の検知を全てのタイヤについて容易かつ低コストで実行する。
【解決手段】射出成形機6から連続的に押し出される細帯状のゴムNを、一対のローラヘッド3、4で圧延してタイヤ成形ドラム1に巻き付ける、ゴム成形装置における前記ゴムNの重量検知システムである。この検知システムは、前記ゴムNの幅検出器7、前記ローラヘッド間の間隔検出器8、ローラヘッドの回転速度検出器5、ゴムの温度検出器9及び制御部10を備え、制御部10は、前記各手段で得られたデータから算出した押出しゴムの断面積、ゴム押出し速度、当該温度におけるゴム密度から、成形に使用した前記ゴムNの重量をタイヤ成形工程中所定時間毎に算出して出力する。
(もっと読む)
複合組成物、構造物品およびその製造
熱可塑性ポリオレフィンバインダー、セルロース、固相マレイン化ポリプロピレンカップリング剤、およびステアレート潤滑剤を含む、成形物品の形成に適した複合組成物。押出工程に対して過度の悪影響がなく、すなわち製造出力に悪影響を与えることなく、押出しによってこれらの組成物から成形物品が形成され得る。該複合組成物のための添加剤パッケージは、固相マレイン化ポリプロピレンカップリング剤およびステアレート潤滑剤を含む。 (もっと読む)
伸長された機械的締結ウェブラミネートの製造方法
本発明は、2つの主面を有し、一方の主面が対応する雌型締結材との係合のために適切な複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)と、他方の主面上の繊維状ウェブ層(11)とを含む伸長された機械的締結ウェブラミネート(1)の製造方法であって、(i)初期基本重量を有する繊維状ウェブ層(11)を提供する工程と、(ii)ロールの一方が複数の雄型締結要素(14)のネガ型であるキャビティ(120)を有する2つのロール(101)、(103)によって形成されるニップに繊維状ウェブ層(11)を通し、キャビティ(120)を充填する過剰量の溶融熱可塑性樹脂をキャビティ(120)中に導入し、そして樹脂の過剰量が熱可塑性ウェブ層(13)を形成し、樹脂を少なくとも部分的に凝固させ、そしてそのようにして形成された繊維状ウェブ層(11)と複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)とを含むウェブラミネート前駆体(10)をキャビティ(120)を有する円柱状ロール(103)から剥離し、それによって熱可塑性ウェブ層(13)が初期厚さおよび初期フック密度を有する工程と、(iii)ウェブラミネート前駆体(10)を一軸または二軸伸長して、それによって繊維状ウェブ層(11)の基本重量および熱可塑性ウェブ層(13)の厚さをそれぞれの初期値から低下させ、100g・m-2未満の基本重量を有する伸長された機械的締結ラミネート(1)を提供する工程とを含む方法に関する。 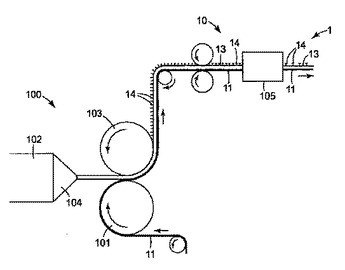 (もっと読む)
(もっと読む)
気泡モルホロジーを制御するためにナノ粒子を用いる熱可塑性プラスチックフォームの形成方法
得られるフォームの気泡モルホロジーを制御するためにナノ粒子核剤を用いる独立気泡アルケニル芳香族ポリマーフォームを製造する方法は、ポリマーのガラス転移温度より高温(結晶質ポリマーの場合)またはポリマーの融点より高温(非晶質ポリマーの場合)においてポリマー融液を形成すること、選択したナノ粒子をポリマー融液に添加すること、発泡剤を高圧においてポリマー融液に添加すること、任意に難燃剤のようなその他の添加剤をポリマー融液に添加すること、及び低下した平均気泡寸法範囲及び/または増大した気泡異方性のようなパラメータで特徴づけられる所望の気泡モルホロジーを有するフォーム製品を製造するのに十分な条件下でポリマー融液を押し出すことを含む。 (もっと読む)
61 - 71 / 71
[ Back to top ]