
Fターム[4F208LW25]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形品の後処理、後加工 (792) | 機械的処理 (199) | 穿孔、開口 (59)
Fターム[4F208LW25]に分類される特許
1 - 20 / 59
ダクトの製造方法
【課題】
解決すべき課題は、ブロー成形用金型の型抜き上の制約から、ダクトのセンターベンチ部とサイドベンチ部を一体には形成困難な複雑な形状の場合には、ダクトのセンターベンチ部とサイドベンチ部を一体に形成する方法ではブロー成形できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成されるダクトの製造方法であって、サイドベンチ部のセンターベンチ差込み部を深絞り成形し、更にその深絞り成形にスライド機構によるスライドを適用することにより前記課題を解決した。
(もっと読む)
積層ブロー成形容器及び吸気孔の形成方法

【課題】 本発明の課題は、デラミボトルに関し、第1にポンチカッターの刃先による刃痕を内層に残すことなく吸気孔を形成する方法を創出すること、第2に吸気孔の開口周縁部近傍で外層と内層の剥離がスムーズに、また確実に進行可能な吸気孔の形状を創出することにある。
【解決手段】 吸気孔の形成方法において、ポンチカッターは先端部に筒状刃を有し、この筒状刃の内周面に筒状刃の外層からの後退時に、外層からの抜け防止機能を発揮する係止部を配設したものを使用し、筒状刃を刃先が外層の内表面の直近位置になるまで圧入前進させ、外層を完全に切抜くことなく先端に未切抜き部を周状に残存させた状態とし、次に、筒状刃の後退に伴って係止部の抜け防止機能により、筒状刃内に残留する、未切抜き部を残して切抜かれた切抜き片を後退させ、この後退により未切抜き部を破断して切抜き片を完全に切抜かれた状態とする。
(もっと読む)
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
把手用の孔部を備えた合成樹脂製容器
【課題】容器本体の中央近傍に把手用の孔部を備えた合成樹脂製容器において、孔部の周囲に形成される環状のピンチオフ部を補強し、ウォーターハンマー現象による衝撃によっても環状のピンチオフ部の破断を防止できる把手用の孔部を備えた合成樹脂製容器を創出する。
【解決手段】口筒部2、筒状の胴部4及び底部を有する容器本体1が、ブロー成形法により形成される有底筒状の合成樹脂製容器であって、胴部4の中央近傍の位置に胴部4を形成する一対の正面壁4Aと背面壁4Bとの間を貫通する孔部7が設けられ、孔部7を形成する孔部壁面7Aに、ピンチオフ部8Bが環状に形成されており、少なくとも容器本体1の内部側で且つ環状のピンチオフ部8Bの底部側の位置に厚肉部9aが形成された構成とする。
(もっと読む)
樹脂中空成形体の製造方法
【課題】
解決しようとする課題は、樹脂中空成形体にインナーリブを適用すると分割金型を製造する費用が増大して生産コストが高くなり、安価な樹脂中空成形体を提供する事ができないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成され、対向する一方の壁と他方の壁を有し、前記一方の壁に直角な垂直壁4と垂直壁4’が形成された中空体に、前記一方の壁の外表面に荷重を加える事により前記垂直壁4と垂直壁4’とを接触させる事により前記課題を解決した。
(もっと読む)
ブロー成形容器
【課題】 本発明はデラミボトルにおいて、底シール部を利用して通気孔を開設すると共に、内層により形成される内袋の底部の上方への引き上がりを防止するための底シール部の構成を創出することを技術的課題とするものである。
【解決手段】 外殻を形成する外層と、外層と剥離自在に積層され、減容変形自在な内袋を形成する内層とから形成され、底部の底面に、ブロー割り金型のピンチオフ部により筒状のパリソンを偏平に押し潰してパーティングラインに沿って、外層と内層が積層した一対のリブ片を、両内層を介して融着させて突条状に形成される底シール部を有する容器において、底シール部の左右の両端部を、一方のリブ片から他方のリブ片に圧入させて食込み部を形成し両リブ片を相互に噛合うようにさせた固定領域とし、また底シール部の中央領域に外層と内層を剥離させた通気孔を開設する構成とする。
(もっと読む)
成形品の製造方法およびこれに用いる装置
【課題】異物を精度よく判定する。
