
Fターム[4F208AR20]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | その他の調整制御量 (40)
Fターム[4F208AR20]に分類される特許
21 - 40 / 40
熱成形装置および熱成形方法

【課題】複数の通気孔を有する熱板を用いて被成形材を熱成形する熱成形装置において、使用する通気孔を選択する作業を軽減させ、該作業にかかる時間を短縮させることを課題とする。
【解決手段】複数の通気孔61を有する熱板60と、前記複数の通気孔61から区分される各区分SE1,SE2の通気孔にそれぞれ接続された各開閉用通気経路80と、該各開閉用通気経路80をそれぞれ開閉可能な各開閉用バルブ85と、前記熱板の表面60aに対応させた画面SC1を表示し、該画面SC1の中から成形に用いる範囲R1の入力を受け付ける成形範囲入力手段と、前記各開閉用バルブ85のうち前記入力された範囲R1の中にある通気孔61に接続された開閉用通気経路80を開閉する開閉用バルブ85のみ開いて前記範囲R1中の通気孔61にエアを流通させながら熱板60を用いてシート(被成形材)S1を熱成形する成形機構20とを設けた。
(もっと読む)
熱可塑性樹脂シートの成形方法およびこの成型方法で得られた成形品

【課題】肉厚が調整できるとともに、罫書き線のようなマーク等の形状も転写できる熱可塑性樹脂シートの成形方法およびこの成型方法で得られた成形品を提供する。
【解決手段】熱線で軟化する熱可塑性樹脂シート1の所定位置に、熱線の透過量を規制する熱線透過規制部材2A,2Bを配置する。コア型5に沿わせて表面形状を真空成形する場合には、熱線透過規制部材2A,2Bを、熱可塑性樹脂シート1のプラグ型6側の裏面1bに配置する。これにより、熱可塑性樹脂シート1のプラグ型6側の裏面1bの熱線透過規制部材2A,2Bを配置した部分は、熱線の透過が規制されることから、加熱されにくくなって軟化しにくくなるので、熱線の透過量を少なくすると肉厚の減少が少なく、熱線の透過量を多くすると肉厚の減少が多くなることで、肉厚t1,t2を調整できるようになる。
(もっと読む)
気泡シート体製造用の真空成形ロール
【課題】ロール本体の全領域における吸引力を均一化し、生産効率向上及び均厚化を図り、しかもシートの巾変更にも対応可能な気泡シート体製造用の真空成形ロールを提供する。
【解決手段】ロール本体R1の中央部領域R1Cの吸引孔R13の開口率を端部領域R1Eの吸引孔R13の開口率よりも大きな値に設定した。
(もっと読む)
共押出積層発泡体及びその成形体
【課題】帯電防止性の持続性が高く、繰返し使用が可能で、機械的物性、緩衝性、熱成形性のバランスの取れた発泡体及び熱成形により展開倍率が大きい成形体を提供する。
【解決手段】見掛け密度300〜550g/L、厚み2.0〜3.5mm、連続気泡率40%以下のポリスチレン系樹脂組成物発泡層の少なくとも片面に帯電防止剤を含む坪量10〜100g/m2のポリオレフィン系樹脂層を有し、全坪量が650g/m2を超え1500g/m2以下の積層発泡体であって、発泡層を構成するポリスチレン系樹脂組成物はスチレン系エラストマーを含有し、且つ該樹脂組成物中のゴム成分含有量が9〜30重量%であり、積層発泡体のポリオレフィン系樹脂層表面のエタノール水溶液洗浄後の表面固有抵抗率が1×1013Ω以下、発泡層の表面から全厚みの25%を超える内層部の気泡が厚み方向の平均気泡径A(mm)、押出方向の平均気泡径B(mm)及び幅方向の平均気泡径C(mm)の間に0.6≦A/B≦1.2及び0.6≦A/C≦1.2 を満足する。
(もっと読む)
ブロー成形品その他のプラスチック中空体のピンホール検査方法
【課題】 自動ブロー成形工程に適し、極く僅かな水素の使用量でブロー成形品のピンホールを極く短時間でしかも正確に検出することができるブロー成形品のピンホール検査方法を提供する。
