
Fターム[4F208LW21]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形品の後処理、後加工 (792) | 機械的処理 (199)
Fターム[4F208LW21]の下位に属するFターム
バリ取り(脱型後の) (22)
切断 (62)
切削、研磨 (5)
穿孔、開口 (59)
変形、形状調整(←圧縮) (42)
Fターム[4F208LW21]に分類される特許
1 - 9 / 9
圧力容器及び圧力容器の製造方法
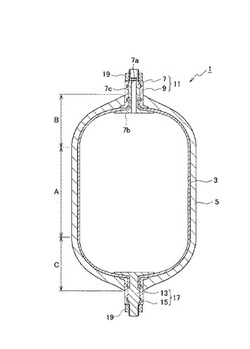
【課題】内殻の樹脂成形時でのヒケ発生による応力集中を抑制する。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周を覆うFRPからなる補強層となる外殻5と、軸方向端部に位置する口金11とを備えている。口金11は、内側口金部品7と外側口金部品9とを有し、内殻3のブロー成形時に、内側口金部品7を一体成形する。内側口金部品7は、小径部7c1と大径部7c2とを備える一方、内殻3は円筒形状の首部3aを備えている。首部3aは小径部7c1の外周部に位置し、首部3aの軸方向端部3a2は、大径部7c2の端面7eに当接している。
(もっと読む)
背負動力噴霧機

【課題】背負枠を手で容易に持ち上げることを可能とすると共に容易にひっくり返すことも可能とする。
【解決手段】作業者の背に当てられる背当て部6と、この背当て部6の下部から後方に延びる台座部7と、この台座部7より上側に位置し薬剤を貯留する薬剤タンク1と、が一体に成形された背負枠5を有する背負動力噴霧機100であって、台座部7の底面に、把手用の凹部9を備える構成とし、この把手用の凹部9を手で持つことによって、背負枠5を手で容易に持ち上げれるようにすると共に容易にひっくり返せるようにもする。
(もっと読む)
ブロー成形用金型及びブロー成形方法
【課題】バリを確実に分離することができる新規なブロー成形用金型及びブロー成形方法を提供する。
【解決手段】一方及び他方のキャビティ面3e,4eの形成位置から離間した位置であって、一方の金型3又は該一方の金型3及び他方の金型4に形成され、型締めした際にバリとなる樹脂の一部が充填される樹脂充填空間3kと、上記樹脂充填空間3k内に充填されたバリの一部である樹脂を挟持する挟持手段6と、上記他方の金型4に配置され、上記一方及び他方の金型3,4のキャビティ面3e,4eにより成形された成形品Wを保持する保持手段7と、を備えてなり、上記保持手段7を介して上記他方の金型4側において成形品Wを保持するとともに、上記挟持手段6を介して上記一方の金型3側においてバリの一部である樹脂を挟持した状態で、該一方及び他方の金型3,4を型開きするように構成されてなるものである。
(もっと読む)
プラスチック燃料タンクに付属品を固定する方法
プラスチック燃料タンクの壁に付属品を固定する方法。この固定は、前記タンクが成形により製造されると同時にツールを用いてスナップリベット固定により行われ、付属品は、この目的のために、スナップリベット固定が貫通して行われるオリフィスを有してその固定点の少なくとも一点に提供される。本発明によれば、凹状レリーフが、このオリフィスを少なくとも部分的に取り囲み、前記レリーフは、スナップリベット固定時にツールの突出部と協働できるように好適なサイズおよび形状を有する。 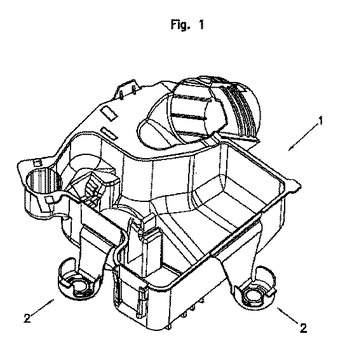 (もっと読む)
(もっと読む)
積層剥離ボトル口筒部の係止片の成形方法
【課題】 外側層の切除工程、係合フランジ成形工程において、ボトルの位置決めがずれても、不良品が発生しないようにしたボトルの成形方法を提供すること。
