
Fターム[4F210QL14]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | テンター延伸に特有の装置、操作 (982) | 供給方法、条件 (35)
Fターム[4F210QL14]に分類される特許
21 - 35 / 35
フィルムオーバーフィード装置およびフィルム延伸機
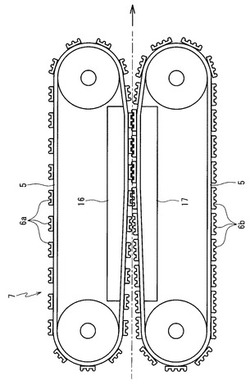
【課題】フィルム延伸機のフィルム把持形状に合わせて、フィルムをオーバーフィードできるオーバーフィード装置を提供する。
【解決手段】フィルムFの搬送面に直交する平面内を周回するようにフィルムFの表裏両側に対向して配置された環状のフィーダチェイン5に等間隔で複数保持され、前記フィルムの幅方向に延伸するように前記フィルムに向かって互い違いに突出する過給突起を備える波状把持部材6a,6bが、フィルムFの搬送方向に移動しながらフィルムFを波打たせるように挟み込み、波状把持部材6a,6bと同じ速度で周回し、波状把持部材6a,6bに対応する波形の把持形状を有するクリップ2が、波状把持部材6a,6bに把持されているフィルムFの両側端を把持する。
(もっと読む)
延伸フィルムの製造方法

【課題】歩留まりにきわめて優れた延伸フィルムの製造方法を提供すること。
【解決手段】本発明の延伸フィルムの製造方法は、フィルムを横延伸する工程を有し、該フィルムの幅方向中央部が第1の樹脂組成物で形成され、該フィルムの幅方向端部が第2の樹脂組成物で形成され、該第2の樹脂組成物のガラス転移温度(Tg2)が、該第1の樹脂組成物のガラス転移温度(Tg1)よりも高い。
(もっと読む)
ポリマーフィルムの延伸方法
【課題】フィルムの接合領域近傍に発生するボーイング現象を最小限に抑えること。
【解決手段】先行フィルム3aと後行フィルム3bとの接合領域21のフィルム搬送方向Aでの寸法を、フィルム幅の0.2%から2.2%の範囲内にする。接合後のフィルム3には延伸処理及び熱緩和処理等を施す。接合領域21の寸法をフィルム幅の0.2%以上確保することにより、先行フィルム3aと後行フィルム3bとを確実に接合することが可能である。接合領域21の寸法をフィルム幅の2.2%以下にすることにより、ボーイング現象が接合領域21以外に及ぶことが防止できる。
(もっと読む)
ポリマーフィルムの延伸方法
【課題】熱緩和後のフィルム接合領域でのシワ発生を防止する。
【解決手段】オフライン延伸装置2は、フィルム供給室4、テンタ部5、熱緩和室6、冷却室7、巻取室8を備える。フィルム供給室4は、接合部11を有する。接合部11では、先行フィルム3aの後端部と、後行フィルム3bの先端部とを重ね合わせて、ヒートシーラ装置20を用いて熱溶着により接合する。接合されたTACフィルム3は、テンタ部5で延伸され、熱緩和室6で熱緩和される。熱緩和後には、TACフィルム3は、フィルム幅方向Bに収縮する。先行フィルム3aの後端部と後行フィルム3bの先端部とを、ヒートシーラ装置20により熱溶着して接合することにより、接合領域28の収縮量と周辺領域の収縮量とを同一になり、接合領域28でのシワ発生が防止され、周辺領域におけるフィルム破れの発生が防止される。
(もっと読む)
ポリマーフィルムの接合方法、及びこれを用いたポリマーフィルムの延伸方法
【課題】オフライン延伸するときに、TACフィルム及び接合テープの破損を防止する。
【解決手段】先行フィルム3aの後端部に後端切欠き3cを、後行フィルム3bの先端部に先端切欠き3dを、それぞれ形成する。各切欠き3c,3dを、クリップ15が各切欠き3c,3d内に位置するときに、クリップ15によりTACフィルム3を把持することができないサイズで形成する。各切欠き3c,3dの隅部を、略円弧状に形成する。先行フィルム3aの後端部と、後行フィルム3bの先端部と、を接合テープ41により接合する。TACフィルム3の接合テープ41により接合された部分は、テンタ部5で延伸されることがなく、テンタ部5での延伸時に、TACフィルム3の接合部及び接合テープ41が破損することがない。
(もっと読む)
ポリマーフィルムの延伸方法
【課題】フィルム耳屑の回収工程の作業性を向上する。
