
Fターム[4F212AR14]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 調整制御量(制御の対象) (420) | 流量、容積 (12)
Fターム[4F212AR14]に分類される特許
1 - 12 / 12
予備発泡装置およびそれを用いた予備発泡方法
【課題】予備発泡粒子の粒子径のばらつきを小さく抑えることができる予備発泡装置およびそれを用いた予備発泡方法を提供すること。
【解決手段】発泡性樹脂粒子が投入される発泡室10と、この発泡室10内に重力に沿った方向に加熱媒体を噴出して前記発泡性樹脂粒子を予備発泡させる加熱媒体噴出部20とを備え、前記加熱媒体噴出部20は、重力に沿った方向から見た前記発泡室10内の外周領域R3への単位容積当たりの加熱媒体による供給熱量が中央領域R1への単位容積当たりの加熱媒体による供給熱量よりも多くなるよう加熱媒体を噴出する構成を有することを特徴とする予備発泡装置。
(もっと読む)
改質ポリプロピレン系樹脂の予備発泡粒子および発泡成形体の製造方法

【課題】機械特性、耐熱性、耐薬品性および成形性などに優れた高発泡倍率の改質ポリプロピレン系樹脂の予備発泡粒子およびその発泡成形体の製造方法を提供する。
【解決手段】ポリプロピレン系樹脂100重量部を、多官能性単量体を0.1〜1重量%含む芳香族系ビニル単量体40〜100重量部に由来する改質ポリプロピレン系樹脂粒子を用い、前記改質ポリプロピレン系樹脂粒子100重量部に対して発泡剤20〜50重量部を用いて含浸処理して発泡性改質ポリプロピレン系樹脂粒子を得、得られた発泡性改質ポリプロピレン系樹脂粒子を0.1〜0.2MPaの圧力の加熱水蒸気で5〜60秒間加熱することで予備発泡させて、嵩密度が0.01〜0.07g/cm3である改質ポリプロピレン系樹脂の予備発泡粒子を得ることを特徴とする予備発泡粒子の製造方法。
(もっと読む)
ポリオレフィン系樹脂発泡粒子
【課題】表面が美麗で、均一な融着性を示し、更に変形やヒケの無いポリオレフィン系樹脂型内発泡成形体を得ることができるポリオレフィン系樹脂発泡粒子の提供。
【解決手段】0.18MPa以上0.22MPa以下の所定の内圧が付与されたポリオレフィン系樹脂発泡粒子を、型内発泡成形装置に備えてなる固定型と移動型から構成される成形空間に、該成形空間容積の80%充填し、(1)予備加熱工程、(2)一方加熱工程をそれぞれ3秒以上、且つ一方加熱工程時の前記成形空間内圧力が0.01MPa(G)以上となるように行った後、ポリオレフィン系樹脂発泡粒子を取り出し、乾燥後得られる該ポリオレフィン系樹脂発泡粒子の真空嵩密度と、該ポリオレフィン系樹脂発泡粒子の嵩密度で表される一方加熱終了後の前記ポリオレフィン系樹脂発泡粒子の二次発泡力が1.00より大きく1.25より小さいポリオレフィン系樹脂発泡粒子。
(もっと読む)
吸音バッフル部材及びキャビティに吸音バッフルを適用する方法
キャビティ密封のための未硬化吸音部材(1、31)は、熱的に不活性なキャリヤー(8、38)及びこのキャリヤーに適用された熱発泡性材料(6、40)を含む。キャリヤー(8、38)は、熱発泡性材料が発泡してキャビティを密封したとき、覆われるようになる開口(3、33)を含んでいる。この吸音部材(1、31)は、音響的軽減を与えるために及びキャビティの中への流体の侵入を防止するために、自動車キャビティを密封するのに特に有用である。 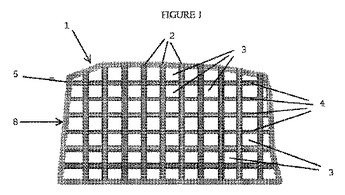 (もっと読む)
(もっと読む)
発泡樹脂複合構造体の製造方法
【課題】 軽量でありながら、水漏れが発生しない発泡樹脂複合構造体を実現する。
【解決手段】 一の面から他の面に連通した連通孔が存在し、連通孔の平均径が10〜150μmの母材1の上面に、樹脂が溶媒に溶解または分散された粘度が2000mPa・s以下の流動性材料4を配置し、減圧装置3を作動して減圧室2dを減圧する。これにより、流動性材料4が母材1の連通孔に浸透し、連通孔が閉塞されるため、軽量でありながら、水漏れが発生しない発泡樹脂複合構造体を製造することができる。
(もっと読む)
タイヤの製造方法及び製造装置
【課題】タイヤ成型ドラム(コアドラム)に貼り付けた後のゴムの収縮量を低減させるタイヤの製造方法及び製造装置を提供する。
【解決手段】コアドラムの巻き取り速度V1と、ローラダイ12の引き出し速度V2の速度差をなくすことで、コアドラムとローラダイ12間でのゴムストリップ材に対するテンションをかけないようにする。また、巻き取り速度V1と引き出し速度V2を、押出速度V3よりも速くして、口金15とローラダイ12間のゴムストリップ材にテンションをかけて伸ばすことで、口金15から押し出されたゴムストリップ材の断面積をさらに小さくする。口金15からの押出速度V3は、従来の押出速度よりも大きいことから、上記引っ張り量は、V2/V3<V2/V3’となり、本実施形態における引っ張り量及び収縮量を低減することができる。
(もっと読む)
有機繊維コードの熱処理方法
