
Fターム[4F212VA08]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形の区分 (2,899) | タイヤ構成部材の構造、形状 (185) | 無端材料環状部材 (80)
Fターム[4F212VA08]に分類される特許
1 - 20 / 80
タイヤの製造方法
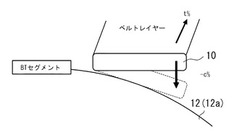
【課題】低熱収縮性のコードを用いた周方向ベルトのテンションを確保して、製品タイヤに致命的な欠陥が発生することを防止する。
【解決手段】
湾曲したBTセグメント12aを備えたBTドラム12上に、低熱収縮性のコード10aを備えたベルトレイヤー10を、テンションを付与しつつ貼り付けて周方向ベルトを形成し、その後、前記ベルトを備えた未加硫タイヤを加硫するタイヤの製造方法であって、テンションTによる前記コードの伸び量をt、前記BTセグメント12aの径差に基づく前記コードのベルト圧縮量をc、加硫時の前記ベルトレイヤーの拡張量をa及び前記ベルトレイヤーの拡張減量をb、としたとき、前記ベルトレイヤーに、t≧b+c−aで表される前記コードの伸び量tを生じるテンションTを付与する。
(もっと読む)
空気入りタイヤの製造方法及び空気入りタイヤの製造装置

【課題】重量バランスを悪化させることなく製造時間を短縮することができる空気入りタイヤの製造方法及び空気入りタイヤの製造装置を提供する。
【解決手段】2台の押出機12A,12Bから押し出された未加硫のゴムストリップ材S1,S2を回転支持体14上に供給しながら回転支持体14を回転させ、回転支持体14上にゴムストリップ材S1,S2を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造方法において、2台の押出機12A,12Bを互いに、回転支持体14の回転軸Lの周りに180°ずれた位置であって、回転支持体14の回転軸方向の同一位置に配置し、回転支持体14が180°回転する毎に2台の押出機12A,12Bと回転支持体14とを相対的に回転支持体14の回転軸方向へ移動させる。
(もっと読む)
ベルト補強層素材の形成方法および、空気入りタイヤ
【課題】製品タイヤのベルト補強層の側縁近傍でのセパレーションの発生を防止できる従来のベルト補強層素材の形成方法での、ベルト補強層に大きな肉厚領域ないしは隙間が形成されることによる、ユニフォミティの悪化および、溝底クラックやエア入りの発生その他の問題を解決する。
【解決手段】成型巻芯1上の側縁対応位置Eの一方側と、形成されるベルト補強層素材の幅方向の中央部となる位置との間を巻始端位置Sとし、該巻始端位置Sから、リボン状ストリップ2を、前記幅方向に対し、鋭角側の角度αで傾斜させた姿勢で、前記一方側の側縁対応位置Eに向けて巻き始めるとともに、該一方側の側縁対応位置Eに達したところで、リボン状ストリップ2を、前記幅方向に直交する向きに成型巻芯1の周りに巻回し、しかる後、リボン状ストリップ2を、前記幅方向に対し、前記角度αよりも大きい鋭角側の角度βで逆向きに傾斜させた姿勢で、他方側の側縁対応位置に向けて巻回する。
(もっと読む)
空気入りタイヤの製造方法
【課題】乗り心地を維持しつつ、高速耐久性能及び耐ノイズ性能を向上しうる。
【解決手段】空気入りタイヤ1の製造方法である。この製造方法は、ショルダー帯状プライ11Pを巻回してショルダーバンド層11を形成する工程と、センター帯状プライ12Pを巻回してセンターバンド層12を形成する工程とを含む。そして、ショルダーバンド層11のエンズEs(本/5cm)とショルダーバンドコード11cの1.5%伸張時の荷重Ls(N)との積、及びセンターバンド層12のエンズEc(本/5cm)とセンターバンドコード12cの1.5%伸張時の荷重Lc(N)との積を、所定の範囲に限定する。
(もっと読む)
空気入りタイヤの製造方法、及びそれによって形成された空気入りタイヤ
【課題】剛性中子を用いた製造方法において、高速耐久性能を向上させる空気入りタイヤの製造方法、及びそれによって形成された空気入りタイヤを提供する。
