
Fターム[4F208MH09]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (717) | 冷却 (13)
Fターム[4F208MH09]に分類される特許
1 - 13 / 13
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの成形装置において、熱媒体を噴射するか又は赤外線を照射する手段により、成形型に固定されている樹脂シートの賦形体の加熱と冷却の少なくとも一方を行うように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料によりなる表面層と、この層の全展開面に広がる発熱手段か、又はこの層の展開面方向の熱移動を促進する手段を有する構成のものを用いる。
(もっと読む)
箔転写射出成形方法および箔転写射出成形装置、ならびに金型

【課題】立体形状の成形品を箔転写射出成形しても、フィルムのしわや破れを回避できる箔転写射出成形方法を提供する。
【解決手段】第1金型11と第2金型12を接近させて、第2金型12に設けられた枠状の可動ブロック15を第1金型11に当接させ、第1金型11と第2金型12との間に配置されたフィルム13と、第2金型12と、可動ブロック15とで、密閉された空間を形成し、第2金型12に設けられた気体注入路18から前記密閉された空間に気体を注入して、フィルム13を第1金型11の凹部11aに沿うようにプリフォームする。
(もっと読む)
自動車用内装品の製造方法
【課題】表皮の厚みを制御可能な表皮材及び自動車用内装品を提供する。
【解決手段】
熱可塑性シート31を真空成形して所定の形状に賦形する工程を備えた自動車用内装品の製造方法において、熱可塑性シート31を昇温して可塑化し、当該可塑化した熱可塑性シート31に部分的に気体を吹き付けて部分的に性状を変化させ、その後に熱可塑性シート31を雌型成形型17に装着して真空成形を行うことを特徴とするとする自動車用内装品の製造方法とする。
(もっと読む)
キャリアテープの成形方法
【課題】
間接過熱方式により樹脂テープを加熱する方式の成形方法で、ポケット形状に応じて、連続して高精度な寸法のポケットを有し、テーピング工程、実装工程での安定搬送が可能なキャリアテープを製造する。
【解決手段】
一定幅にスリットされた樹脂テープの、部品収納用ポケット成形部分を間接加熱方式で加熱し、ポケット成形用金型で電子部品収納用のポケットを成形するキャリアテープの製造方法において、前記間接加熱熱源と樹脂テープの間のテープの両側端部に加熱エリアガイド板を設け、テープ幅方向の加熱エリアを制限することを特徴とするキャリアテープの製造方法である。間接加熱工程の熱源は、熱風ヒーター方式であることが好ましい。
(もっと読む)
インサート金属板の加飾装置
【課題】膨出形状のインサート金属板に対して、経済的に、且つ、良好に加飾できるようにする。
【解決手段】第1金型1と、第2金型2とが設けられ、第1金型1のコア凸部3と第2金型2との間にキャビティ空間Vが設けられ、第1金型1と第2金型2とは、膨出形状に成形されたインサート金属板20とインサート金属板20の膨出側の面の加飾に用いる加飾シートSとを沿わせたプレス対象材21を、キャビティ空間Vに配置して挟圧することで、インサート金属板20に加飾できるように構成してあるインサート金属板の加飾装置であって、金型温度を調整する温度調整機構Tが設けられ、コア凸部3の少なくとも一部を、第1金型1のベース部1Aと別部材で、且つ、第2金型2より熱膨張率の高い膨張性第1素材B1を用いて構成してある。
(もっと読む)
基材成形装置
【課題】支持軸体が設けられた保持装置を搬送する際に保持装置が支持軸体の軸線を中心として揺動することを規制することができる技術を提供する。
【解決手段】植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを搬送し、所定の形状に成形する基材成形装置であって、板状体Wの上方に配置されたシャフト32を有し、このシャフト32に板状体Wの上端部を保持するクランプ34が設けられたハンガー30と、シャフト32を移動させることでハンガー30を搬送するハンガー受け渡し機構と、シャフト32がシャフト32の軸線を中心として回動することを規制する第1規制部39a及び第2規制部39bとを備える。
(もっと読む)
深絞り成形用発泡シート、およびそれを用いてなる発泡容器
【課題】 酸素に対するガスバリア性及び防湿性に優れ、高倍率な深絞り成形・熱成形が可能な発泡シート、更にはそのシートを深絞り成形してなる発泡容器を提供する。
【解決手段】 少なくとも1層の酸素バリア層、少なくとも1層の防湿層、少なくとも1層の耐衝撃性補助層及びポリスチレン発泡シートが積層されてなる深絞り成形用発泡シートであって、酸素バリア層がエチレン単位及びビニルアルコール単位以外の構造単位(I)を0.1〜20モル%含む変性エチレン−ビニルアルコール共重合体を含有し、防湿層がポリプロピレンからなり、耐衝撃性補助層がハイインパクトポリスチレンからなることを特徴とする深絞り成形用発泡シートである。
