
Fターム[4F211TW41]の内容
プラスチック等のライニング、接合 (31,000) | 成形品の後処理・後加工 (334) | 後段階の成形に供するもの (9)
Fターム[4F211TW41]の下位に属するFターム
型付け、エンボス (2)
Fターム[4F211TW41]に分類される特許
1 - 7 / 7
両面粘着テープ貼付け方法および両面粘着テープ貼付け装置

【課題】基板に両面粘着テープを貼付けた際に、当該両面粘着テープ片のはみ出しによる貼付け不良のあった基板を速やかに再生して再使用する。
【解決手段】基板形状に切断したセパレータ付きの両面粘着テープ片taを長尺のキャリアテープctに貼付け支持した原反テープTをナイフエッジ14に導き、原反テープTをナイフエッジ14において折り返し走行させることにより、基板形状に切断された両面粘着テープ片taをキャリアテープctから剥離し、剥離した両面粘着テープ片taを剥離速度と同調して相対移動される基板Wに貼付けてゆき、貼付け処理が終了した基板Wにおける両面粘着テープ片taの貼付けの良否を監視し、貼付け不良が検知された場合には、貼付け不良の基板Wから両面粘着テープ片taを剥離除去し、両面粘着テープ片taが剥離除去された基板Wに再度両面粘着テープ貼付け処理する。
(もっと読む)
シート体の溶着方法およびそれを用いた光学シート積層体の製造方法

【課題】シート体を複数枚重ね合わせて溶着する際に、溶融したシート体が不所望に面方向外方へ広がることを防止し、シート材料を有効に利用することができるシート体の溶着方法およびそれを用いた光学シート積層体の製造方法を提供する。
【解決手段】積層体20には、最外層のシート体である最上層のシート体5と最下層のシート体1との間に、シート体が溶融される予め定める溶融領域11とその溶融領域11よりも面方向外方に広がった拡張領域とにわたって空間7が形成される。
(もっと読む)
フィルムバリヤライナ付きの肩部/ノズルの製造方法
本方法は、可撓性のフィルムラミネートバリヤライナを製造しそれを製品チューブ容器の肩部/ノズルに挿入する自動化技術を含む。肩部/ノズルは、製造され、肩部開口がフィルムラミネートの方を向く状態に向けられる。フィルムは、ノズル穴を形成し、肩部/ノズルの肩部内に嵌合するようにフィルムラミネートを打抜き、このフィルムラミネートを肩部/ノズルに挿入するステーションに送られる。フィルムラミネートは、このステーションまたは後続のシーリングステーションで、肩部ノズルに熱接着され得る。肩部/ノズルがフィルムラミネートを形成しそれを肩部/ノズルに挿入するステーションを離れた後には、フィルムラミネートが肩部/ノズル内に適切に整合されているかどうかを判定する検出ステーションがあり得る。後続のシーリングステーションの後にも検出ステーションがあり得る。シール済みフィルムラミネートライナが付いた肩部/ノズルは、次いで、チューブ製造過程に送られる。フィルムラミネートは、重合体層、ならびにエチレンビニルアルコール共重合体類、ポリエチレンテレフタレート重合体類、ポリエチレンナフタレート重合体類およびアクリロニトリルアクリル酸メチル共重合体類を含むバリヤ層を有する。これらの肩部/ノズルを使用して製造されるチューブ容器は、歯磨き剤などの香味剤(flavorant)を含む製品に非常に有用である。 (もっと読む)
表示装置用表面保護板の製造方法、及び表示装置
【課題】プラスチックフィルムと接着層との間に浮きや剥がれを生じず、型抜きのための刃の磨耗を抑えた、厚みを薄くしつつ腰が強い表面保護板を簡易に製造することができ、さらに製造時に表面保護板の原板となる積層板が割れることもない表示装置用表面保護板の製造方法を提供する。
【解決手段】少なくとも2枚以上のプラスチックフィルムを熱硬化型樹脂及び/又は電離放射線硬化型樹脂からなる接着層を介して貼り合せて積層板を作製し、前記積層板に型抜き処理を行い、所定の形状に成形された積層板とした後、加熱及び/又は電離放射線照射する工程を行い、接着層を硬化させ表示装置用表面保護板を得る。好ましくは、前記積層板の厚みが250〜700μmであり、プラスチックフィルムの各々の厚みが50〜400μmとする。このようにして得られた表示装置用表面保護板は、液晶表示装置6の表面保護板5として好適に使用できる。
(もっと読む)
基板上に平面支持材料を積層する方法
【課題】本願発明は、少なくとも実質的に平面支持材料を基板に永続的に結合するために、基板、特に金属基板に前記平面支持材料を積層するのに適した方法を提供する。
【解決手段】本願発明は、基板に平面支持材料を永続的に結合、特に金属基板に樹脂フィルムを永続的に積層する方法において、先ず平面支持材料及び/若しくは基板に結合剤、特に接着剤が塗布され、前記支持材料が基板に永続的に結合されるように、前記支持材料と基板がお互いに結合され、特に樹脂フィルムが金属基板に積層されることにあり、少なくとも平面支持材料は、蜘蛛の巣形状の構造を有し、且つ/又は前記平面支持材料は、樹脂フィルム、織物、紙、皮等の樹脂フィルムから選択されることにある。
(もっと読む)
溶接プラスチック接合部の溶接後ネック付け
本発明は、プラスチック材料の領域相互間の接合部、特にカテーテルシャフト(3)とバルーンネック(4)の接合部の可撓性を高める方法であって、相互に重なり合う部分を溶接して接合部領域を作る工程と、引張力を接合部領域に加える工程とを有し、引張力は、接合部領域を細長くするのに十分な強度のものであり、かくして接合部領域が薄肉化される。 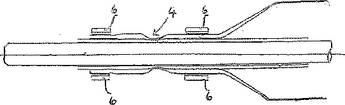 (もっと読む)
(もっと読む)
ポリオレフィン積層多孔性フィルムの製造方法およびポリオレフィン積層多孔性フィルム
【課題】
機械的強度、通気性および層間接着性に優れた、ピンホールのないポリオレフィン積層多孔性フィルムを製造する方法を提供する。
【解決手段】
2枚の樹脂フィルムを熱圧着するための一対の成形工具であって、各々の成形工具が他方の成形工具の熱圧部との間でフィルム同士を重ね合わせ、加圧して接着する熱圧部を有する成形工具を用いて、メルトインデックスが0.1g/10分以下であるポリオレフィン樹脂100重量部に対し、充填剤を80〜300重量部含むポリオレフィン樹脂組成物からなる1層以上の層からなる2枚のフィルムを前記成形工具の熱圧部間で熱圧着して積層することによりポリオレフィン積層フィルムを形成し、該ポリオレフィン積層フィルムを延伸することにより該ポリオレフィン積層フィルムに微細孔を形成して多孔性フィルムとするポリオレフィン積層多孔性フィルムの製造方法であって、前記積層の際に、前記各成形工具の熱圧部の表面温度を、ポリオレフィン樹脂の融点よりも5〜25℃高い温度に調節するポリオレフィン積層多孔性フィルムの製造方法。
(もっと読む)
1 - 7 / 7
[ Back to top ]