【解決手段】剛性中子20上にタイヤ構成部材を順次貼り付けることにより生タイヤを形成する生タイヤ形成工程を具え、生タイヤ形成工程は、バンドコード、又はバンドコードをトッピングゴムで被覆した小巾帯状のストリップからなるバンド形成部材15を、剛性中子20上で螺旋状に巻き付けることによりバンドプライ9Aを形成するバンドプライ9A形成ステップを含む。バンドプライ9A形成ステップでは、バンド形成部材15を、100℃以上に加熱しながら0.5%以上伸張させた状態にて螺旋状に巻き付ける。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】生産性の低下やユニフォミティの悪化を抑えるとともに、皮被り状態になることを防いで通電性能を良好に発揮できる空気入りタイヤと、その空気入りタイヤの製造方法を提供する。
【解決手段】トレッドゴム10に設けた一対の導電部が、接地面からタイヤ径方向内側に延びてベース部11の外周面に到達し、キャップ部12とベース部11との間を左側に延びて、カーカス層7のトッピングゴムに接続され、その接地面上の露出箇所が、タイヤ赤道Cから左側に接地幅CWの10%以上の距離を隔てた第1の導電部13と、接地面からタイヤ径方向内側に延びてベース部11の外周面に到達し、キャップ部12とベース部11との間を右側に延びて、カーカス層7のトッピングゴムに接続され、その接地面上の露出箇所が、タイヤ赤道Cから右側に接地幅CWの10%以上の距離を隔てた第2の導電部14とで構成されている。
(もっと読む)
空気入りタイヤの製造方法、及び空気入りタイヤ
【課題】軽量化と耐カット性とを両立させた空気入りタイヤを高精度かつ高品質で形成する。
【解決手段】サイドウォールゴムとカーカスとの間に配されるサイド保護層を具える空気入りタイヤの製造方法であって、剛性中子上にタイヤ構成部材を順次貼り付けて生タイヤを形成する生タイヤ形成工程と、生タイヤを前記剛性中子ごと加硫金型内に投入して加硫成形する加硫工程とを具える。生タイヤ形成工程は、縦糸と横糸とを織合わせた網状織物がトッピングゴムによって被覆された巾狭帯状の網状織物テープを、剛性中子上で、渦巻き状に巻回することによりサイド保護層を形成するサイド保護層形成行程を含む。
(もっと読む)
ケーブルビードの製造方法とその装置
【課題】巻き付け性の良好なケーブルビードを容易にかつ効率よく製造する方法とその装置とを提供する。
【解決手段】円環状のコア3をコア回転手段に搭載するとともに、リール旋回手段20により、ワイヤーが巻き付けられたリール2をコア3における一方の側と他方の側において交互に把持しながらコア3の内外を一方向に旋回動作させ、コア3をリール2の旋回動作に連動して周方向に回転させることにより、ワイヤーをコア3の外周に螺旋状に巻き付けるようにした。
(もっと読む)
空気入りタイヤおよびそれの製造方法
【課題】リボン状ゴムストップの巻回積層構造体になる、トップトレッドとサイドトレッドとの間への剥離故障の発生を有効に防止する。
【解決手段】タイヤの幅方向断面内で、トレッド31の中央部分に位置するトップトレッド32と、トップトレッド32の両側部に連続するサイドトレッド33とを具え、トップトレッド32とサイドトレッド33との両者をともに、リボン状ゴムストリップの巻回積層構造体にて構成してなるものであって、タイヤ幅方向断面内でのトップトレッド32とサイドトレッド33との、タイヤの幅方向に隣接する連続境界面34の、サイドトレッド外表面とのなす角度Aを90°未満としてなる。
(もっと読む)
カーカスバンドの嵌合装置
【課題】グリーンタイヤの成型時に、カーカスバンドを、成型ドラム等の外周側に嵌め合わせるに当り、カーカスバンド端部分への局所的な歪の発生のおそれを確実に取り除いて、製品タイヤの品質の低下を有効に防止することのできるカーカスバンドの嵌合装置を提供する。
【解決手段】円筒状に成型したカーカスバンド10を拡径変形姿勢で、成型ドラムの軸線方向の一方側から嵌め合わせて、該カーカスバンド10を、成型ドラムの外周側に直接的もしくは間接的に嵌め合せるためのカーカスバンドの嵌合装置1であって、円筒状のカーカスバンド10を内周側から拡径変形させる拡径手段2と、該拡径手段2の外周側に配設されて、成型ドラムに向けてカーカスバンド10を外周側から押圧する押圧手段3とを具え、前記拡径手段2および押圧手段3のそれぞれが、カーカスバンド10の周方向に間隔をおいて配置される、半径方向に変位可能な複数本のアーム部材4,6を有するものとする。
(もっと読む)
ビードコアの製造装置