【解決手段】 係止片の形成方法として、積層剥離ボトルの口筒部の加工方法であって、ボトルの口筒部より上方に拡径され、円錐状に延びる突出部を有する積層剥離ボトルをブロー成形し、次いで、突出部を、一定の高さにカットし、カットされた突出部から口筒部上面の位置で外側層をカットして切り取り、次いで、残された内側層を、外方に折曲げ、口筒部上面と周面に接合させて係止片を形成するようにしたことを特徴とする。
(もっと読む)
車両用ダクトの製造方法
【課題】意図しない暖かい空気や水等を吸込むのを防止し得る吸気音の低減機能を有するダクトを経済的に製造する。
【解決手段】型開きした第1成形型20および第2成形型22の間にパリソンをセットした後、第1成形型20および第2成形型22を型閉めすると共に、パリソン内へ圧縮空気を吹き込む。パリソンが膨張して第1凹部20a、第2凹部22a、第3凹部24および第4凹部26の内面に押付けられることで、空気通路14aが形成されたダクト本体14と、ダクト本体14から外方に筒状に延出して一端部において空気通路14aに連通する筒部16および筒部16の延出端を閉塞する薄膜部18が一体に成形される。そして、薄膜部18を内側に押込むことで、薄膜部18がダクト本体14に近接する吸気ダクトが得られる。
(もっと読む)
折り畳みパネルの製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂をブロー成形することにより製造される表皮つき折り畳みパネルの使用時にヒンジ部を折り曲げると表皮よりも該ヒンジ部の樹脂ヒンジの方が剛性が高いので樹脂ヒンジ近傍が折り曲げ回転の中心となり易く、そのため該表皮は該折り曲げ回転の中心から若干離れるため、曲げられるたびに該表皮は伸縮を強いられ、結果として該ヒンジ部の位置の該表皮の色合いや風合いが変化して外観品質を損なうという点である。
【解決手段】
折り畳みパネルのヒンジとなる予定の個所に紐状体を装着した表皮を分割金型内にセットし、次いでブロー成形後、該紐状体を該表皮から分離させると共に樹脂膜も一緒に該折り畳みパネルから除くか、または該樹脂膜を破断させることでヒンジ部にスリットを形成することにより前記課題を解決した。
(もっと読む)
樹脂一体成形体の製造方法
【課題】発泡部位を有している樹脂の一体成形体であり、しかも、容器胴部のような部分が選択的に発泡されて発泡領域となっており、且つ容器口部のような強度や寸法安定性などの特性が要求される部位が選択的に発泡されていない非発泡領域となっている樹脂一体成形体を製造する方法を提供する。
【解決手段】熱可塑性樹脂の一体成形体を成形し、次いで一体成形体にガスを含浸せしめ、得られたガス含浸成形体を、部分的に選択的に加熱することにより、含浸されたガスによっての気泡の生成による発泡を選択的に行い、発泡領域と非発泡領域とを有する樹脂一体成形体を製造する。
(もっと読む)
薄肉成形品の製造方法
【課題】 樹脂成形品となる非晶性樹脂層とガイドとして非晶性樹脂層と同時成形される結晶性樹脂層とを一体に多層として成形することにより、多層構造の少なくとも1層を分離する方法によって、平均肉厚が500μm以下の薄肉成形品を得ることができる技術を提供する。
【解決手段】 複数の異なる溶融状態の熱可塑性樹脂を多層構造で押し出し、金型に密着させて所望の形状に形成した後、多層構造の1層を分離することにより得られる薄肉成形品の製造法である。薄肉成形品は、胴部および胴部の一端の開口部を閉じるキャップからなる。胴部内には内容物が内装されている。開口部にはキャップが接合される。胴部の平均肉厚は500μm以下である。
(もっと読む)
1 - 9 / 9
[ Back to top ]