
Fターム[4F207KK78]の内容
プラスチック等の押出成形 (29,461) | 押出成形の操作 (2,209) | 押出された材料の熱的処理 (1,176) | 押出された材料の冷却 (1,156) | 冷却面等を有する部材を使用するもの (1,013) | サイジングダイ(←その取付け) (99) | 他の冷却手段を併用するもの (15)
Fターム[4F207KK78]に分類される特許
1 - 15 / 15
樹脂発泡体展開補助装置
【課題】 樹脂発泡体を確実にシート状に展開することができ、樹脂発泡体自体の揺れによる幅方向端辺の幅方向での変移を抑えることができる樹脂発泡体展開補助装置の提供。
【解決手段】 連続的に円筒状に形成される樹脂発泡体が送り方向に送られるのに伴い該樹脂発泡体を周方向の一箇所で連続的に切断する切断部と、該切断部で切断されシート状に展開された樹脂発泡体の幅方向各端部側に配置されて幅方向各端辺の幅方向位置を調節する挟持ローラとを備えたシート製造装置における、前記挟持ローラと切断部との間に配置され、該切断部から挟持ローラに至る途中で樹脂発泡体にテンションを付与可能に構成されるとともに、切断された樹脂発泡体の幅方向各端部側をそれぞれ載せて案内する案内部を備え、該各案内部は幅方向外側部が順次下傾斜している樹脂発泡体展開補助装置。
(もっと読む)
フィルム製造装置および製造方法

【課題】ネックイン抑制効果と膜揺れ抑制効果に優れ、さらに、ネックインの抑制とトレードオフの関係にあるメヤニの抑制効果にも優れたフィルム製造装置および製造方法を提供する。
【解決手段】ダイ1の下端面1bに開設された出口1aから下方に押出された溶融樹脂flを下方の一対の冷却ロール3B,3C間で挟圧し、冷却固化してフィルムFLを製造するフィルム製造装置10であり、出口1aと冷却ロール3B,3Cの間にプレロール3Aを備え、出口1aとプレロール3Aの間の空間Kに流体fdを提供する流体チャンバー5をさらに備え、流体チャンバー5から提供された流体fdは、空間Kおよびプレロール3Aに対向する対向面に沿う流体流路をダイ1側に流れながら、空間K内に存在する溶融樹脂flがプレロール3Aの回転方向に変位して引取られようとするのを押し戻す方向に流体圧pを付与させるようになっている。
(もっと読む)
熱可塑性樹脂を用いた中空押出し成形品の製造方法および製造装置
【課題】揮発成分を含む熱可塑性樹脂を用いた中空押出し成形において、環状ダイ、冷却マンドレル、溶融樹脂により形成される空間内に揮発成分が充満し、成形品の内面を汚染する恐れがある。
【解決手段】空間10と環状ダイ1の上面を連通孔にて接続し、ろ過装置12、排気装置13を用いることで、揮発成分を空間10から排除する。冷却マンドレル3には、外気と接続される貫通孔14が備えられており、排気装置13で排出された気体と同量の外気を、空間10に導入することで、空間10における圧力を常に大気圧に保持し、成形品の形状を安定化させる。以上の方法により、揮発成分の付着による成形品の汚染が無く、安定した形状の中空成形品を得ることが可能となる。
(もっと読む)
押出成形賦形パターンシートの製造方法及び製造装置
【課題】ダイヘッドから押出したシート状樹脂材料を押圧ロールと賦形ロールで狭圧して賦形パターンシートを成形する際に、シート状樹脂材料の型入り向上、型崩れ防止を図り、高賦形率の賦形パターンシートを得ることを可能にする。
【解決手段】押圧ロール2を賦形ロール1より直径の小さいロールとし、樹脂材料Jを押し出すダイヘッド3を転写部Pに近接する位置に配置させ、この状態でダイヘッド3から転写部Pに樹脂材料Jを導入する。転写部Pと、パターン転写後の樹脂材料Jが賦形ロール1から剥離する部分との間の区間に、パターン転写後の樹脂材料Jが順々に接触することが可能な複数の冷却ロール6を多段式に設ける。これにより、樹脂材料Jの流動性を最適化し、挟圧時の高充填型入れ、剥離時の型崩れ防止を図って安定して連続的に高賦形率の賦形パターンシートJ1を得ることが可能となる。
(もっと読む)
ウィンドウおよびドアシステムのための一体化された絶縁押出物と押出技術
一体化された絶縁体を有する押出プラスチックプロファイル材、そのような生成物を押出す方法、およびそのようなプラスチック押出物で作られた窓およびドア。プラスチック押出物は、実質的にIR透過性のアクリルキャップと顔料を含む、低熱蓄積性のキャップストックシステムを含む。一体化された絶縁体を有する押出プラスチックプロファイル材は公知のプラスチック押出技術を使用してリサイクル可能であり、公知の窓およびドア製造において十分に使用することができる。 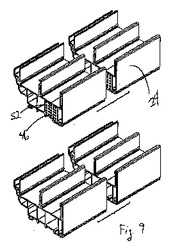 (もっと読む)
(もっと読む)
