
Fターム[4F213AH12]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 用途物品 (1,467) | 機械要素 (185) | 伝動装置(←歯車、プーリー、チェーン、ジョイント) (145)
Fターム[4F213AH12]に分類される特許
81 - 100 / 145
コグドVベルト及びその製造方法
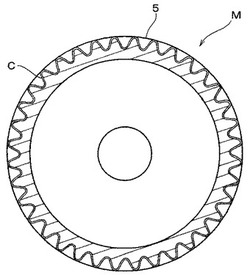
【課題】コグドVベルトのコグ表面に帆布を積層した伝動ベルトの製造方法であって、詳しくは接着性に劣るエチレン・α−オレフィンゴム製のベルトの製造工程において作業性を改善した伝動ベルトの製造方法を提供する。
【解決手段】コグドVベルト1の製造方法において、帯状の凹凸部を交互に形成したコグC形状を有するモールドMの表面に、ベルト周長方向の糸として伸縮性を有する糸を用いた筒状帆布5を被せてからエチレン・α−オレフィンゴムからなるゴムシート2を積層し、加熱加圧することによってモールドMのコグC形状に沿わせて形付けするとともに加硫を行い、次いで心体をスパイラル状に巻きつけて、背面用の未加硫ゴムシートと少なくとも1枚の上布とを巻きつけて、これを外周面より加圧加熱して広幅の加硫コグ付ベルトスリーブを形成し、このスリーブを円周方向に沿って所定幅にカットすることを特徴とする。
(もっと読む)
繊維強化樹脂製歯車の成形方法

【課題】繊維強化樹脂を構成する連続繊維の連続性を確保して歯部に繊維強化樹脂の力学特性を付与することを可能にするとともに、強化繊維として短繊維を使用した繊維強化樹脂からなる繊維強化樹脂製歯車に比べて高い強度を得ることができるようにする。
【解決手段】連続繊維が製紐されることでなる組物を複数用い、その複数の組物から環状の繊維集合体を製作する。そして、繊維集合体に熱可塑性樹脂を含浸した後に、固化させることで、外周部に繊維強化樹脂が設けられた円環状の歯車用成形体33を成形する。次に、ウォームの歯部と対応する形状に形成された歯型部49を有する工具ウォーム45を用い、歯車用成形体33の外周部33a全体をガラス転移温度以上に加熱したうえで、歯車用成形体33の外周部33aに工具ウォーム45の歯型部49を押し当てて複数の歯部17を成形する。
(もっと読む)
寿命予知可能なタイミングベルト及びその製造方法
【課題】近い将来に破断することを、ユーザが予知できるタイミングベルト、及びタイミングベルトの製造方法を供給する。
【解決手段】タイミングベルト10に埋設された異音発生部材16は、歯布14の摩耗や、クラックの発生等によりベルト表面に露出すると、プーリ歯28と接触して異音が生じる。タイミングベルト10の表面の摩耗やクラックは、近い将来においてタイミングベルト10の歯欠けや切断等の故障を引き起す。従って、タイミングベルト10からの異音を検出してユーザに報知することにより、ユーザは、何らかの原因によるタイミングベルト10の故障を予知できる。
(もっと読む)
Vリブドベルト及びその製造方法
【課題】植毛層がリブ部表面層のみならず、リブゴム内側迄入り込み、短時間走行での摩耗では植毛層が消滅せず、長時間走行後においても発音が起こらないVリブドベルトとその製造方法を提供する。
【解決手段】内周部にベルト長手方向に延在スル複数のリブ部106を有する未研磨のゴムからなるVリブドベルト1において、当接部の表面が立毛し、さらにリブ部106内部に植毛が埋没して植毛ゴム層115となり、その層厚がリブ表面から35μm〜200μmの範囲内であるVリブドベルト。
(もっと読む)
伝動ベルトの製造方法
【課題】 ベルト種が変わっても植毛層のパイルの材質を容易に変更することができ、また短時間で成形ができる伝動ベルトの製造方法を提供することを目的とする。