【解決手段】熱可塑性樹脂材料を貫通したブローピンから気体を注入して該樹脂材料を膨らませることで中空の樹脂部材16を成形するブロー成形工程および中空の樹脂部材16に孔をあける穿孔工程を経て得られるリアスポイラ10の製造過程では、ブロー成形工程または穿孔工程で生じた異物の有無を判定する検査工程が行われる。検査工程では、樹脂部材16を揺動することで、該樹脂部材16の内部で転がるブロー成形工程または穿孔工程で生じた異物の振動を振動測定手段44によって測定し、振動測定手段44で測定した測定振動データと予め設定された基準振動データとの照合により異物の有無の判定を行う。
(もっと読む)
小容量ボトルの製造方法及び小容量ボトル
【課題】指輪として携帯することができる小容量ボトルを提供する
【解決手段】金型31は、内容物を収容するためのリング状の収容部形成部32の内側周辺をパリソンを押し潰すコンプレッションゾーン形成部33とし、リング状の収容部32は、口形成部35と直接連通している。また、コンプレッションゾーン形成部23の外周には食い切り刃が形成され、コンプレッションゾーン形成部33によって押し潰された部分がそのまま切り取られた状態の成形品を製造することができる。この金型31では、コンプレッションゾーン形成部33の全体が食い切り部34となっている。この金型31を用いてダイレクトブロー成形を実施することにより、口部45と直接連通するリング状の収容部42の内側が貫通孔44となり、指輪の様な形状の小容量ボトル41が製造される。
(もっと読む)
ブロー成形品およびその製造方法
【課題】穴部周辺の壁面の平滑度を良好に保つブロー成形品およびその製造方法を提供する。
【解決手段】ブロー成形品である衝撃吸収体10は、凸部31を有する平面部20と、ブロー成形後の型内で刃付工具により、凸部31上の略中央に開けられる凸部31より小さな穴部30とを備える。穴部30は、凸凹がなく平滑な平面部20上に設けられ、平面部20から凸形状となるように設けられた凸部31を有する。穴部30には、凸部31上に凸部31の外周より小さい透孔32が設けられる。衝撃吸収体10は、樹脂をブロー成形して製造される。樹脂としては、例えばオレフィン系の樹脂が用いられる。
(もっと読む)
背負動力噴霧機
【課題】背負枠を手で容易に持ち上げることを可能とすると共に容易にひっくり返すことも可能とする。
【解決手段】作業者の背に当てられる背当て部6と、この背当て部6の下部から後方に延びる台座部7と、この台座部7より上側に位置し薬剤を貯留する薬剤タンク1と、が一体に成形された背負枠5を有する背負動力噴霧機100であって、台座部7の底面に、把手用の凹部9を備える構成とし、この把手用の凹部9を手で持つことによって、背負枠5を手で容易に持ち上げれるようにすると共に容易にひっくり返せるようにもする。
(もっと読む)
コネクタパイプを有するブロー成形中空体及びその製造方法
【課題】 コネクタパイプをホースへブロー成形により一体的的に成形する場合に、コネクタパイプとホースとの間の接続強度及び/又は気密性を向上させる技術を提供する。
【解決手段】 ホース1の外周を略リング状に取り囲む溶着座面補強部材2をホース1にブロー成形技術によりインサート成形させ、溶着座面補強部材2は通常平坦である溶着座面部3が設けられており、溶着座面部3にコネクタパイプ5の一端を溶着させる。溶着座面部3及びホース1には貫通穴が形成されており、該貫通穴を介してコネクタパイプ5はホース1と連通している。
(もっと読む)
中空成形体の製造方法、中空成形体の製造装置、レゾネータ、及びホイール装置
【課題】タイヤの空気室に配置して共鳴による騒音を低減する中空成形体であるレゾネータの消音特性を向上するとともに製造コストを低減する。
【解決手段】レゾネータ12をブロー成形により形成する。レゾネータ12は、内部に副気室32を設けた本体部31と、開口部33を設けた連通部とを備える。本体部31は、ブローピン46から供給する空気により樹脂材料57を金型44の本体部キャビティ53に押しつけて形成する。連通部34は、ブローピン46の外周部と金型44の連通部キャビティ55との間に挟んで形成する。連通部34の開口部33の断面積を容易に正確に形成でき、消音特性を向上できるとともに製造コストを低減できる。
(もっと読む)
中空パネルの製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形により形成された中空パネル内の空隙に正方形断面を有するリーンフォース・パイプを挿入するための挿入孔をあける場合、該中空パネルの内部空隙として該リーンフォース・パイプの正方形断面の辺長の1.4倍以上の大きさを確保しなければならないという点である。
【解決手段】
該中空パネルに長孔を形成し、該長孔を通して該中空パネルの内部空隙にリーンフォース・パイプを装着することにより前記課題を解決した。
(もっと読む)