【課題】ビードコアの巻き付けられる留め糸のほつれをなくすることができるビードコアの製造装置を提供する。
【解決手段】ビードコアを回転させながらビードコアの外周に留め糸を巻き付けることにより、ビードワイヤーの巻き始め端部および巻き終わり端部をビードコアに留め付ける糸巻き手段を備えており、糸巻き手段は、ビードコアの外周に巻き付けられた留め糸を、ビードコアに押さえ付けるための糸押さえ機構を備えていることを特徴とするビードコアの製造装置である。また、糸押さえ機構は、ブラシ状部材を備えており、前記ブラシ状部材のブラシ毛の毛先により、前記留め糸を前記ビードコアに押さえ付けるように構成されていることを特徴とするビードコアの製造装置である。
(もっと読む)
空気入りタイヤの製造方法及び空気入りタイヤ
【課題】通電性能を確保しつつ、ユニフォミティの低下を抑えた、かつ工程不良の少ない空気入りタイヤの製造方法とその空気入りタイヤを提供する。
【解決手段】非導電性ゴムで形成されたトレッドゴム10に、一端が接地面に露出し、他端がトレッドゴム10の側面10aに達する導電部13を埋設し、トレッドゴム10の両側面10aにサイドウォールゴム9の端部を載せた空気入りタイヤTの製造方法であって、非導電性ゴム21からなるゴムリボン20を、トレッドゴム10の側面10aからタイヤ径方向内側へ延びる領域に、タイヤ周方向に沿って螺旋状に巻き付けてサイドウォールゴム9を成形し、少なくとも側面10aに接する領域では、ゴムリボン20を、カーカス層7に対向する面が導電性ゴム部22で被覆された構造とし、導電性ゴム部22をタイヤ径方向内側に隣り合う導電性ゴム部22に連ねる、又は導電性ゴムからなる導電シート70に接続する。
(もっと読む)
ベルト層素材の形成方法及び、空気入りタイヤの製造方法
【課題】空気入りタイヤの走行性能を向上させるとともに、ベルト層を構成するコードの耐久性の低下のおそれを取り除くことができるベルト層素材の形成方法及び、空気入りタイヤの製造方法を提供する。
【解決手段】コードを未加硫ゴムで被覆してなるリボン状ストリップ1を、成形巻芯10の周りに複数周巻回して形成されるベルト層素材の各側縁対応位置E1、E2間で、前記リボン状ストリップ1を、成型巻芯10の周方向に対して傾斜角度α、βで延在させるとともに、各側縁対応位置E1、E2で、リボン状ストリップ1をジグザグ状に延在させるベルト層素材の形成方法であって、リボン状ストリップ1の屈曲部位に、成型巻芯の周方向に延びる周方向延在部分4を介在させるとともに、リボン状ストリップ1の、前記側縁対応位置の一方E1から、他方の側縁対応位置E2を経て戻るまでの巻回ピッチPを、成型巻芯の一周当り二ピッチ以上とする。
(もっと読む)
タイヤの製造方法及び製造装置
【課題】オンラインで使用することができ、安定した品質が得られ、作業効率に優れるローカバーのトレッドジョイント圧着方法を用いたタイヤの製造方法および製造装置を提供する。
【解決手段】製造ラインの搬送コンベアから横置き状態で送られてくるローカバーを圧着エリアに搬入するための搬入工程と、ローカバーのセンタリングを行うセンタリング工程
と、センタリングされたローカバーを回転手段により回転させて、ローカバーのトレッドのジョイント部を検出するジョイント検出工程と、ジョイント部を所定位置に固定して位置決めを行うジョイント部位置決め工程と、所定位置において押えローラによりジョイント部を押さえて圧着する圧着工程とを備えているタイヤ製造方法および前記製造方法に用いるタイヤ製造装置。
(もっと読む)
プレキュアトレッドへの接着剤の塗布方法及びプレキュアトレッド用塗布装置
【課題】円環状に形成されたプレキュアトレッドの内面に接着剤を効率よくかつ均一に塗布することができる方法とその装置を提供する。
【解決手段】コンベヤベルト31上に搭載されて搬送されるプレキュアトレッド20を、把持手段11により外周面20a側から把持して円形に保持した後、プレキュアトレッド20を把持した把持手段11を上昇させて、プレキュアトレッド20をコンベヤベルト31から持ち上げるとともに、この持ち上げられたプレキュアトレッド20の中心に設けられた接着剤噴霧装置(ベルガン)12aから接着剤を噴霧してプレキュアトレッド20の内周面20bに塗布するようにした。
(もっと読む)
ビード部材の製造装置及び製造方法
