
Fターム[4F208AG09]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 管状体(←配管パイプ) (145) | 異形管(←非円形断面) (16)
Fターム[4F208AG09]に分類される特許
1 - 16 / 16
ダクトの製造方法
【課題】
解決すべき課題は、ブロー成形用金型の型抜き上の制約から、ダクトのセンターベンチ部とサイドベンチ部を一体には形成困難な複雑な形状の場合には、ダクトのセンターベンチ部とサイドベンチ部を一体に形成する方法ではブロー成形できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成されるダクトの製造方法であって、サイドベンチ部のセンターベンチ差込み部を深絞り成形し、更にその深絞り成形にスライド機構によるスライドを適用することにより前記課題を解決した。
(もっと読む)
発泡成形体の成形方法及び発泡成形体

【課題】発泡溶融樹脂の内部に吹き込んだ気体の外部への流出を防止することが可能な発泡成形体を提供する。
【解決手段】他部材(図示せず)を嵌め込むための嵌合部(104)を有する発泡成形体(100)であり、嵌合部(104)は、発泡成形体(100)の本体部分(102)の発泡倍率よりも低い発泡倍率の発泡樹脂からなる第1の筒状部(104a)と、第1の筒状部(104a)の発泡倍率よりも低い発泡樹脂、又は、未発泡樹脂からなる第2の筒状部(104b)と、を有することを特徴とする。
(もっと読む)
中空成形体の製造方法及び空調ダクト
【課題】竹炭による吸湿及び脱臭の効果を確実に得ることができる中空成形体の製造方法及び空調ダクトを提供する。
【解決手段】キャビティ39に配置したパリソンの内部に第1ないし第3のブローピン51,52,53から圧縮空気を注入して中空な中間体65を賦形する。第1及び第2のブローピン51,52から中間体65の内面に吸湿性及び脱臭効果を有する粉状の竹炭17を吹き付けるとともに、第3のブローピン53から圧縮空気を排出する。断面形状の複雑さに拘らず竹炭17を中間体65の内面に確実に固着できる。竹炭17が空調ダクトの内面に露出した状態となり、竹炭17による吸湿及び脱臭の効果を確実に得ることができる。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器
【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
ダクト
【課題】成形したダクトの反りの発生を防止することが可能なダクトを提供する。
【解決手段】本実施形態のダクト(200)は、第1の壁部(201)の平均肉厚と第2の壁部(202)の平均肉厚との差が0.3mm以下であり、ダクト(200)全体の肉厚の変動係数が0.3以下である。また、ダクト(200)全体の平均肉厚が0.7mm以下である。
(もっと読む)
発泡成形体の成形方法及び発泡成形体
【課題】成形時に発泡樹脂の伸びが大きい部分がピンホールなく成形されているとともに、軽量、且つ、断熱性、耐衝撃性に優れた発泡成形体を提供する。
【解決手段】 本発明の発泡成形体は、2.0〜6.0(10-3×Pa-1)の平衡コンプライアンスを有するポリプロピレン系樹脂に発泡剤を混合させて押出機によって混練し、前記押出機から押出された発泡樹脂を、圧力流体により金型に沿わせて成形することにより形成され、最大ブロー比が0.4〜0.6であり、発泡倍率が1.5〜5.0倍であり、衝撃強度が30kg・cm以上である。
(もっと読む)
吸気ダクト
【課題】ダクト部の剛性を低減させてエンジンフードの変形をより一層許容することができるとともに、吸気負圧によって空気導入部が変形するのを防止して、吸気を確実に取り入れることができる吸気ダクトを提供すること。
