
Fターム[4F212VL01]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 成形、処理の操作単位 (2,871) | 切断 (163)
Fターム[4F212VL01]の下位に属するFターム
刃が移動するもの (29)
被切断体が移動するもの (10)
Fターム[4F212VL01]に分類される特許
1 - 20 / 124
トレッドのカット長さ制御方法
タイヤ用プライ材料の製造装置
【課題】タイヤ用プライ材料を高精度でかつ効率よく形成する。
【解決手段】第1のロボットアームの先端に、搬入位置の切断片の第1の接続用端縁部を把持する第1の把持具を設けた第1の把持移動装置と、第2のロボットアームの先端に、第2の接続用端縁部を把持する第2の把持具を設けた第2の把持移動装置とを具える。前記第1の把持具は、第1の接続用端縁部におけるコード長さ方向一方側の端部分を把持する一方の把持手段と、他方側の端部分を把持する他方の把持手段とをコード長さ方向に沿って近離移動しうる張設手段を具える。
(もっと読む)
空気入りタイヤの製造方法

【課題】タイヤを成形する方法において接合部の均一性を高め、エアーの残留と接合部の剥離を軽減する。
【解決手段】インナーライナー2と未加硫ゴムシート3の幅方向端部を相互に50mm〜500mmずらした積層体1は、ドラム幅に対応する長さに切断し、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、タイヤ内側に配置される第1層と、カーカスプライのゴム層と接するように配置される第2層で構成され、第1層はSIBSを主体とする熱可塑性エラストマー組成物で、第2層はスチレン系熱可塑性エラストマー組成物であり、第1層および第2層の少なくともいずれかの熱可塑性エラストマー組成物は、熱可塑性エラストマー100質量部に対して、粘着付与剤を0.1〜100質量部含むか、または第2層はSIBSを、熱可塑性エラストマー成分の10〜80質量%含む空気入りタイヤの製造方法。
(もっと読む)
空気入りタイヤの製造方法
【課題】ドラムの周上の接合部での厚さの均一性を高め、エアーの残留を防止しインナーライナーおよびカーカスプライの接合部の剥離も有効に軽減した空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナーの幅方向端部と未加硫ゴムシートの幅方向端部を幅方向に相互に50mm〜500mmずらして貼り合わせて積層体を製造するアッセンブル工程と、積層体を、ドラム幅に対応する一定長さに切断して、裁断シートを製造する裁断工程と、裁断シートを、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、インナーライナーの端部と、未加硫ゴムシートの端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナーはスチレン−イソブチレン−スチレントリブロック共重合体を含む第1層と、熱可塑性エラストマーよりなる第2層の積層体で形成される。
(もっと読む)
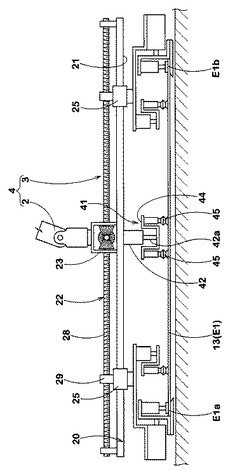
空気入りタイヤの製造方法
【課題】ドラムの周上の接合部での厚さの均一性を高め、エアーの残留を防止しインナーライナーおよびカーカスプライの接合部の剥離も有効に軽減した空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50mm〜500mmずらして貼り合わせて積層体1を製造するアッセンブル工程と、積層体1を、ドラム幅に対応する一定長さに切断して、裁断シート4を製造する裁断工程と、裁断シート4を、その裁断面がドラム5の周方向となり、かつインナーライナー2が内面側となるようにドラム全周に巻きつけて、インナーライナー2の端部と、未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は、スチレン−イソブチレン−スチレントリブロック共重合体を含む第1層と、熱可塑性エラストマーよりなる第2層の積層体で形成される。
(もっと読む)
タイヤ構成部材の成型方法及び成型装置
【課題】タイヤ構成部材の成型を精度高く行うことである。
【解決手段】