中空成形品の製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するに際し、ドリルによる切りくずの発生を防止できないという点である。
【解決手段】
該熱可塑性樹脂の融点以上に加熱した棒状体の錐状部を該デッキボードに押し当て、該デッキボードを溶融、軟化させて突き破り、該デッキボードに孔を穿って形成した挿入孔を通して該デッキボード内の空隙に該リーンフォース・パイプを挿入する
ことにより前記課題を解決した。
(もっと読む)
ブロー成形品とその製造方法および分割金型
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該溶着用のボスが成形時のブローアップによって引き伸ばされ、溶着面が非常に薄肉となってその面精度が顕著に低くなるという点である。
【解決手段】
分割金型の該溶着用のボスに該当する位置内に突出させたスライドコアを、パリソンが該スライドコアに接触して後、該分割金型内に引っ込めることにより該ボスを厚肉な平面状の部分と、該平面状の部分よりも薄肉な非平面状の部分とになさしめるため、該溶着面の肉厚を厚肉に保って、面精度の低下を引き起こすことなく、熱板溶着に対しても必要十分な面精度を保持させることにより前記課題を解決した。
(もっと読む)
ブロー成形品の開口部形成方法
【課題】開口部を容易に形成し、開口部の形状が正確に形成することができるブロー成形品の開口部形成方法を提供する。
【解決手段】開口部10をブロー成形金型20内で形成するブロー成形品の開口部形成方法において、ブロー成形金型20は、キャビティー25の内外にスライド可能で開口部面に対して回転可能に円筒状の回転刃30を設け、回転刃の先端部33の一部に先端部から突出する突出部34を形成し、回転刃30の先端部33を若干キャビティー25内に張出して位置させて、ブロー成形を行い、パリソンの少なくとも表面が固化した後、回転刃30を、キャビティー25内から外側にスライドさせ、次に、回転刃30を回転させつつ突出部34がブロー成形品の外壁を切断して開口部10を形成するブロー成形品の開口部形成方法である。
(もっと読む)
成形体及び製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される通気管に手作業にて孔を明けるために該通気管の外面に硬質樹脂製等の打抜き台をあてがい、市販の筒形ポンチを該通気管の内面に位置決めして後、該筒形ポンチに外力を加えて穿孔するに際して、ブロー成形の金型が規定できるのは成形物の外面だけであるという制約上、該内面に位置決め用のマークをつけることはできないという点である。
【解決手段】
該通気管の内面に円錐形状もしくは円錐台形状もしくは多角錐形状もしくは多角錐台形状のポンチ位置決め用突部を形成し、該突部に筒形ポンチの筒状刃を同心状にあてがい、該ポンチに外力を加えて該通気管を穿孔することにより前記課題を解決した。
(もっと読む)
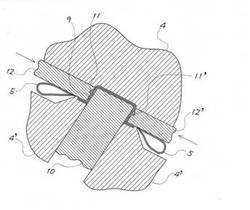
燃料タンクを製造する方法
2つのキャビティとコアとを備える型(14)を使用してパリソン(16)を成形することにより、構成要素を備えたプラスチック燃料タンクを製造する方法であって、前記方法が、コアに取り付けられたニードル又は長方形の物体(12)の周囲に構成要素(18)を取り付けるステップと、ニードル又は長方形の物体を移動させ、パリソンを変形させて、それへの開口部を穿孔するステップであって、ニードル又は長方形の物体が、開口部内に構成要素を位置決めするように、ニードル又は長方形の物体を有する構成要素を支持するステップと、ニードル/長方形の物体を引き抜いて、開口部に打ち込まれた構成要素から離すステップとを含む方法。 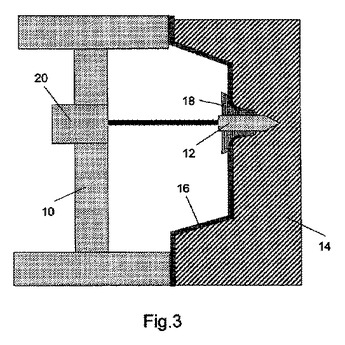 (もっと読む)
(もっと読む)
座部材付き中空成形品およびその製造方法
【課題】熱可塑性樹脂の中空成形体に座部材を一体に固着した座部材付き中空成形品であっても、中空成形体に一体に固着された座部材の表面が露出した座部材付き中空成形品およびそれを容易に得ることができる製造方法を提供する。
【解決手段】熱可塑性樹脂の中空成形体に座部材3を一体に固着した座部材付き中空成形品である。中空成形品に一体に固着された座部材3は、その外周部分が中空成形品に固着されているとともに、座部材3はその少なくとも一面の外周部を除いた部分の面が露出している。座部材3は金属製の平ワッシャである。1は一方の金型、2は他方の金型、6はパリソン、7は押出ヘッドである。
(もっと読む)
1 - 20 / 59
[ Back to top ]