
Fターム[4F208LA04]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | 二軸延伸ブロー成形 (552)
Fターム[4F208LA04]の下位に属するFターム
Fターム[4F208LA04]に分類される特許
501 - 509 / 509
耐剥離性多層容器、プリフォーム、製品および製法
プラスチック容器、プリフォームまたは製品は、少なくとも1層のマトリックス樹脂、少なくとも1層のバリア樹脂ならびにバリア層とマトリックス層との結合を促進するためにバリア樹脂および/またはマトリックス樹脂にブレンドされる付着促進物質を有する多層壁を含む。マトリックス樹脂は好ましくは、エステル含有樹脂、さらに好ましくはPETなどのポリエステルである。接着促進物質には、複数の利用可能な1級、2級または3級アミン基を有するアミンポリマー、好ましくはイミンポリマーが含まれる。アルキレンイミンポリマー、特にポリエチレンイミンポリマーが好ましい。 (もっと読む)
プラスチック部材を熱調整するための装置及び方法
予備成形品を熱調整する方法であり、それは、−予備成形品をチェーンコンベヤ(2)上に置くステップ、−予備成形品を第1熱調整段階(1)の中へ移送し、第1加熱又は冷却熱交換にかけるステップ、−予備成形品を第1熱調整段階から取り除き、予備成形品内部の温度を再分配するために予備成形品を予め決められた時間だけ第1熱調整段階の外部に保持するステップ、−予備成形品を第2熱調整段階(1)又は第1熱調整段階にある少なくとも一つの第2加熱又は冷却熱交換にかけるステップ、から成る本発明に従った、予備成形品を熱調整する方法である。発明はまた、上記方法に従う、予備成形品を加熱又は冷却するための装置にも関する。  (もっと読む)
(もっと読む)
容器ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスを、少なくとも2つの異なる流動経路を介して容器内へ導入する。特に、流動経路の1つが開口領域の付近に終端を有し、第2の流動経路が容器底部の付近に終端を有するのが有利である。引伸ばし棒を通じて、加圧状態にあるガスの少なくとも一部を容器内へ導入する。  (もっと読む)
(もっと読む)
容器ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスの少なくとも一部分を容器の底部領域のほうへ案内する。特に、流動経路が前記底部領域の付近に終端を有しているのが有利である。引伸ばし棒を通じて、加圧状態にあるガスの少なくとも一部分を容器内へ導入する。  (もっと読む)
(もっと読む)
工作物ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスを引伸ばし棒を通じて容器内へ導入させる。圧力室から供給した圧縮ガスを引伸ばし棒の棒内部空間内へ側方から導入する。引伸ばし棒は、ブロー成形型側の引伸ばし棒丸形先端部とブロー成形型とは逆の側の引伸ばし棒端部との間に、引伸ばし棒の棒内部空間に開口して加圧状態のガスを供給する少なくとも1つの貫通穴を有している。  (もっと読む)
(もっと読む)
容器予備成形物の連続生成
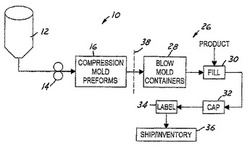
吹込成形容器用の予備成形物を生成する方法は、溶融相重合によりポリエステルポリマーを生成するステップ、および予備成形物を圧縮成形する前にポリエステルポリマーを固化することなく、ポリエステルポリマーの予備成形物を圧縮成形するステップを含む。このプロセスは、ポリマーをペレットの形態に固化するステップ、そのペレットを予備成形物製造業者へ発送するステップ、およびついでそのポリマーを再溶融するステップから成る従来の中間ステップを不要にする利点を有する。さらに、予備成形物が溶融相ポリマーから直接生成されるために、そのポリマーは、0.65以下の低い固有粘度数を有することができ、これは低圧、低温用途用の吹込成形容器に特に有用である。 (もっと読む)
ポリエチレンテレフタレートプリフォームの製造のための方法および装置
本発明は、ポリエチレンテレフタレートプリフォームの製造のための方法および装置に関する。本発明の装置は、乾燥機から出るポリマー顆粒のための供給ホッパー(3)、加熱されたスクリューコンベアのようなポリマーを加熱、運搬、および加圧するための手段(1、2)、およびポリマー成型手段を備える。本発明によれば、不活性ガスは、乾燥機、ホッパーまたはホッパーの下流に位置する場所(4、5など)に注入され、前記ガスは、少なくとも170℃の温度に、好ましくは、170℃ないし250℃の温度範囲に予備加熱される。 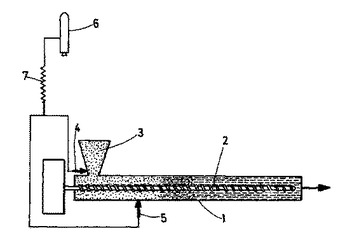 (もっと読む)
(もっと読む)
プラスチック製カップ状容器およびその一次成形品

【課題】 重量増加を招くことなく口部フランジの口当たりを改善できるプラスチック製カップ状容器を提案すること。
【解決手段】 カップ状容器1は、胴部2と、胴部2の開口縁3aから外に広がる口部フランジ4を有し、口部フランジ4は一定肉厚t(41)のフランジ本体部分41と、その外周縁部分4aに形成した肉厚Lの厚肉外周縁部分42とを備えている。フランジ本体部分41の肉厚t(41)は薄く、厚肉外周縁部分42のみが充分に厚い。口部フランジ4の肉厚を全体として厚く形成していた従来のカップ状容器に比べて、重量を低減でき、しかも口部フランジ4の口当たりを改善できる。
(もっと読む)
耐熱PETボトル用プリフォーム
【課題】大容量の耐熱PETボトルをコールドパリソン法を用いてシングルブロー成形により2軸延伸ブロー成形が可能なプリフォームの提供を目的とする。
【解決手段】ポリエチレンテレフタレート樹脂を用いた容量の大きい2軸延伸ブロー成形容器をコールドパリソン法にてシングルブロー成形する場合に供される、口栓部及び口栓部の下方に肩部を介して円筒状の胴部を備える有底筒状体からなるプリフォームにおいて、縦方向延伸倍率が1.85以上になるように口栓部下の首下長さを設定し、横方向延伸倍率が3.5以上になるように胴部外径を設定した。2リットル容量耐熱PETボトル用プリフォームの場合には上記に加えて、目付重量を67.5〜70.5gの範囲に設定し、胴部肉厚が4.0mm以上になるように形状設定した。また、必要に応じて口栓部内側に厚肉部を設け、ストレート部長さを所定の範囲に設定した。
(もっと読む)
501 - 509 / 509
[ Back to top ]