回転する成型ドラム20に帯状材料15を巻き付け、巻き付けた帯状材料15の端部同士を接合してタイヤ構成部材を成型する成型方法であって、帯状材料15をコンベアベルト30で成型ドラム20に向けて搬送する搬送工程と、コンベアベルト30を成型ドラム20に接近させて帯状材料15を成型ドラム20に巻き付ける第1の巻き付け工程と、成型ドラム20上で所定量帯状材料15を巻き付けたとき、コンベアベルト30を成型ドラム20から離隔させ、空けた領域で帯状材料15を切断する切断工程と、切断した帯状材料15を保持して成型ドラム20に移送して巻き付ける第2の巻き付け工程と、を有する。
(もっと読む)
空気入りタイヤの製造方法
【課題】エアーの残留を防止しインナーライナーおよびカーカスプライの接合部の剥離も有効に軽減する空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50mm〜500mmずらして貼り合わせて積層体を製造するアッセンブル工程と、積層体1をドラム幅に対応する一定長さに切断して裁断シートを製造する裁断工程と、裁断シートをインナーライナー2の端部と、未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は、SIBS60〜99質量%と、ショアD硬度が70以下のポリアミド系ポリマー1〜40質量部を含む熱可塑性エラストマー混合物100質量部に対して、有機化処理粘土鉱物0.1〜50質量%を含む組成物であり、厚さが0.05mm〜0.6mmの第1層と、厚さが0.01mm〜0.3mmの第2層の積層体である。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとカーカスプライなどの接合部での厚さの均一性を高め、エアーの残留を防止する空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50〜500mmずらして貼り合わるアッセンブル工程と、積層体1を、ドラム幅に対応する一定長さに切断する裁断工程と、裁断シートを、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、インナーライナーの端部と未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は有機化処理粘土鉱物0.1〜50質量%を含む熱可塑性エラストマー組成物であり、厚さが0.05〜0.6mmである第1層と、未加硫ゴムシート側に配置され熱可塑性エラストマー組成物よりなる厚さが0.01〜0.3mmである第2層の積層体である。
(もっと読む)
カーカスプライの製造装置
【課題】カーカスプライ片を精度良く安定して供給し、人手によるカーカスプライ材料の送出しが容易にできるカーカスプライの製造装置を提供する。
【解決手段】カーカスプライの製造装置は、長尺状のカーカスプライ材料Cpを切断するカッター11と、カーカスプライ材料Cpを把持して送出すチャック14、チャック14の送出しと連動してカーカスプライ材料Cpをカッター11に向けて送る駆動ローラ2およびピンチローラ3、チャック14をカッター11の方向に往復動させるエアシリンダ9、エアシリンダ9に取り付けられチャック14の往復動に合わせ往復動するラックギア4、ラックギア4に噛み合わされたピニオンギア5、ラックギア4の往動に合わせピニオンギア5を回転させるワンウエイクラッチ12、ピニオンギア5の回転を駆動ローラ2に伝達する伝達機構を備えた送出し機構とを備える。
(もっと読む)
補強部材の製造方法および製造装置
【課題】補強繊維片同士の絡み合いの問題を生ずることなく、補強繊維片が部位ごとに異なる均一な密度を有する補強部材を製造できる補強部材の製造方法および製造装置を提供する。
【解決手段】補強部材10の製造方法であって、補強繊維14を切断して複数の補強繊維片12を作製する切断工程と、ゴムシート上に補強繊維片12を散布して補強繊維片層13を形成する散布工程と、ゴムシート上に他のゴムシートを供給して重ね合わせ、これらゴムシート間に補強繊維片層13を介装させる供給工程と、これらゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行うとともに、散布工程において補強繊維片12を、上下方向にのみ開口するガイド体を介して散布するにあたり、ガイド体として、ゴムシートの幅方向に沿う幅が上端部より下端部で広くかつ、上方から下方に向かい漸増する部分を有する。