【解決手段】先行フィルム3aの後端部と後行フィルム3bの先端部とをアセトンにより溶着して接合する。TACフィルム3は、テンタ部で延伸された後、耳切装置に送り出される。TACフィルム3は、耳切装置により、クリップで把持された部分である両側縁部が切り離しラインILで切り離され、切り離されたスリット状の側縁部である耳屑は、カットブロアで細かく小片にカットされる。カットされた耳屑小片は、風送装置によりクラッシャーに送られ、粉砕されてチップとなる。先行フィルム3a及び後行フィルム3bの耳屑は、アセトンにより溶着されているため、接合した状態のまま、再利用することができる。これにより、再利用時のテープ除去の手間を省くことができ、耳屑回収工程の作業性を向上することができる。
(もっと読む)
ポリマーフィルムの延伸方法及び耳屑回収装置
【課題】耳屑を再利用した場合にもTACフィルムの品質を維持する。
【解決手段】先行フィルム3aの後端部と後行フィルム3bの先端部とを両面接合テープ41及び片面接合テープ42により接合する。TACフィルム3の両側縁部を、耳切装置43のカッタ44により切断する。TACフィルム3のスリット状に切り離された側縁部としての耳屑を、カットブロア45に搬送する。カットブロア45は、TACフィルム3の耳屑を細かくカットしてカットフィルム51とする。カットフィルム51を、第1搬送管53を通ってクラッシャー52に向けて搬送する。切換制御部57は、テープ検出センサ58からテープ検出信号が入力されると、切換板56を遮蔽位置から分岐位置まで回転させる。切換板56が分岐位置まで回転すると、第1搬送管53を搬送されるカットフィルム51は、回収容器54に搬送される。
(もっと読む)
ポリマーフィルムの延伸方法
【課題】延伸時にフィルム及び接合テープが破損することがない。
【解決手段】先行フィルム3aの後端部と後行フィルム3bの先端部とを、ポリエステル基材を基材とする両面接合テープ41と、TACフィルム製造時に用いたドープ用溶媒のアセトンを用いて接合する。両面接合テープ41は、TACフィルム3と同材質の基材と、基材上に設けられる粘着層とを有するものであり、粘着層は基材の両面に塗布されている。テンタ部5でTACフィルム3を延伸する。アセトンを塗布エリアSAにスプレーにより塗布する。TACフィルム3の両側縁部を、耳切装置で切断する。TACフィルム3のスリット状に切り離された耳屑を、カットブロアで細かくカットする。カットされた耳屑小片は、風送装置によりクラッシャーに送られ、粉砕されてチップとなる。
(もっと読む)
ポリマーフィルムの延伸方法及び耳屑回収装置
【課題】フィルム耳屑の回収工程の作業性を向上する。
【解決手段】先行フィルム3aの後端部と後行フィルム3bの先端部とを両面接合テープ41及び片面接合テープ42により接合する。レーザー溶着装置43は、溶着ラインSLに沿って溶着レーザービームSBを照射する。溶着レーザービームSBが照射されると、先行フィルム3aと後行フィルム3bとが、溶着ラインSLの部分で接合される。レーザー溶着装置43は、切り抜きラインCLに沿って切り抜きレーザービームCBを照射する。切り抜きレーザービームCBが照射されると、切り抜きラインCLの内側部分の先行フィルム3a及び後行フィルム3bが切り抜かれる。切り抜かれた先行フィルム3a及び後行フィルム3bには、片面接合テープ42が貼り付けられており、再利用不能であるため、吸着装置により吸着されて回収され、廃棄される。
(もっと読む)
熱収縮性ポリエステル系フィルム、およびその製造方法
【課題】ラベルとしてPETボトル等に収縮させて被覆させた場合におけるミシン目開封性が良好であるとともに、ラベルとしてPETボトル等に被覆させる際の溶剤接着性が良好な熱収縮性ポリエステル系フィルムを提供する。
【解決手段】本発明の熱収縮性ポリエステル系フィルムは、主収縮方向と直交する方向へ引っ張った際の初期破断比率、テトラヒドロフランで表裏を接着させた際の溶剤接着強度、積層したフィルム上に1,3−ジオキソランを滴下させた際の溶剤突抜指数、95℃の温水中で10秒間処理した場合における主収縮方向の温湯熱収縮率、主収縮方向と直交する方向の引裂伝播抵抗比が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
輝度向上シート用ポリエステルフィルム
【課題】高い温度環境で使用したときにも熱たわみが発生せず、ブロッキングの問題の起こらない、輝度向上シート用ポリエステルフィルムを提供する。
【解決手段】150℃で30分間熱処理したときの縦方向の熱収縮率が0.5〜0.0%であるポリエステルフィルム、およびそのうえに設けられ平均粒径20〜400nmの微粒子を含有し屈折率が1.45〜1.50である塗布層からなる、輝度向上シート用ポリエステルフィルム。