【課題】ビードコアにゴム成形体を簡単に配置して、ビード部材の製造にかかる時間を短縮する。
【解決手段】押出機10は、ゴムGを開口部21から押し出してゴム成形体を成形する口金20と、口金20の開口部21に設けられた空所形成部材30とを有する。押出機10は、開口部21からゴムGを押し出しつつ、空所形成部材30により、ゴムGにビードコアがはめ込まれる空所を形成し、空所が形成されたゴム成形体を成形する。ゴム成形体の空所にビードコアをはめ込み、環状のビードコアにゴム成形体を配置して、ビードコアとゴム成形体とを有するビード部材を製造する。
(もっと読む)
円環状部材成型方法及び円環状部材成型装置
【課題】厚肉の内周部分と薄肉の外周部分とを含む円環状部材であっても、所定の断面形状に正確に成型することができる円環状部材成型方法及び円環状部材成型装置を提供する。
【解決手段】厚肉の内周部分11aと薄肉の外周部分11bとを含むビードフィラー11を成型するための円環状部材成型方法であって、成型テーブル20を回転させながら、成型テーブル20上に第1の押出機30により内周部分11aと同じ断面形状の開口を有する第1の口金31を介してゴムR1を押し出して円環状とし、内周部分11aを成型する工程と、成型テーブル20を回転させながら、成型テーブル20上に第2の押出機40により外周部分11bと同じ断面形状の開口を有する第2の口金41を介してゴムR2を押し出して円環状とし、外周部分11bを成型する工程と、を備える。
(もっと読む)
空気入りタイヤ
【課題】ワイヤを巻き重ねてビードコアを構成した空気入りタイヤにおいて、ビードコアの成形精度(ビードコアの真円度)を高くして、空気入りタイヤのユニフォーミティを改善した空気入りタイヤを提供すること。
【解決手段】ビードワイヤが巻重ねられて構成されたビードコアを有する空気入りタイヤにおいて、前記ビードコアが、巻始め1層目のワイヤの自由放置時曲率半径がビードコア半径よりも大きく、かつ巻終わり最終層のワイヤの自由放置時曲率半径がビードコア半径よりも小さく、2層目以降の中間層におけるワイヤの自由放置時曲率半径が、前記巻始め1層目のワイヤの自由放置時曲率半径以下であるとともに、前記巻終わり最終層のワイヤの自由放置時曲率半径以上である空気入りタイヤ。
(もっと読む)
円筒状部材の移載装置及び移載方法、円筒状部材の加工装置及び加工方法、並びに、タイヤ成形装置及びタイヤ成形方法
【課題】薄手の円筒状部材であっても確実かつ精度良く移載作業を行うことを可能にした円筒状部材の移載装置及び移載方法、円筒状部材の加工装置及び加工方法、並びに、タイヤ成形装置及びタイヤ成形方法を提供する。
【解決手段】水平方向に延長するピン14(支持体)に掛け回された円筒状部材1を上側から吸着する複数の吸着パッド38を有すると共にピン14の軸方向及び鉛直方向に移動自在に構成されたバキューム吸着部39と、水平方向に延長するように保持されつつピン14の軸方向及び該軸方向と直交する方向及び鉛直方向に移動自在に構成された一対のメカニカルハンド44とを備え、バキューム吸着部39の吸着パッド38により吸着された円筒状部材1をバキューム吸着部39の両側にてメカニカルハンド44で支持し、吸着パッド38の吸着面に対するメカニカルハンド44の相対的な高さ位置を維持しながらメカニカルハンド44及びバキューム吸着部39を同時に鉛直方向に移動させることで円筒状部材1の移載作業を行うようにする。
(もっと読む)
タイヤの製造方法、タイヤの製造装置、及びタイヤ
【課題】樹脂材料を用いて形成されたタイヤ骨格部材の外周面に対して補強コード部材を均等な圧力で押圧しながら巻き付けるタイヤの製造方法を提供すること。
【解決手段】樹脂材料を用いて軸方向の中央部よりも端部側で外径が小さい環状のタイヤケース17を形成する骨格形成工程と、タイヤケース17の外周面17Sの中間部及び端部側へ補強コード部材26を押圧ローラ113によって押圧しながら巻き付けて外周面17S上に補強層28を形成する補強層形成工程と、を備え、補強層形成工程では、タイヤケース17の軸方向断面視における外周面17Sの方向に応じて押圧ローラ113の押圧方向を変化させることから、タイヤケース17の外周面17Sに対して補強コード部材26を均等な圧力で押圧しながら巻き付けることができる。
(もっと読む)
1 - 20 / 80
[ Back to top ]