【解決手段】エンジンフード26の下方に設置され、車両の前方から空気を取り入れる空気口24を有するダクト部22と、ダクト部22からエアクリーナに向かって空気を導入する空気導入部23と、ダクト部22の底部22aの内周面からダクト部22の上部22bに向かって突出する支柱30を備え、支柱30を有するダクト部22および空気導入部23がブロー成形によって一体成形される吸気ダクト21において、ダクト部22が熱可塑性エラストマーから構成されるとともに、空気導入部23が熱可塑性エラストマーよりも硬質の材料から構成される。
(もっと読む)
成形体及び製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される通気管に手作業にて孔を明けるために該通気管の外面に硬質樹脂製等の打抜き台をあてがい、市販の筒形ポンチを該通気管の内面に位置決めして後、該筒形ポンチに外力を加えて穿孔するに際して、ブロー成形の金型が規定できるのは成形物の外面だけであるという制約上、該内面に位置決め用のマークをつけることはできないという点である。
【解決手段】
該通気管の内面に円錐形状もしくは円錐台形状もしくは多角錐形状もしくは多角錐台形状のポンチ位置決め用突部を形成し、該突部に筒形ポンチの筒状刃を同心状にあてがい、該ポンチに外力を加えて該通気管を穿孔することにより前記課題を解決した。
(もっと読む)
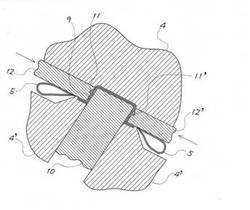
車両用プロテクタ
【課題】 ブロー成形されたブロー成形体の少なくとも一端部を切断して得られる車両用プロテクタにおいて、切断面に生ずるバリ等によって線材が損傷しないようにすることである。
【解決手段】 ブロー成形によって車両用プロテクタを成形するとき、袋状に形成されたブロー成形体(袋状成形体110)の両端部が軸直角方向に切断されることにより、筒状体(プロテクタ予備体120)が形成される。このとき、袋状成形体110における両端近傍の周方向に、予め本体側及び蓋体側のくびれ部9,11を形成し、それらの内壁面9a,11aが、プロテクタ予備体120のプロテクタ本体1と蓋体2との両端開口の内壁縁1a,2aに包含されるようにし、プロテクタ本体1に収容された線材の外周面が、プロテクタ本体1と蓋体2との両端開口の切断面に接触しないようにする。
(もっと読む)
ブロー成形用強化ポリアミド系樹脂組成物およびそれを用いたブロー成形品
【課題】 ガラス繊維等の強化材配合ポリアミド樹脂組成物のブロー成形性を改良し、複雑な形状の製品や多くのインサート部品を一体成形する三次元ブロー成形や多次元押出ブロー成形、多層成形等の高度なブロー成形性を有するポリアミド樹脂組成物を提供する。
【達成手段】 相対粘度2.5〜3.8の結晶性ポリアミド樹脂(A)、非晶性ポリアミド樹脂(B)、グリシジル基を2個以上含有する反応基含有アクリル共重合体(C)及び繊維状強化材(D)からなる樹脂組成物であって、該樹脂組成物の示差走査型熱量計(DSC)で求められる降温結晶化温度をTc2N(℃)、前記樹脂組成物の中で前記(B)成分のみを含有しない場合の降温結晶化温度をTc2M(℃)としたとき、下記関係を満足し、かつ前記樹脂組成物の融点より25℃高い温度で、0.5mm/分の剪断速度で測定した溶融粘度が3,000〜40,000Pa・sであることを特徴とするブロー成形用強化ポリアミド系樹脂組成物。 Tc2M(℃)−Tc2N(℃) ≧ 5(℃)
(もっと読む)
成形体
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成された吸気管の捨袋を除去するに際して、刃物の切断面が吸入口の吸入方向に垂直な断面に対し60度傾いている場合、該吸入方向に垂直に切断する場合の切断断面幅に比べてその切断断面幅が2倍に増加しているため、その切断抵抗も垂直に切断する場合の2倍となって該吸気管が変形してしまうことにより意図した形状に切断できないという点である。
【解決手段】
該捨袋の相対する二壁の一方の壁から他方の壁に向かって窪ませた凹部の先端を該他方の壁に溶着させて中空リブを形成することによって、該捨袋全体の剛性を高くし、塑性切断に際して該捨袋や該吸気管が変形しないようにした。