【解決手段】 水素を含有する圧力流体を用いてブロー成形したブロー成形品を密封し、密封したブロー成形品を外面より押圧した際に外部に漏出する水素を検知してブロー成形品のピンホールの有無を判定する方法である。合成樹脂を溶融混練して押出機より筒状のパリソンを押し出し、次いで水素を含有する圧力流体を用いてパリソンを金型内でブロー成形した後、ブロー成形品を金型より取り出して、ブロー成形の際の圧力流体導入孔を封鎖する。圧力流体導入孔を封鎖したブロー成形品を外面より押圧した際に外部に漏出する水素を検知してブロー成形品のピンホールの有無を判定する。
(もっと読む)
耐熱性ポリエステル容器の製造方法
【課題】 生産工程でのエネルギー効率が良く、且つ、アニーリング時に歪み難い耐熱性ポリエステル容器の製造方法を提供することを課題とする。
【解決手段】 80℃以上130℃以下に加熱したポリエステル製プリフォームを金型内で延伸ブロー成形した後、130℃以上180℃以下の高温で熱固定を行い、得られた成形体内側表面を延伸ロッドの長手方向に沿って設けられた複数の吹き出し孔から冷却流体を吹き付けることで冷却し、金型から前記成形体を取り出して放冷雰囲気中でアニーリングして前記金型内容積に対する前記成形体外容積の収縮率が3.0%より大きく6.0%以下となるように自由収縮させることを特徴とする。
(もっと読む)
通気性の成型容器およびその製造方法
【課題】脱落繊維のなく、離型性に優れた通気性を有する成型容器を提供する。
【解決手段】不織布Aと、フイルムまたは樹脂シートBとを接合した複合シートにおいて、温度100℃の破断伸度が50%以上であり、透気度(JIS-L-1096)が0.1〜10000秒/100cc、剥離強度が5N/25mm以上であり、該複合シートを展開比(深さ/口径)が0.1〜1.3となるように一体成型により形成された通気性の成型容器。
(もっと読む)
マスキング材
【課題】 本発明の課題は、被塗物の所定個所に塗装が施されないようにするために使用されるマスキング材をマスキング個所に取付け取りはずしする際、該マスキング個所の周りの塗膜に傷付きが発生しないようにすることにある。
【解決手段】 マスキング材11の材料として、25℃、50%RHにおいて平衡含水率が1質量%以上であるポリアミドまたはポリアミドと他の熱可塑性樹脂とのポリマーアロイを選択する。このようなポリアミドまたはポリアミドと他の熱可塑性樹脂とのポリマーアロイは、耐熱性、成形性が良好で、かつ水によって可塑化されているから該マスキング材を取付け取りはずしの際、該マスキング個所の周りの塗膜に傷付きが発生しにくい。
(もっと読む)
パール調外観を有するプラスチック容器及びその製造方法
【課題】 着色成分を使用せず、発泡セルの分布によりパール調外観が付与されており、商品価値が高く、しかもリサイクル適性にも優れたプラスチック容器を提供する。
【解決手段】 最大延伸方向に沿った容器壁10の断面でみて、平均長径が 400μm以下で且つ平均アスペクト比(L/t)が6以上の偏平形状を有する発泡セル1が、該延伸方向を指向し且つ厚み方向に重なり合うように、容器壁10中に分布していることを特徴とする。
(もっと読む)
射出成形プリフォーム、延伸ブロー成形容器、およびそれを作成するためのサイクル時間を短縮するための方法
【課題】完成した延伸ブロー成形した容器に、低い熱膨張率、良好な側壁剛性、および曇りのない容器または実質的に曇りのない容器のような良好な機械的特性を提供するプリフォームの設計を開発すること。
【解決手段】約8から約12の全体的延伸倍率を有する延伸ブロー成形容器(22)を作成するための射出成形したプリフォーム(10,11)であって、全体的延伸倍率はフープ延伸倍率と軸延伸倍率の積であり、フープ延伸倍率が約4.5から約5.4、軸延伸倍率が約1.5から約2.2であり、プリフォーム(10,11)は、最大直径が65mmであり、高さが容器のフィニッシュの下から200mmあり、フープ延伸倍率が5.5であり、軸延伸倍率が2.6である500ml容器(22)用に設計された25グラム重量のプリフォーム(10,11)を使用して、100℃および90psiで測定して、約400mlから約650ml未満のフリーブロー容積を有するLNSR PETコポリマーを含む。本発明は、このようなプリフォームを作成するための方法および延伸ブロー成形容器およびそれを作成するための方法にも関する。
