
Fターム[4F207AR15]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 重量、密度、比重 (71)
Fターム[4F207AR15]に分類される特許
21 - 40 / 71
発泡ポリウレタンの処理方法及び発泡ポリウレタン減容処理装置
【課題】かさ高の発泡ポリウレタンの廃棄物を連続的に処理し、高い密度に圧縮する。
【解決手段】発泡ポリウレタンを加熱し、せん断力を加えて加圧し、発泡ポリウレタンの圧縮をすることにより減容する工程を有し、発泡ポリウレタンの密度を増加させる。スクリュー押出機を使用することが望ましい。
(もっと読む)
ポリエステルフィルムの溶融製膜方法及び太陽電池部材用ポリエステルフィルム

【課題】溶融時の熱履歴の影響を抑え、耐加水分解性に優れたポリエステルフィルムが得られるポリエステルフィルムの溶融製膜方法を提供する。
【解決手段】ポリエステル樹脂を含むと共に末端カルボン酸基の量が30eq/t以下である原料樹脂を単軸押出機に投入後、溶融過程での前記原料樹脂の最大温度Tmax[℃]と融点Tm[℃]とがTm≦Tmax≦Tm+30の関係を満たすと共に、スクリュ圧縮部4における前記原料樹脂の充満率が50〜80%となる条件で溶融押出し、フィルム状に成形されている。
(もっと読む)
樹脂成形品の製造方法
【課題】ハイサイクルに樹脂成形品を冷却できる有効な射出成形製造方法を提供する。
【解決手段】冷却溶媒がパーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)を持つ常温において液体である冷却溶媒を使用する。(a)沸点が100℃未満であり、凝固点が−50℃以下、(b)25℃における蒸気圧が5〜28KPa、(C)25℃における密度が1050kg/m3以上、(d)25℃における表面張力が20mN/m以下を用いてハイサイクルを実現できる事を特徴とする射出成形品の製造方法。
(もっと読む)
断熱パイプカバーの製造方法
【課題】発泡テープを一旦巻き取ったり、また短冊状に切り分ける等の工程を必要としない、断熱パイプカバーの製造方法を提供する。
【解決手段】巻回した樹脂発泡テープの側縁部を接合して断熱パイプカバーの製造する方法であって、押出機に発泡性樹脂を供給し、ダイから当該樹脂を押し出すと同時に発泡させて得た発泡テープを直接マントル成形機に供給し、マントル成形機上で隣接する発泡テープの側縁部同士を熱融着させながら発泡テープを並列巻回する断熱パイプカバーの製造方法。
(もっと読む)
断熱性能に優れた押出発泡体
【課題】 発泡剤としてフロン類を使用することなく、低熱伝導率かつその経時変化の小さい断熱材用押出発泡体を提供することを課題とする。
【解決手段】 厚み方向に発泡層(A)が非発泡層(B)を介して積層されてなる構造を有する押出発泡体であって、非発泡層(B)を構成する樹脂が発泡層(A)を構成する樹脂よりも空気透過率の低い樹脂を少なくとも1種含有することにより、低熱伝導率かつその経時変化の小さい断熱材用押出発泡体を得ることができる。
(もっと読む)
スクリュ式押出機のシミュレーション装置、およびスクリュ式押出機のシミュレーションプログラム
【課題】高精度かつ現実的であり、実験遂行による労力の低減や短期間でのプロセスを構築することができるスクリュ式押出機のシミュレーション装置及びスクリュ式押出機のシミュレーションプログラムを提供する。
【解決手段】押出機の装置構成と運転条件および樹脂物性から、押出機内部の充満率、圧力、温度、固相占有率、滞留時間の分布状態を計算する押出機シミュレーション装置であって、前記押出機内部の前記充満率、前記圧力、前記温度、前記固相占有率及び前記滞留時間から選択される少なくとも一つの物理量を用いて、前記計算実施前に設定した押出材料の粘度、粘度式、比熱、熱伝導率及び密度から選択される少なくとも一つの物理量の変化を演算する手段を備えることを特徴とするスクリュ式押出機のシミュレーション装置。