(もっと読む)
テンタの送風装置及びポリマーフィルムの製造方法
【課題】テンタで湿潤フィルムを把持して延伸・乾燥させる際に乾燥ムラの発生を抑える。
【解決手段】テンタ47をテンタ本体100及び送風装置101から構成する。送風装置101を多数の送風ヘッド110と、送風ダクト111と、循環ダクト112と、送風ファン113と、温調機114とから構成する。送風ヘッド110に複数のノズル115を設ける。送風ヘッド110の一方の側端面に送風ダクト111を設け、他方の側端面に循環ダクト112を設ける。送風ヘッド110及び送風ダクト111を二重の断熱構造とする。循環ダクト112を介して送風ヘッド110内の空気を循環させることにより、滞留部を無くして乾燥風の温度分布をほぼ均一にする。ノズル115から吹き出した乾燥風が湿潤フィルム74の膜面に当たり、その気化熱で温度が低下しても、断熱構造によって温度低下した乾燥風の影響を受けることがなく、略均一な温度分布の乾燥風が得られる。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】収縮仕上がり性、ボトルとの密着性、ミシン目開封性の全てが優れるラベルに適した熱収縮性ポリエステル系フィルムを提供する。
【解決手段】樹脂成分Aの全ポリエステルの構成ユニットを100モル%として、エチレンテレフタレートユニットを95モル%以上含むポリエステル樹脂成分Aと、樹脂成分Bの全ポリエステルの構成ユニットを100モル%として、エチレンテレフタレートユニットを65〜93モル%およびネオペンチルテレフタレートユニットを7〜35モル%含むポリエステル樹脂成分Bとを、それぞれ別々の押出機A1およびB1に投入して溶融し、溶融状態のまま樹脂成分Aおよび樹脂成分Bをスタティックミキサに投入した後に、T−ダイから押出し、冷却して形成した未延伸シートを少なくとも一軸に延伸することにより得られる熱収縮性ポリエステル系フィルム。
(もっと読む)
ポリアミド系混合樹脂積層フィルムロールの製造方法
【課題】スムーズに歩留まり良くラミネートによる製袋加工を行うことが可能な二軸配向ポリアミド系混合樹脂積層フィルムロールを効率的に製造し得る製造方法を提供する。
【解決手段】本発明の製造方法は、ポリアミド系混合樹脂を移動冷却体面上へシート状に溶融押出し冷却することにより未延伸シートを得る溶融押出冷却工程、未延伸シートを縦横に二軸延伸する二軸延伸工程、二軸延伸フィルムをロール状に巻き取る巻取工程を含んでいる。そして、溶融押出冷却工程においては、直流高圧を印可した電極と溶融状態のポリアミド系混合樹脂積層シートとの間に、ストリーマコロナ状態のコロナ放電が行われ、溶融状態のポリアミド系混合樹脂積層シートに移動冷却体面と密着させるのに十分な電荷が付与される。そして、得られたフィルムロールの沸水収縮率や厚み方向の屈折率等の物性の変動幅が、所定の範囲になるように調整される。
(もっと読む)
アロイ化されたフィルムを製造する改善された方法、およびその方法のための装置
熱可塑性ポリマーアロイのフィルムまたはシートを形成する方法および該方法を実施するための装置であって、LLDPE中に分散されたポリプロピレンのような非相溶性のポリマー物質の密接混合物が押出ダイを通って押し出され、押出後に延伸される。出口からの上流のダイには、1つ以上のグリッドを含むグリッドチャンバーが提供され、該1つまたは複数のグリッドは、流れの主な表面に垂直な断面において少なくとも4つの近接したラメラ(303)を有し、該ラメラは流れ方向に数ミリ伸びた壁を有し、それらは間隔を置いて相互に連結され、流れの方向に垂直な断面においてそれらはネットワークを形成し、前記の間隔はそれぞれのラメラ対の間の距離よりも実質的に長く、ブレンド内のP1またはP2の分散された相の平均サイズを減少させるようにラメラの開口ツイズが選択され、1つまたは複数のグリッドはチャンバー内に位置し、ギャップは前述の出口ギャップより広く、グリッドチャンバーはさらにスクリーンとダイ出口の間にギャップ低減部分をさらに含み、混合物がそれを通って流れるギャップがダイ出口のギャップへの通路の少なくとも一部で減少される。それらは平行なラメラを有する2つのグリッドであることができ、下流のグリッドのラメラが上流のグリッドのラメラの間の中間に位置するように配置することができる。 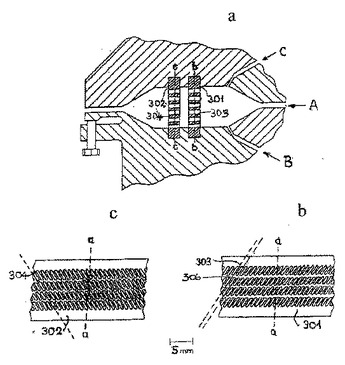 (もっと読む)
(もっと読む)
21 - 35 / 35
[ Back to top ]