(もっと読む)
ばらで供給される管状のプレフォームを配向するための装置
本発明は、供給手段(2)によってばらで供給される管状のプレフォーム(1)を配向するための装置に関し、この装置は、並んで配置され、上記プレフォームの最大横断面寸法よりも大きい距離(D)だけ互いから水平方向に離された2つの平行なライン(6)、(7)をそれぞれ有する2つの連続式エンドレスコンベヤ(4)、(5)を備える。本発明によれば、このプレフォームの供給手段(2)が上記2つのコンベヤ(4)、(5)のうちの一端部の上方に配置される。上記2つのコンベヤは、このコンベヤ(4)、(5)を跨いで横向きに置かれて到着する任意のプレフォームをピボットさせ、この2つのコンベヤの間の空間に長手方向に配向されたプレフォームを落下させるために、反対の方向(9)および反対の方向(10)に駆動手段によって移動される。また、本発明は、プレフォーム(1)を収集するためのエンドレスベルト(12)を備える。このエンドレスベルト(12)はそれに平行な上記2つのコンベヤ(4)、(5)の下方に延在し、水平方向に置かれ長手方向に整列されたプレフォーム(1)を次々と移動させるのに使用される。  (もっと読む)
(もっと読む)
予備成形体内装樹脂製パネルおよび予備成形体内装樹脂製パネルにより構成される折畳みコンテナ
【課題】 樹脂パネルの強度と、予備成形体による断熱性の構造を図るとともに、表面の汚れを落ちやすくした予備成形体内装樹脂製パネルおよび予備成形体内装樹脂製パネルにより構成される折畳みコンテナを提供する。
【解決手段】 予備成形体内装樹脂製パネル1は、表壁2と裏壁3を有する中空二重壁構造の樹脂製パネルである。樹脂製パネルにはその全周に溶着部を有する。中空部内4には中空部内空間と略同一形状に予め成形された熱可塑性樹脂からなる予備成形体5が内装される。予備成形体5は表壁2と裏壁3の内面に溶着されている。表壁2と裏壁3は気泡を有している。
(もっと読む)
コンポーネントキャリヤおよび製造方法
キャリヤテープが、中に複数のコンポーネント受容ポケットが位置決めされた長手方向のストリップを含む。ポケット深さは、長手方向のストリップの厚さより大きい。隣接したポケットが、長手方向のストリップの厚さの約5倍未満の距離だけ隔置される。隣接したポケットを分離する側壁は、ポケット深さから、ポケットが受けるように構成されたコンポーネントの高さを引いたものより大きい高さを有する。キャリヤテープは、回転可能な工具と、工具に対向した適合可能な外側円周表面を有するニップロールとを提供することによって、製造される。工具の外側円周表面は、ポケットを形成するための突出部を含む。ポリマーウェブが、工具とニップロールとの間のニップに導入され、工具の円周表面上の突出部でエンボス加工される。 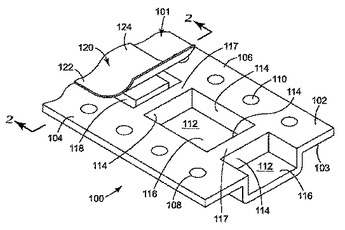 (もっと読む)
(もっと読む)
レトルト対応ポリエステル容器及びその製造方法
【課題】 125℃での1〜50分間処理のような高温長時間の厳しいレトルト殺菌処理の条件下でも、容器の変形や収縮を可及的に生じない、ポリエステル容器及びその製造方法を提供する。
【解決手段】 ポリエステル樹脂により形成したプリフォームを一次金型で二軸延伸ブロー成形して一次成形品となし、一次成形品を加熱収縮させて二次成形品となし、二次成形品を表面処理された二次金型で二軸延伸ブロー成形し、そのまま二次金型内でブロー成形品の表面温度を、210℃を超え250℃以下の温度にてヒートセットすることにより、レトルト対応ポリエステル容器を製造する。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】低コストで、工程数が少なく、多様性に優れたベルト状転写部材を提供し、また、転写ムラの程度が良好で、安定して回転し、蛇行による色ずれの少ない良好なカラー画像が得られる電子写真用シームレスベルトの製造方法を提供する。