(もっと読む)
積層フィルム、積層フィルムの製造方法、結露防止容器及び飲食物用容器
【課題】低温の内容物を収容した際にも結露を防止でき、容易に製造できる積層フィルムを目的とする。
【解決手段】連通気泡が形成されたポリオレフィン系樹脂の発泡層2と、前記発泡層2の一方の面に設けられ熱可塑性樹脂を含むソリッド層3とを有し、前記発泡層2が露出面21とされ、露出した気泡の平均口径が200〜500μmであり、気泡の開口面積率が30〜80%である。前記発泡層2は、空隙率が30〜70体積%であることが好ましく、前記発泡層2は、嵩密度が0.20〜0.60g/cm3であることが好ましく、前記ポリオレフィン系樹脂は、ポリプロピレンを含むことが好ましい。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法ならびに発泡成形品の製造方法
【課題】成形加工おけるトラブルを回避させつつ、軽量性を有するポリスチレン系樹脂発泡シートの製造方法と、このようなトラブルの回避によって高い歩留りで発泡成形品を作製し得る発泡成形品の製造方法とを提供する。
【解決手段】環状のスリットを有するサーキュラーダイCDから円筒状のポリスチレン系樹脂発泡体FBを連続的に押出して前記スリットよりも大径な冷却マンドレルMDで拡径し、該発泡体を切り開いてシート状にした発泡シート1を前記冷却マンドレルの後段側に設けた引取り装置91,92によって引き取らせることにより前記発泡体を前記冷却マンドレルの外周面に摺接させて冷却し、外側からさらに風冷して、前記冷却マンドレルの外周長に対して99.3%以上100%以下となるシート幅を有し、厚みが1.0mm以上3.0mm以下で且つ密度が0.05g/cm3以上0.1g/cm3以下であるポリスチレン系樹脂発泡シートを作製する。
(もっと読む)
ロスインウェイト式フィーダ原料充填中の処理量変更方法
【課題】本発明は、ロスインウェイト式フィーダ原料充填中において、フィード係数を用いて処理量の変更を行うことができるようにすることを目的とする。
【解決手段】本発明によるロスインウェイト式フィーダ原料充填中の処理量変更方法は、ロスインウェイト式フィーダ(1)の通常の制御中においてはモータ回転数と処理量との関係をフィード係数K1として格納し、原料の再充填中に処理設定が変更された場合、K1×処理量設定=MV(フィーダ駆動モータ回転数)を制御する方法である。
(もっと読む)
ポリスチレン系樹脂板状発泡シートとその製造方法及びディスプレイパネル
【課題】インクジェット印刷によって表面に直接印刷することができ、UVインクだけでなく水性インクも使用できる汎用性に優れたポリスチレン系樹脂板状発泡シートの提供。
【解決手段】ポリスチレン系樹脂を円筒状に押出発泡させ、押出直後の円筒の外表面を冷却したのち、冷却した円筒を押しつぶし、2層に重ね合わせて融着させる融着法によって製造され、表皮層を備えた、全体の密度が0.05〜0.12g/cm3で厚さ3〜10mmの板状又はシート状のポリスチレン系樹脂板状発泡シートであって、該シート表面の算術平均粗さRaが5〜15μmの範囲内であり、表面から深さ250μmまでの範囲に存在する気泡の押出流れ方向の平均気泡径MD、前記押出流れ方向と垂直方向の平均気泡径TD、厚さ方向の平均気泡径VDが、4<MD/VD<10、3<TD/VD<8の関係を満たすことを特徴とするポリスチレン系樹脂板状発泡シート。
(もっと読む)
透湿防水シートの製造方法
【課題】 透湿性及び防水性に特徴を有した透湿防水シートを提供する。