【課題】熱処理時の熱エネルギー効率を改善し、設備の小型、簡易化、及びエネルギーの有効利用を図ることができるコードの熱処理方法を提供する。
【解決手段】加熱室11内を走行する有機繊維コード10を熱風により熱処理する有機繊維コードの熱処理方法において、熱風15は有機繊維コード10の走行方向と平行に加熱室11内を流動し、その風速が該加熱室長の1/2以上において20〜100m/秒である。前記加熱室11の熱風流路の断面積(A)と、該加熱室内に熱風を供給する導入管14の断面積(B)との比A/Bが、4以下であることが好ましい。
(もっと読む)
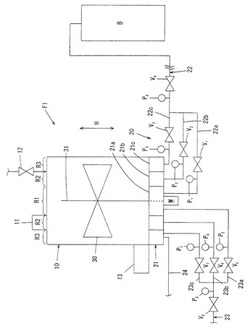
発泡樹脂成形の型内成形方法
【課題】成形時間の短縮を図り製造コストを低減し、成形品質の安定化が図れる発泡樹脂の型内成形方法を提供する。
【解決手段】成形機の蒸気配管3に減圧弁8を設置し、樹脂加熱に最適な蒸気温度となる様に発泡樹脂の軟化温度又は融点近傍の蒸気温度となる様に蒸気配管圧力を減圧して金型1a、1b内に供給して、0.3〜1.2kg/秒の範囲内で蒸気流量が供給出来る蒸気配管径及び配管本数を備え、この範囲内の水蒸気を金型内に供給する事で、加熱時間や冷却時間が20〜34%短縮する事が出来た。
(もっと読む)
ワイヤ位置検出方法及びその装置
【課題】 シート状部材を切断しながらシート状部材の幅方向両端のワイヤの位置をそれぞれ検出することにより、切断面における両端のワイヤ間の長さを正確に求めることができるワイヤ位置検出方法及びその装置を提供する。
【解決手段】 磁性体のカッター130とそのカッター130からワイヤ301の長手方向に所定距離だけ離れた位置との間の磁気抵抗をカッター130とともに移動する磁気抵抗検出器140によって検出し、ワイヤ301と接触していないカッター130がワイヤ301と接触することにより磁気抵抗が変化したときのカッター130の位置と、ワイヤ301と接触しているカッター130がワイヤ301と接触しなくなることにより磁気抵抗が変化したときのカッター130の位置に基づいてシート状部材300の幅方向両端のワイヤ301の位置をそれぞれ検出する。
(もっと読む)
発泡方法及びその装置
【課題】 カートリッジ等の容器から直接高粘度材料を供給することができる、小型、安価な高粘度材料にガスを混入させるガス混入供給装置を提供する。
【解決手段】 シリンダー27内が吸込み状態となるようにピストン25をシリンダー内で移動させる第1の吸入工程と、この工程においてシリンダー内の吸込み力を用いて、シリンダー内に高粘度材料を供給する工程と、第1の吸入工程後に、ピストンを停止させる工程と、高粘度材料の所定量導入後に、シリンダー内が再度吸込み状態となるようにピストンをシリンダー内で移動させる第2の吸入工程と、この工程において生じたシリンダー内の吸込み力を用いて、シリンダー内にガスを供給する工程と、ガス供給終了後に、ピストンをシリンダー内で移動させて、高粘度材料とガスを加圧する加圧工程と、この加圧工程後に、高粘度材料及びガスを管路に吐出する吐出工程とを備える。そして大気圧にして高粘度材料を発泡させる。
(もっと読む)
車輪用タイヤの構成要素の製造工程を制御する方法及び装置
本発明は、車輪用のタイヤの構成要素の製造工程を制御する方法に関し、配分部材(4、5)によって供給された少なくとも1つの細長要素(3)が、押圧方向(P)に沿って前記少なくとも1つの細長要素(3)に作用する少なくとも1つの押圧部材(8)によって、形成支持体(2)上に分配される。その方法は、前記押圧方向(P)に沿う前記少なくとも1つの押圧部材(8)の移動量を示す特性量の値をほぼ連続的に検出し、前記特性量の検出値をしきい値と比較し、前記特性量の検出値が前記しきい値を上回るとき警告信号を発生させるステップを含む。このような制御方法は、起こり得る付着異常の存在を、形成支持体(2)上への細長要素(3)の付着ステップから識別されることを可能にするので、連続工程を経て製造されるタイヤのさらに高い品質レベルを確保できる。  (もっと読む)
(もっと読む)
タイヤを製造するための方法および装置
ロボットアーム(38a、38b)が、加工されるタイヤ(2)を支えるドラム(15)を回転駆動し、エラストマー材料の連続細長要素を供給する送出ノズル(23)の前に好都合に動かして、タイヤの構成要素(5a、5b)を形成する。送出ノズル(23)は、少なくとも1つの選択バルブ(25)を通して、それぞれ個別の配合物を供給するよう設計された2つ以上の押出機(19、20、47)に接続される。選択バルブ(25)は、送出ノズル(23)を押出機の1つの出口に接続し、ノズルと他の押出機との間の連通を中断する。非作動中の押出機の出口は、少なくとも1つの排出管に接続され得る。それゆえ、送出ノズル(23)から製造対象を離す必要なく、タイヤの構成要素の製造に使用される配合物の種類を交換することが可能である。  (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]