(もっと読む)
ポリ乳酸成形物およびその加工方法
【構成】 ポリ乳酸成形物は、可塑剤を加えてガラス転移温度を30℃〜45℃にし、冷結晶化開始温度を90℃〜100℃にしたポリ乳酸によって形成される。ポリ乳酸成形物は、1次成形物として、たとえば円筒形の直管に形成される。ポリ乳酸成形物を使用する際には、所望の形状の2次成形物に加工した後に使用する。ポリ乳酸成形物を2次成形物に加工するときには、先ず、ポリ乳酸成形物をガラス転移温度以上に加熱して軟化させ、所望の形状に変形させる。その後、冷結晶化開始温度以上に加熱することによってポリ乳酸成形物を結晶化させ、その所望の形状で固化させて、所望の形状の2次成形物とする。
【効果】 製造後に適切な温度で所望の形状に変形でき、かつその所望の形状で形状固定できる。したがって、多種のポリ乳酸成形物を製造する必要がないので、製造コストを低減できる。
(もっと読む)
蛇腹中空体
【課題】ブロー成形で製造された楕円形などの断面の蛇腹中空体において、蛇腹部の肉厚を周方向で均一として屈曲性を等方性とする。
【解決手段】膜長が所定値の長径部10と、一般部より膜長が大きな短径部11と、を周方向にそれぞれ有する蛇腹部とした。
長径部10は短径部11に比べて伸び量が大きくなるため肉厚が薄くなり、短径部11は肉厚が厚くなる。そこで短径部11に大膜長部を形成しておけば、伸び量が大きくなるため短径部11の谷部の肉厚を薄くすることができ、長径部10と同等の屈曲性とすることができる。
(もっと読む)
吸気消音装置および消音方法
【課題】 内燃機関や燃料電池に吸気を供給する吸気システムに用いられる吸気消音装置において、共鳴型消音器であっても、広帯域の周波数領域で吸気騒音を低減できるヘルムホルツ型共鳴消音器を備えた吸気消音装置を提供する。
【解決手段】 吸気ダクト及び連通管の少なくとも一部分を発泡樹脂中空成形体として一体に成形し、その発泡樹脂中空成形体部分をレゾネータチャンバー内に設けることによって、ヘルムホルツ型共鳴型消音器を備えた吸気消音装置としたので、ヘルムホルツ型共鳴型消音器の共鳴周波数に近い周波数領域で非常に高い消音効果を発揮できるだけでなく、それ以外の広帯域の周波数領域においても消音効果を高めることができる。
(もっと読む)
成形体
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成された吸気管の捨袋を除去するに際して、刃物の切断面が吸入口の吸入方向に垂直な断面に対し60度傾いている場合、該吸入方向に垂直に切断する場合の切断断面幅に比べてその切断断面幅が2倍に増加しているため、その切断抵抗も垂直に切断する場合の2倍となって該吸気管や該刃物が変形してしまうことにより意図した形状に切断できないという点である。
【解決手段】
捨袋の切断面が吸気管に垂直な断面に対して傾いている該切断面の切断位置で、該吸気管に対する外向きの段差を捨袋に設けることにより前記課題を解決した。
(もっと読む)
車両用ステアリングメンバ及びその製造方法
【課題】 ステアリングメンバ本体を分割構造にする必要がない車両用ステアリングメンバ及びその製造方法を提供する。
【解決手段】 ステアリングメンバ本体4の内部へブロー成形することにより樹脂ダクト部5を形成するため、ステアリングメンバ本体4を分割構造にする必要がない。樹脂ダクト部5にはステアリングメンバ本体4の開口9、10、11に対応する切除口16、17、18が形成されているため、空調エアーの導入や吹出しを確実に行える。樹脂ダクト部5が中空構造のため、ステアリングメンバ本体4が気密性の保たれた中空構造でなくても、空調エアーの漏れがない。樹脂ダクト部5が発泡樹脂により形成されているため、吸音効果が高く、空調エアーによる騒音の発生を抑制することができる。
(もっと読む)
1 - 16 / 16
[ Back to top ]