【解決手段】 ポリオレフィン系樹脂発泡体の両面を切断又は切削する二次加工を施すことにより、発泡体の両面に気泡断面を露出させた状態である。
(もっと読む)
スチレン系樹脂発泡シートの製造方法及びスチレン系樹脂発泡シート
【課題】シート成形等の成形加工におけるトラブルを回避させ得るスチレン系樹脂発泡シートの製造方法と、スチレン系樹脂発泡シートとの提供をする。
【解決手段】サーキュラ金型を用いてスチレン系樹脂組成物を発泡押出しし、該発泡押出しによって形成された筒状の発泡体を冷却マンドレルに沿わせて周方向に延伸するスチレン系樹脂発泡シートの製造方法であって、前記サーキュラ金型CDの外型ORの内周面と前記内型CLの外周面との傾斜角の差が1度以上、10度以下となるように形成されたサーキュラ金型CDを用いて、該サーキュラ金型の内型CLと外型ORとの温度差が35℃以下となるようにして発泡押出しを実施し、筒状の発泡体に内周側と外周側との両方から空冷を実施した後、前記吐出口の口径の3.1倍以上、4.5倍以下の外径を有している冷却マンドレルMDで空冷後の発泡体に周方向の延伸を実施スチレン系樹脂発泡シート1の製造方法。
(もっと読む)
蓬含有フィルム及びその製造方法
【課題】蓬の鮮度保持の効果を長時間使用或いは繰り返し使用によっても保つことができ、かつ蓬成分を確実に分散させて均一な蓬の薬効を生じさせ得る均等な構成材からなり、広く安定した用途に使用可能な蓬含有フィルムの製造方法の提供。
【解決手段】蓬の茎及び根を含む蓬樹材を原料とする蓬ペレットと、生分解性のデンプン化合物を主原料とする生分解ペレットと、熱可塑性樹脂材からなる樹脂ペレットとをそれぞれ形成するペレット形成工程と、得られた3種のペレット一粒当たりの異種同士の重量比が所定のものとなるように混合・攪拌して混合ペレットO1を形成する混合工程と、この混合ペレットを吸引してホッパー32に取り込む取り込み工程と、取り込んだ混合ペレットを押し出し機4に投入して加熱溶融させながら押し出して溶融樹脂O2を形成する加熱溶融工程と、得られた溶融樹脂を空冷インフレーション成形するインフレーション工程を具備する。
(もっと読む)
発泡シート製造用マンドレル、ポリオレフィン系樹脂発泡シート製造装置及びポリオレフィン系樹脂発泡シート製造方法
【課題】簡単にシート幅を変更可能な発泡シート製造用マンドレル、それを用いたポリオレフィン系樹脂発泡シート製造装置及び製造方法の提供。
【解決手段】押出機内で溶融混合された樹脂と発泡剤との溶融混合物を、前記押出機に取り付けたダイを通して低圧領域に押出して発泡させ、前記発泡により得られた発泡中間体を、マンドレルの外面に沿わせて延伸させてポリオレフィン系樹脂発泡シートを製造する発泡シート製造用マンドレルにおいて、前記マンドレルは、発泡シート流れ方向上流側から下流側に向けて少なくとも前部、中部及び後部の各領域が順に設けられ、前記中部には、発泡中間体の内面側に気体を吹き付ける気体供給手段が設けられたマンドレル本体と、該マンドレル本体の前記前部と後部の一方又は両方の外面に着脱可能に固定される拡径リングとを有する。
(もっと読む)
発泡シート製造用マンドレル、熱可塑性樹脂発泡シート製造装置及び熱可塑性樹脂発泡シート製造方法
【課題】簡単にシート幅を変更可能な発泡シート製造用マンドレル、それを用いた熱可塑性樹脂発泡シート製造装置及び製造方法の提供。
【解決手段】押出機内で溶融混合された樹脂と発泡剤との溶融混合物を、前記押出機に取り付けたダイを通して低圧領域に押出して発泡させ、前記発泡により得られた発泡中間体を、マンドレルの外面に沿わせて延伸させて熱可塑性樹脂発泡シートを製造する発泡シート製造用マンドレルにおいて、駆動手段によって前記マンドレルの径方向に沿って進退可能に移動する複数の可動片が、マンドレルの周方向に沿って連設されてなる外径変動部が設けられたことを特徴とする発泡シート製造用マンドレル。