光学シート製造装置、光学シート、バックライトユニット及びディスプレイ装置、並びに光学シート製造方法
【課題】成形品に反りや撓みによる変形や損壊が生じることのない光学シート製造装置を提供する。
【解決手段】両面に微細凹凸形状を有して照明光路制御に用いられる光学シートを、押出成形によって連続的に製造する光学シート製造装置1において、加熱溶融させた樹脂Wをシート状に押し出して吐出する押出ダイ10と、該シート状の樹脂Wを挟み込んで両面に前記微細凹凸形状を成形する凹凸成形部30とを設け、押出ダイ10と凹凸成形部30との間に、押出ダイ10から押し出されたシート状の樹脂Wが所定時間かけて通過する内部応力緩和区間50を設け、さらに、内部応力緩和区間50を加熱する外部加温設備(加熱設備)51を設ける。
(もっと読む)
背圧制御ブレーキ装置を備えた押出装置
本発明は、プラスチックより成る筒形の半製品を製造するための押出装置であって、圧力負荷されたプラスチックの溶融物を提供するための押出機(1)と、溶融物をほぼ筒形のプラスチックストランド(8)として前記押出機(1)から押し出す、前記押出機(1)に配置された少なくとも1つの押出工具(7)と、プラスチックストランド(8)を冷却し、かつこのプラスチックストランド(8)に所定の外径(d)を与えるための、前記押出工具(7)に後置接続され、新たに押し出されたプラスチックストランド(8)によって通過されるキャリブレータ(2)と、プラスチックストランド(8)に該プラスチックストランド(8)の送り方向とは逆向きの可変な軸方向力(A)を加えるための、前記キャリブレータ(2)に後置接続されたブレーキ装置(3)と、前記ブレーキ装置(3)によってプラスチックストランド(8)に加えられた軸方向力(A)を測定する力センサ(9)と、を有している形式のものに関する。本発明の課題は、このような形式の押出装置を改良して、高精度の調整が得られ、高耐熱性のプラスチックを処理するために適したものを提供することである。この課題を解決した本発明によれば、前記ブレーキ装置(3)が、プラスチックストランド(8)に対して半径方向で可動にガイドされた、摩擦面(19)を備えた少なくとも1つのブレーキシュー(16)を有しており、プラスチックストランド(8)に軸方向力(A)を加えるために、半径方向で可動にガイドされたブレーキシュー(16)が、プラスチックストランド(8)の外周面に前記摩擦面(19)が当接する際に該摩擦面(19)を半径方向力(R)で押圧可能であって、前記摩擦面(19)が、筒形周面の凹状の切欠として構成されている。  (もっと読む)
(もっと読む)
熱収縮性フッ素樹脂チューブの製造方法
【課題】溶融押出成形において1段の操作により成形され、外径のばらつきが低減される熱収縮性のフッ素樹脂チューブ等を提供する。
【解決手段】溶融したフッ素樹脂材料を金型20によりチューブ状に押し出す押出工程と、金型から押し出されたチューブ状のフッ素樹脂材料を一定の引き取り速度で連続的に引き取りつつ、金型の近傍においてチューブ状のフッ素樹脂材料の内周面を円筒形状の冷却部材30の外周面に接触させて、チューブ状のフッ素樹脂材料Fを170℃以下の温度に冷却する冷却工程により、フッ素樹脂チューブを製造する。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】流れ方向の厚みムラ、およびレターデーションムラを低減し、レターデーションの発現性を高めることができる熱可塑性樹脂フィルムの製造方法を提供することを目的とする。
【解決手段】
熱可塑性樹脂を含有する組成物をダイ16から供給する供給工程と、挟圧装置である冷却ロール18とタッチロール28の間に連続的に挟圧してフィルム状に成形する製膜工程と、を有し、溶融樹脂を、ダイ16の吐出口から冷却ロール18とタッチロール28の間のニップ部までを遮蔽する遮蔽部材46を備え、挟圧装置によって溶融樹脂にかかる圧力が20MPa以上500MPa以下であることを特徴とする熱可塑性樹脂フィルムの製造方法である。
(もっと読む)
中空プラスチックシート用サイジング装置およびそれを用いた中空プラスチックシートの製造方法
【課題】厚みが大きく・高目付けの中空プラスチックシートを高速度で成形できるサイジング装置、および該装置を用いた中空プラスチックシートの製造方法の提供。
【解決手段】溶融押出しされた中空プラスチックシートSと接触する第一サイジングプレート2と給排水ブロック20で構成された第一減圧セクション10と、第二サイジングプレート3を囲繞する減圧ボックスで構成された第二減圧セクション11とを備える中空プラスチックシート用サイジング装置で、第一サイジングプレート2と給排水ブロック20には、給水溝4と排水溝5が交互に配置され、第二サイジングプレート3には、吸引溝13が設けられ、減圧ボックスには、冷却水スプレーノズル14と、減圧および排水のための開口部22を有する中空プラスチックシート用サイジング装置、および前記中空プラスチックシート用サイジング装置をもちいた中空プラスチックシートの製造方法。