(もっと読む)
ゴム部材裁断装置及び帯状ゴム部材の製造方法
【課題】スチールコードをゴム被覆した長尺のゴム部材を、所要の角度、及び長さで切断するにあたり、その精度を高めたゴム部材裁断装置を提供する。
【解決手段】本発明のゴム部材裁断装置は、スチールコードをゴム被覆した、所定幅のゴム部材を巻回してなる巻取ロール1を、固定テーブル5の周りに揺動可能に配設し、固定テーブル5に、厚み方向に貫通するスロット5a、及び加圧空気噴出口5bを設けるとともに、固定テーブル5の下面側に、複数の電磁石4aを設けた繰出し装置4を配設し、各電磁石4aを固定テーブル上のゴム部材に対して昇降させる昇降駆動手段、及びスチールコードに吸着する磁力を付与する給電手段のそれぞれを設け、スチールコードに磁気吸着してゴム部材を上昇姿勢に保持したそれぞれの電磁石4aを、加圧空気の噴出下で、スロットの延在方向に繰出し変位させる進退駆動手段をもうけてなる。
(もっと読む)
タイヤ用ベルトの製造方法および空気入りタイヤ
【課題】エッジカバーゴム付きのコード入りゴムストリップを巻取りロールに巻き取った際に巻取りロール上で位置ずれを起こしたり内部のスチールコードに変形やくせが生じたりするのを防止して、精度の高いベルトを形成する。
【解決手段】補強コードcに未加硫ゴムを被覆してコード入りゴムシートs1を形成し、コード入りシートs1を切断してコード入りゴムシート片s2を形成し、コード入りゴムシート片s2の相互を、直線状の切断縁を側縁として帯状に接合してコード入りゴムストリップs3を形成し、未加硫ゴムqをカレンダーロール12,13によりコード入りゴムストリップs3の両側縁にそれぞれ押し出して圧着するとともに、未加硫ゴムが圧着されたコード入りゴムストリップs3が所定の幅となるよう該未加硫ゴムの余分な部分を切除してエッジカバーゴム付きストリップs4を形成する、タイヤ用ベルトの製造方法である。
(もっと読む)
ゴムシートの切断装置および生タイヤの製造方法
【課題】製造コストやランニングコストを抑えつつ、生成される切断面にコードが露出することを抑制し、ゴムシートを精度よく確実に切断する。
【解決手段】内部に長手方向に交差する交差方向に延びるコードが複数埋設された長尺状のゴムシートWを、前記交差方向に切断するゴムシートの切断装置1であって、ゴムシートWが載置される載置面11、および載置面11に形成され前記交差方向に延びる凹条部12を有する載置台13と、載置面11に対して進退可能に配設されるとともに前進移動時に凹条部12内に進入しかつ載置面11を超える切断刃14と、を備え、載置面11を挟む切断刃14の反対側には、載置面11上に載置されるゴムシートWとの間に隙間が設けられ、かつ前進端位置に位置した切断刃14が間に進入する一対の支持壁部24が配設されている。
(もっと読む)
空気入りタイヤの製造方法
【課題】 剛性中子を用いた製造方法において、ユニフォミティーをさらに向上させる。
【解決手段】 ベルトプライ形成工程は、テープ巾10〜50mmの巾狭帯状のコード入りテープを、長さ方向に対して角度θで順次切断してテープ切断片を形成する切断ステップと、前記テープ切断片を、タイヤ周方向に対して前記角度θと実質的に等しい角度で傾けながら剛性中子のタイヤ形成面上にカーカスプライを介して順次貼り付けることにより、各テープ切断片がタイヤ周方向に並列されたベルトプライを形成する貼付けステップとを具える。タイヤ周方向で隣り合うテープ切断片の側縁同士を、ベルトプライ外端では互いに突き合わせ、かつトレッド中央側では間隔を有して離間させた。
(もっと読む)
ベルトプライの形成装置
【課題】ドラム輪郭形状に沿ったベルトプライを歪みなく高精度で形成する。
【解決手段】コード入りテープのテープ切断片を、ドラム赤道面に対して角度αで傾けながらドラム外周面上に順次貼り付けることによりベルトプライを形成する装置であって、テープ切断片を供給位置Pからドラム上に供給して貼り付ける貼り付けコンベアと、ドラム支持装置とを具える。前記ドラム支持装置は、基台に立ち上げた垂直な回動軸心廻りで回動可能に支持される回動台と、この回動台にドラム軸心方向に移動可能に支持され、かつドラムをドラム軸心廻りで回転可能に支持する軸心方向移動台とを具える。前記貼り付けコンベアの供給速度V1と、ドラム回転の周速度V2と、前記軸心方向移動台のドラム軸心方向の移動速度V3とは、速度制御手段によって同調される。