(もっと読む)
断熱性能に優れた押出発泡体
【課題】 発泡剤としてフロン類を使用することなく、顕著な断熱性能の改善効果を有する断熱材用押出発泡体を提供することを課題とする。
【解決手段】 該押出発泡体が、厚み方向に発泡層が非発泡層を介して積層されてなる構造を有する押出発泡体であって、密度が20〜65kg/m3であり、厚み方向中央部に位置する該発泡層を構成する気泡において、厚み方向の平均気泡径(A)と押出方向の平均気泡径(B)の比(A/B)が0.3〜1.5を満たすことを特徴とする押出発泡体。
(もっと読む)
断熱性能に優れた押出発泡成形体
【課題】 発泡剤としてフロン類を使用することなく、顕著な断熱性能の改善効果を有する断熱材用押出発泡成形体を提供することを課題とする。
【解決手段】 厚み方向に押出発泡成形体の厚み方向に発泡層が非発泡層を介して積層された構造を有する押出発泡成形体であって、該押出発泡成形体が、厚み方向に押出発泡成形体の厚み方向に発泡層が非発泡層を介して積層された構造を有すると共に、該発泡層が、気泡径0.25mm以下の小気泡と、平均気泡径(D1)の1.2倍以上の気泡径の大気泡より構成される気泡構造を有する押出発泡成形体を使用する。
(もっと読む)
ポリエチレン系樹脂発泡シート
【課題】ロール状に形成されるなどした場合における厚みの変動を抑制しつつ熱融着される用途に適したポリエチレン系樹脂発泡シートの提供を課題としている。
【解決手段】0.925g/cm3以上0.935g/cm3以下の密度を有するポリエチレン系樹脂と発泡剤とを含んだポリエチレン系樹脂組成物を見掛密度が0.06g/cm3以下となるようにシート状に押出し発泡させてなり、表面どうしを熱融着させて用いられるポリエチレン系樹脂発泡シートであって、前記ポリエチレン系樹脂のメルトマスフローレートが、0.2g/10分以上2.0g/10分未満であることを特徴とするポリエチレン系樹脂発泡シートなどを提供する。
(もっと読む)
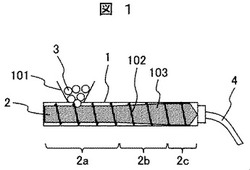
コルゲートチューブおよびその製造方法
【課題】コルゲート部の柔軟性を損なうことなく、ストレート部の強度を向上させる。
【解決手段】チューブ10は、コルゲート部11、及びチューブ10の両端を構成する小径、大径ストレート部12、13を備える。大径ストレート部13の厚さT3は、小径ストレート部12の厚さT2以上である。コルゲート部11の厚さは、厚さT2未満である。チューブ10は、移動する成型型に熱可塑性樹脂を押し出し供給して成型する。このとき、コルゲート部11に対応する成型面に熱可塑性樹脂を供給するときの成型型の移動速度V1は、小径ストレート部12に対応する成型面に熱可塑性樹脂を供給するときのチューブ成型型の移動速度V2より速い。移動速度V2は、大径ストレート部13に対応する成型面に熱可塑性樹脂を供給するときのチューブ成型型の移動速度V3より速い。
(もっと読む)
押出混練方法およびそれに用いる押出混練装置
【課題】安定した押出混練を行うことができ、安定した品質の複合材料を得ることのできる、優れた押出混練方法およびそれに用いる装置を提供する。
【解決手段】粉粒状の材料を、バレル10の上流側に設けられた材料供給部11からバレル10内に供給し、スクリュー14によって下流側の加熱溶融部12に輸送し、この加熱溶融部12を通過させながら材料の少なくとも一部を溶融状態にして混練後、さらにその下流側から押し出すようにした押出混練方法であって、上記バレル10内に供給した材料に包含される空気を、上記材料供給部11と加熱溶融部12との間に設けられたフィルター付空気抜き部15からバレル10外に排出するようにした。
(もっと読む)
21 - 40 / 71
[ Back to top ]