(もっと読む)
熱可塑性合成樹脂製シート又はフイルムの製造方法およびその装置
【課題】第2の支持ローラを移動させてキャスティングローラの外周面に対して接近離反することにより、熱可塑性合成樹脂製シート又はフイルムの種類に応じてキャスティングローラ外周面又は成形スリーブ表面に対する熱可塑性合成樹脂製シート又はフイルムが密着接触する距離を適宜調整可能とする。
【解決手段】フイルム若しくはシートFの種類を変更し、例えばアクリルのようにキャスティングローラ12の外周面と成形スリーブ15の表面からの剥離抵抗が大きい場合には、支持レバー26を回動することで第2の支持ローラ17を移動させてキャスティングローラ12の外周面から遠ざけて、キャスティングローラ12外周面、成形スリーブ15表面に対するこのシート又はフイルムFの密着接触距離Sを短く調整し、キャスティングローラ12外周面から、成形された熱可塑性合成樹脂製シート又はフイルムを引き取る。
(もっと読む)
キャリブレータ
本発明は、主として矩形の断面を有する押出し成形中空熱可塑性プロファイル(1)の製造用のキャリブレータに関し、当該キャリブレータは、協働で前記キャリブレータを通して延出しその断面が製造されるべき前記熱可塑性プロファイル(1)の外形を決定する通路(K)を形成するべく互いに離間して配置された多数の層状プレート(S)を支持する固定フレーム構造体(7)を有する。本発明に拠れば、前記通路(K)の壁の少なくとも1つは前記キャリブレータ・プレート(5)の可動部分(8;9)によって区画形成され、この部分は、キャリブレータ(4)を異なる高さ/幅比を有する熱可塑性プロファイル(1)に適合させるべく前記通路に対して垂直方向に調節可能である。  (もっと読む)
(もっと読む)
熱収縮性ポリエステル系フィルム、およびその製造方法
【課題】ラベルとしてPETボトル等に収縮させて被覆させた場合におけるミシン目開封性が良好であるとともに、ラベルとしてPETボトル等に被覆させる際の溶剤接着性が良好な熱収縮性ポリエステル系フィルムを提供する。
【解決手段】本発明の熱収縮性ポリエステル系フィルムは、主収縮方向と直交する方向へ引っ張った際の初期破断比率、テトラヒドロフランで表裏を接着させた際の溶剤接着強度、積層したフィルム上に1,3−ジオキソランを滴下させた際の溶剤突抜指数、95℃の温水中で10秒間処理した場合における主収縮方向の温湯熱収縮率、主収縮方向と直交する方向の引裂伝播抵抗比が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
生分解性樹脂成形品の製造法。
【課題】 柔軟性、耐熱性、感温性が良好な生分解性樹脂のシート等を生産性よく製造する方法の提供。
【解決手段】 ポリ乳酸樹脂と、可塑剤と、結晶核剤とを含有する組成物から、シート等を成形する方法であって、押出成形法により、ダイから押し出されたシート等を表面温度0〜50℃の金属ロールと接触させて冷却する工程(1)と、工程(1)で冷却されたシート等を、表面温度60〜100℃の金属ロールと接触させるか、60〜100℃の恒温層を通して熱処理する工程(2)を含む方法、または押出成形法により、ダイから押し出されたシート等を、表面温度60〜100℃の2つ以上の金属ロールに接触させ、及び/又はさらに60〜100℃の恒温層を通して熱処理する工程を含む方法によって、相対結晶化度30%以上に結晶化させてシート等を得る製造法、並びにこの製造法により得られる生分解性樹脂成形品。
(もっと読む)
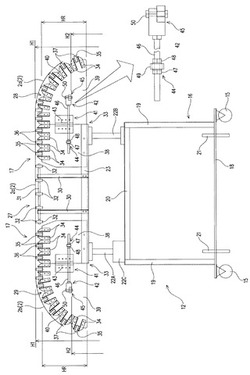
金型トンネル空気乱気流を有するパイプ鋳造装置
連続した長さの中空プラスチック製品を押し出す押出装置は、溶融したプラスチックを金型装置(5)を介して並列して移動する金型ブロック(9)によって形成される金型トンネル(7)に供給する押出機(3)を備える。この装置は、製品の形状を整えるのを助けるため、金型トンネル内の製品の内部に空気乱気流を含む。この空気乱気流は、金型トンネル内の製品の内部に配置される空気移動部材(17)およびこの空気移動部材用の動力源によってもたらされる。この動力源は、金型トンネルの外側に配置され、動力分配装置が、動力を動力源から金型装置を通り空気移動部材に金型装置を冷却することなく供給するために設けられる。  (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]