(もっと読む)
圧空成型装置
【課題】成型加工性の悪い材料から容器を成型するのに好適な圧空成型装置を提供する。
【解決手段】圧空成型装置の熱板10のエアを噴射する圧空孔11として、合成樹脂シートの送り方向および送り方向に直交する方向に正格子形に並列する定格孔11aに加え、送り方向に対して傾斜する方向に隣接する定格孔11aを結ぶ対角線の各交点上に追加孔11bを新たに形成した。圧空孔11の数および密度が従来の約2倍となるため、全体的なエア噴射力が増し、シートは熱板10で軟化された状態から速やかに金型へと押し付けられる。シート軟化状態から金型押し付けまでのタイムスパンが小さいため、成型性が従来よりも良好となり、二軸延伸ポリエステルのような成型加工性の悪い材料でも良好な成型性が得られる。
(もっと読む)
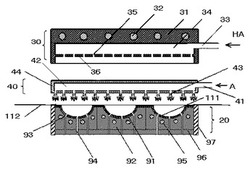
成形品の作成方法
成形熱可塑性シートの形成方法および装置が記載されている。この方法は複数の孔(26)と周縁端部(17)とを有する内側成形面(14)を有する第1の成形部分(11)を具える成形装置(1)を提供するステップを含む。成形装置(11)はさらに複数の孔(41)と第1の成形部分(11)の周縁端部(17)の少なくとも一部分に沿って配向される縦軸(44)とを有する上面(38)を具える少なくとも1のシート保持器(35)を含む。各シート保持器(35)は周縁端部(17)に対してx、yおよび/またはz軸に沿って可逆および制御可能に配置可能であり、周縁端部(17)へ向かって、および/または周縁端部から離れてその縦軸(44)周りに回転可能である。加熱熱可塑性シート(95)が形成され、第1の成形部分(11)の内側面(14)と管状のシート保持器(35)の外側面(38)に接触する(熱成形可能な温度の間)。減圧がシート保持器(35)の孔(41)を通してかけられ、これによりその上に加熱熱可塑性シート(95)の一部分を保持する。 (もっと読む)
シート類の搬送装置
【課題】加熱軟化した合成樹脂シートの端部厚さが薄くならず、端部の変形のおそれがなく、ならびにシート類のセットズレのおそれがなく、容易に金型にセットできるシート類の搬送装置を提供する。
【解決手段】下金型と昇降可能な上金型とを有する成形装置の一端部側の加熱装置と、該下金型と上金型とのあいだの空間に対して、所定の送り速度で回転しながら進入動作と後退動作が可能に制御されている搬送コンベヤと、前記成形装置の他端部側に設置されるクランプ機構とを備えており、前記搬送コンベヤに載置される加熱軟化したシート類を前記クランプ機構により前記下金型に載せ換えるシート類の搬送装置であって、前記シート類の端部に非加熱部を設けるための昇降機構を有する冷却クランプ装置が設置されているとともに、前記クランプ機構が、前記シート類の端部を吸着して保持する吸着部材と、該吸着部材を操作するアクチュエータとを具備している。
(もっと読む)
エンボスキャリアテープの製造方法及び製造装置
【課題】微細部品収納用の凹部における内側面のテーパ角及び開口周縁のR形状をコントロールして良好なテーピング及び実装を実現できるエンボスキャリアテープの製造方法及び製造装置を提供する。
【解決手段】成形パンチ25の先端部よりも大きい加熱部を有して凹部裏面7側に配置される凹部裏面加熱器13と、成形パンチ25の先端部と略同一の大きさの加熱部を有して凹部開口面6側に配置される凹部開口面加熱器12とで、基材3を挟んで加熱する。
(もっと読む)
成形装置及び成形方法
【課題】より均一な板厚の成形品を製造可能な、成形装置及び方法を提供する。
【解決手段】本発明の成形装置10は、シート材1が加圧される前に、加圧変形の開始から成形面20への密着までに要する時間に基づき定められた温度分布を、シート材1に形成する温度制御手段を有している。シート材1のうち加圧変形の開始から成形面20への密着までに要する時間が長い部分は、密着までに要する時間が短い部分に比べて、加圧変形工程の初期段階において、伸び変形の速度が小さくなるように、シート材1に温度分布を形成する。これにより、成形面20に密着した時点における加圧変形開始時点からの伸び変形量を、密着までに要する時間が短い部分と同等にする、つまり、成形後のシート材1の板厚を均一なものとすることができる。
(もっと読む)
ブリスタシートを製造する方法及び装置
ブリスタシートを製造する方法において、
a)底部フィルム、中央フィルム及び頂部フィルムをそれぞれのか粒から開始して押出す段階と、
b)前記中央フィルムを熱成形する段階と、
c)前記底部及び頂部フィルムを較正及び部分的に冷却する段階と、
d)前記底部及び頂部フィルムの各々の少なくとも一方の側面を加熱し、これらの2つの底部及び頂部フィルムを前記熱成形した中央フィルムに結合する段階と、
を包含する。  (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]