(もっと読む)
ゴムストリップの切断装置および切断方法
【課題】鋭利な切断刃を用いなくても、ゴムストリップを切断することができる。
【解決手段】ストリップワインド工法により形成される帯状のゴムストリップを搬送コンベアにより搬送しながら、切断刃を用いて切断するゴムストリップの切断装置であって、切断刃を回転軸の周りに螺旋方向に設け、切断刃の刃先を非鋭利に形成し、回転軸をゴムストリップの搬送方向と直交する方向に配置し、ゴムストリップの搬送速度に合わせ、回転軸をゴムストリップの搬送方向と同方向に回転させることにより、ゴムストリップを幅方向に対して傾斜する方向に切断するように構成されていることを特徴とする。
(もっと読む)
ベルトプライの形成方法
【課題】タイヤの走行性能に影響を与えることなく、かつ周方向の剛性不均一を最小限にとどめてユニフォミティーを向上しうるベルトプライを提供する。
【解決手段】タイヤコードの配列体を埋設した巾狭帯状のコード入りテープを、長さ方向に対して角度θで順次切断することにより、平行四辺形状のテープ切断片を形成する。このテープ切断片を、切断方向と等しい移送方向に一定の移送ピッチ長さPで間欠送りする整列コンベヤ上に順次移し替えすることにより、テープ切断片を側縁間に間隔を有して整列させる。前記整列コンベヤの移送方向前端側に配されるコンベヤ部の搬送面を成形ドラムの外周面に押し付けつつ成形ドラムと同速度で前記コンベヤ部を運転することにより、コンベヤ部上のテープ切断片整列体を成形ドラムの外周面に転写して貼り付ける。
(もっと読む)
二輪自動車用空気入りタイヤ
【課題】操作性を損なうことなく、直進安定性及び乗り心地を両立させうる二輪自動車用空気入りタイヤを提供する。
【解決手段】この二輪自動車用空気入りタイヤ2は、その外面がトレッド面18をなすトレッド4と、このトレッド4の半径方向内側に位置するベルト12とを備えている。このベルト12は、並列された多数のコードとトッピングゴムとからなるプライ28を備えている。それぞれのコードは、周方向に対して傾斜して延在している。このコードの端の撚り数は、このコードの中央の撚り数よりも多い。好ましくは、この二輪自動車用空気入りタイヤ2では、上記コードの撚り数が、中央から端に向かって連続的に変化している。このコードの撚り数が、中央から端に向かって段階的に変化していてもよい。
(もっと読む)
二輪自動車用空気入りタイヤ
【課題】操作性を損なうことなく、直進性能及び旋回性能を両立させうる二輪自動車用空気入りタイヤを提供する。
【解決手段】この二輪自動車用空気入りタイヤ2は、その外面がトレッド面18をなすトレッド4と、このトレッド4の半径方向内側に位置するベルト12とを備えている。このベルト12は、並列された多数のコードとトッピングゴムとからなるプライ28を備えている。それぞれのコードは、周方向に対して傾斜して延在している。このコードの端の撚り数は、このコードの中央の撚り数よりも少ない。好ましくは、この二輪自動車用空気入りタイヤ2では、上記コードの撚り数が、中央から端に向かって連続的に変化している。このコードの撚り数が、中央から端に向かって段階的に変化していてもよい。
(もっと読む)
タイヤ成形機およびタイヤ成形方法
【課題】トッピング工程における管理コストの低減を図ることができると共に、タイヤスタティックバランスの不良の発生が抑制されたタイヤを成形することができるタイヤ成形技術を提供する。
【解決手段】ブレーカーの上面に接触する高精度ローラーと、ブレーカーの厚み変動に伴って高精度ローラーを上下に振れさせる振れ機構と、高精度ローラーの振れ量を検出するレーザー変位計と、レーザー変位計の検出信号からブレーカーの厚みを演算し、タイヤ1本分のブレーカーの長さ方向におけるブレーカーの厚み変動を求める演算手段と、ブレーカーの長さ方向における厚み変動からブレーカーの軽点を抽出する軽点抽出手段とを備えているタイヤ成形機。さらに、ブレーカーの長さ方向における厚み変動を、ブレーカーの長さ方向における重量変動に換算する換算手段と、重量変動からブレーカーの軽点を抽出する軽点抽出手段とを備えているタイヤ成形機。
(もっと読む)
1 - 20 / 124
[ Back to top ]