【解決手段】複数の工程を有する電子写真用シームレスベルトの製造方法において、該プリフォーム内径と該延伸棒径の比M(mm)、射出容量(cm3)/射出速度(mm/sec)の比S及び該射出成形時の射出圧力P(MPa)が下記式(1)を満足することを特徴とする電子写真用シームレスベルトの製造方法。
4≦M×S×P≦400・・・(1)
1.1<M<3、1<S<15、1<P<15
M:プリフォーム径(mm)/延伸棒径(mm)
S:射出速度(mm/sec)/射出容量(cm3)
P:射出圧力(MPa)
(もっと読む)
コンテナ容器用樹脂組成物
【課題】本来コンテナ容器に求められる優れた性能バランスを有し、特に成形性・添加剤中のコンタミ金属低溶出性・耐候性の性能に優れたコンテナ容器用樹脂組成物を提供する。
【解決手段】190℃における21.6kg荷重のメルトインデックスが1〜10g/10分、密度が0.930〜0.980g/cm3のポリエチレンに、ヒンダードフェノール系酸化防止剤を0.01〜0.25重量%およびヒンダードアミン系光安定化剤を0.15〜0.25重量%添加して、金属含有量が300重量ppm以下の樹脂組成物とする。
(もっと読む)
ポリプロピレン系樹脂発泡シートまたはポリプロピレン系樹脂積層発泡シート及びその成形体
【課題】 成形時のドローダウンが少なく、かつ成形時の伸びが良好であり、仕切り型や深型の容器成形、容器ごとに周期的な模様の入った容器の成形が可能なポリプロピレン系樹脂発泡シートまたはポリプロピレン系樹脂積層発泡シート、および、これらを加熱成形して得られる成形体を提供する。
【解決手段】 190℃の雰囲気下に1分間放置した際のポリプロピレン系樹脂発泡シートの巻取り方向および幅方向での加熱収縮率を共に0〜5.0%とすることにより、上記特性を有するポリプロピレン系樹脂発泡シートを、さらには、ポリプロピレン系樹脂積層発泡シートを得ることができる。
(もっと読む)
耐熱性と耐衝撃性とに優れたポリエステル容器及びその製造方法
【課題】 射出ゲート残部となる厚肉部が底部中心に形成されていながら、耐熱性と耐衝撃性とに優れたポリエステル容器を提供する。
【解決手段】 熱可塑性ポリエステル樹脂からなるプリフォームを延伸成形して得られるポリエステル容器において、底部中心部分2aが、厚肉で且つ実質上非晶質であり、該中心部分の周囲の底部は配向結晶化されていることを特徴とする。
(もっと読む)
果実飲料充填耐熱性プラスチック多層容器
【課題】透明性、軽量性、耐衝撃性、再封性に優れ、充填された果実飲料の色調の変化が小さく、ガラス瓶とほぼ同等の賞味期限を有する果実飲料充填プラスチック多層容器を提供する。
【解決手段】果実飲料がホットパック充填され密封された透明な耐熱性プラスチック容器であって、該耐熱性プラスチック容器は、熱可塑性ポリエステルからなる内外層と前記内外層の間に酸素吸収層を有し、容器内に無酸素水を試験液として満注充填して密封し22℃−60%RHで12週間保存したとき試験液中の溶存酸素量が0.5ppm以下であることを特徴とする。
(もっと読む)
高密度ポリエチレン樹脂製発泡シート、およびこのシート製容器の製造方法
【課題】 発泡シート製造時の押出し特性に優れ、剛性、弾性率、断熱性、耐寒性、緩衝性などに優れ、各種容器などに二次加工できる高密度ポリエチレン系樹脂製発泡シート、および耐熱性に優れた容器の製造方法を提供すること。
【解決手段】 第一発明は、密度が0.942〜0.968、MFRが0.1〜0.9g/10分、溶融張力が2〜15gの高密度ポリエチレン系樹脂(A)75〜93重量%と、MFRが1〜10g/10分、溶融張力が15〜25gのポリプロピレン系樹脂(B)25〜7重量%とを含む樹脂脂組成物よりなり、発泡倍率が1.1〜5.0倍、厚さが0.5〜3.0mmの高密度ポリエチレン系樹脂製発泡シートを要旨とし、第二発明は、特定の条件で製造する耐熱性に優れた容器の製造方法を要旨とする。
(もっと読む)
21 - 40 / 40
[ Back to top ]