
Fターム[4F208MG24]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (949) | 製造方法 (258) | 圧縮成形 (11)
Fターム[4F208MG24]に分類される特許
1 - 11 / 11
車両用アンダーカバー及びその製造方法
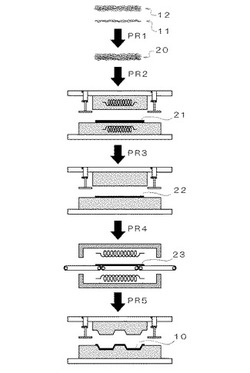
【課題】吸音性、耐チッピング性及び耐水性、の各特性を高度に並立できる車両用アンダーカバー及びその製造方法を提供する。
【解決手段】車両用アンダーカバーの製造方法において、ガラス繊維と第1樹脂(PP)とが含まれた不織布素材が2層以上積層されてなり、各不織布素材のガラス繊維の配向方向が互いに交差するように積層された基材層用不織布11、及び、第2繊維(PET)と、第2樹脂より融点が低い第3樹脂繊維(PP)と、が含まれた表面層用不織布12、を積層して積層体20を形成する積層体形成工程PR1と、第1樹脂及び第3樹脂の融点より高く、且つ、第2樹脂の融点より低い温度で熱盤プレスする工程PR2と、積層体21をシート状に冷間プレスする工程PR3と、積層体22を加熱する工程PR4と、積層体23を製品形状に冷間プレスする工程PR5と、を備える。
(もっと読む)
紙製密封容器の成形装置

【課題】バリア性、耐水性、レトルト耐性等の機能に優れた紙製密封容器の成形装置を提供すること。
【解決手段】紙箱に樹脂フィルムを積層接着する紙製密封容器の成形装置であって、紙箱の内側面のほうに配置される雄型と、雄型の紙箱内側面との接触面に配設され、雄型と紙箱内側面の間の空気を吸引する雄型中央吸引部と、雄型の紙箱のフランジ周囲を取り囲む部分に配設され、加熱軟化された樹脂フィルムと紙箱外側面の間の空気を吸引する雄型周囲吸引部と、雄型を加熱する加熱手段と、紙箱の外側面のほうに配置され紙箱を収容する凹部を有する雌型と、雌型の凹部の内部に圧縮空気を供給可能な圧空射出部と、雌型の凹部の開口部付近に配設され、凹部の開口部付近と奥部の間を往復運動可能で、樹脂フィルムを紙箱の底部外側面に接着させる底部押さえアシストとを具備することを特徴とする紙製密封容器の成形装置。
(もっと読む)
二軸延伸スチレン系樹脂シートおよびその成形体
【課題】透明性が格段に改善され、かつゴム含有量が少なくても耐衝撃性の高い二軸延伸スチレン系樹脂シートとその製造方法を提供する。
【解決手段】スチレン系単量体と(メタ)アクリル系単量体とが共重合したスチレン系樹脂と、ゴム成分にスチレン系単量体と(メタ)アクリル系単量体とがグラフト重合したゴム含有スチレン系樹脂とを前者/後者=98/2〜40/60(重量比)の割合で含み、ゴム含有スチレン系樹脂はサラミ構造の形態でゴム成分を含有し、スチレン系樹脂及びゴム含有スチレン系樹脂全体に対してゴム成分の含有量は0.1〜3重量%程度と少ないスチレン系樹脂組成物を比較的低温で延伸して、二軸延伸スチレン系樹脂シートを得る。
(もっと読む)
機能性樹脂成形体の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる機能性樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなる多孔質層2を有し、多孔質層のセル20内に機能性材料を分散させた機能性材料分散シート1を作製するシート作製工程と、得られた機能性材料分散シート1を加熱圧縮することにより、セル20の容積を減少させて、多孔質層が薄肉化された圧縮層を有する加工体を作製する加熱圧縮工程とを有する機能性樹脂成形体の製造方法。
(もっと読む)
立体模様を有するチューブ容器の製造方法
【課題】簡易な設備を用い、加熱や吸引とは異なる操作で、均質な立体模様を短時間で付すことが可能で、安価に製造可能であると共に、CO2削減やエコロジー、省資源化に資する立体模様を有するチューブ容器の製造方法を提供する。
【解決手段】まず、半製品1をマンドレル2外側に装着し、次に、マンドレルの排気通路5を圧空成型機7の排気部8に気密に接続して、当該マンドレルを圧空成型機にセットし、次に、圧空成型機のガス導入部7bから加圧ガスを導入して、加圧ガスで半製品を転写用立体模様に圧着させると共に、半製品の内周面と凹状溝3との間の空気を、排気通路を介して排気部から自然排気させ、その後、マンドレルから立体模様が付されたチューブ容器を取り外すようにした。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を貼付した積層成形品の成形方法並びに成形装置において、表皮の後貼り加工方式により、表皮の表面風合、ソフト感を良好に維持できるとともに、設備の簡素化及び接着剤廃止により、コストダウンを図る。
【解決手段】第1ステージAに樹脂芯材20を成形する第1の成形金型50を配置するとともに、第2ステージBには表皮30を成形する第2の成形金型60を配置する。そして、第1の成形金型50における下型53と第2の成形金型60における上型62とを樹脂芯材20と表皮30との圧着金型に共用するとともに、第1の成形金型50における上型52の型温を下型53の型温に比べ高温に設定することで、樹脂芯材20の余熱を利用して表皮30と溶着一体化することが可能となり接着剤を廃止できる。
(もっと読む)
真空成形品の立体表面に図を被覆する方法
真空成形品の立体表面に図を被覆する方法には、1)希望の図を凹版印刷でプラスチックフィルムに印刷する、2)図の印刷されたプラスチックフィルムをプラスチック板材またはプラスチックシート材と加熱加圧法で複合して、図に形成したインク層をプラスチックフィルムとプラスチック板材またはプラスチックシート材の間に積層する、3)熱成型法を利用して、図の複合されたプラスチック板材またはプラスチックシート材を希望の立体形に加工する。本発明は、1)表面に図が付いて、立体表面の有するプラスチック部品が製造することができる、2)特定の熱転写設備を使う必要がなく、離型剤を使う必要もない、3)完成品にある図の正確さが高く、変形しない、4)環境への汚染の避けることもできる。 (もっと読む)
積層成形体の成形方法
【課題】中肉部の冷却を確実に行うことで、保形性が向上し、車体などへのフィット性が向上し、音振動を低減できる積層成形体の成形方法を提供する。
【解決手段】高密度の熱可塑性樹脂シートを素材とした遮音材2と、熱成形発泡樹脂シートを素材とした吸音材3との積層体からなり、コールドプレス成形用下型4上に加熱軟化状態の吸音材3を載置し且つ吸音材3上に遮音材2を載置した後に、コールドプレス成形用上型5を下降させて、コールドプレス成形用上下型4,5間の厚肉部6、中肉部7、薄肉部8が連続したクリアランスで吸音材3を遮音材2に一体にプレス成形すると共にコールドプレス成形用上型5の壁面に沿って遮音材2を真空成形する一方、コールドプレス成形用下型4のブロー孔10から空気Aを供給し、遮音材2及び吸音材3を強制冷却する積層成形体の成形方法において、コールドプレス成形用下型4のブロー孔10は、中肉部7のみに形成されてなる。
(もっと読む)
通気性の成型容器およびその製造方法
【課題】脱落繊維のなく、離型性に優れた通気性を有する成型容器を提供する。
【解決手段】不織布Aと、フイルムまたは樹脂シートBとを接合した複合シートにおいて、温度100℃の破断伸度が50%以上であり、透気度(JIS-L-1096)が0.1〜10000秒/100cc、剥離強度が5N/25mm以上であり、該複合シートを展開比(深さ/口径)が0.1〜1.3となるように一体成型により形成された通気性の成型容器。
(もっと読む)
摩擦材の熱成形方法及び熱成形用金型
【課題】 熱成形中に発生するガスを、効率よく排出できる摩擦材の熱成形方法と、この方法に使用する摩擦材の成形金型とを提供する。
【解決手段】 貫通した中空部6aを有する枠型6と、該中空部の一方側に配置された押し型5と、他方側に配置された受け型7とを有し、押し型5と受け型7の少なくとも一方が前記枠型6の中空部6a内を摺動自在な熱成形用金型を用い、摩擦材原料を前記枠型内に投入し、該摩擦材に前記押し型と受け型とにより圧力を加え、加熱して成形する。枠型6は複数個に分割され、熱成形中に前記押し型と受け型とにより加える圧力を減圧するとともに、前記複数個に分割された枠型を離反し、該離反した枠型の隙間から熱成形中に発生したガスを排出する。
(もっと読む)
1 - 11 / 11
[ Back to top ]