【解決手段】基材56上に付着させた植毛層26をゴム面に転写した植毛層付きゴムスリーブ24を、可撓性ジャケット42を装着した内型41と、内周面に型部45を刻印した外型46との間に配置し、可撓性ジャケット42を膨張させてゴムスリーブ24を外型の刻印した型部45に密着するように予備成型体21を作製し、外型46から離脱した内型の可撓性ジャケット42面に少なくとも心線を巻き付けた別のスリーブ25を作製し、上記内型41を外型46内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫してベルトスリーブを作製する。
(もっと読む)
コンベヤベルトの製造方法
【課題】複数のゴムベルトを積層してコンベヤベルトを製造する製造ラインにおいて作業員の手作業が介入することに伴う製造ラインでのロスタイムをなくせ、被検出体を備えたコンベヤベルトを効率的に製造できるコンベヤベルトの製造方法を提供する。
【解決手段】本発明のベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法は、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれか1つ以上のゴムベルトの面にゴム磁石片13(被検出体)を取り付けてロールしたゴム磁石付きサイドゴムベルトロール21(被検出体付きゴムベルトロール)を予め製造しておき、コンベヤベルトの製造ラインにおいてゴム磁石付きサイドゴムベルトロール21から繰り出したゴム磁石付きサイドゴムベルト20(被検出体付きゴムベルト)と他のゴムベルトとを積層して加硫したことを特徴とする。
(もっと読む)
伝動ベルトの製造方法
【課題】外型2に対する伝動ベルトの固着を解消して脱型の作業性を向上でき、更に既存のベルト成形装置に対して容易に導入できる伝動ベルトの製造方法を提供する。
【解決手段】(a)加硫前の圧縮ゴム層51を含む第一スリーブ60を形成し、(b)第一スリーブ60を拡径させて型付部9に押圧して、この第一スリーブ60にリブ54を形成する。(c)第二層部52bの外周面上に心線52cを巻回して、加硫前の接着ゴム層52としての第二スリーブ61を形成し、(d)第一スリーブ60の内周面に対して第二スリーブ61を押圧して積層し、この積層により形成される積層物としてのベルトスリーブ50を加硫する。(e)ベルトスリーブ50を冷却して、脱型する。上記(e)工程において、ベルトスリーブ50に対する冷却を終える前に、押圧状態を少なくとも一度解除して心線52cを熱収縮させると共に再び該押圧状態へと戻す。
(もっと読む)
伝動ベルト及び伝動ベルトの製造方法
【課題】 加工性、接着性、並びに耐磨耗性、耐久性に優れた伝動ベルト及び伝動ベルトの製造方法を提供する。
【解決手段】 歯付ベルト1は、ベルト長手方向に沿って複数の歯部2と、心線3を埋設した背部4から構成されるベルト本体を有し、前記歯部2の表面には必要に応じて歯布5が貼着されている。前記歯部2は、水素化ニトリルゴムを含有するゴム成分100質量部に対して、活性水素を含有する不飽和カルボン酸エステルを1〜50質量部配合されたゴム組成物の架橋物で構成される。前記不飽和カルボン酸エステルとして具体的には、水酸基及び/又はカルボキシル基を含有するメタクリル酸エステル及び/又はアクリル酸エステルを挙げることができる。
(もっと読む)
伝動ベルトの製造方法
【課題】ゴム接合部において接合が外れてしまうのを抑える伝動ベルトの製造方法を提供する。
【解決手段】伝動ベルトの製造方法は、未架橋ゴムシート31が周方向に接合されて形成された筒状ゴムを構成する筒状ゴム構成ステップと、筒状ゴム構成ステップで構成した筒状ゴムで円筒状成形型を被覆する成形型被覆ステップと、を備える。筒状ゴムのゴム接合部が内側から覆われるように、そのゴム接合部にマーク熱転写シート35を熱圧着する。
(もっと読む)
歯付ベルトの製造方法及び歯付ベルト
【課題】1種類のスリーブ形成用モールドを用いて、サイズ(歯数)の異なる複数種類のベルトを製造することのできる歯付ベルトの製造方法を提供すること。
【解決手段】外周面に複数の溝部を有するモールドを用いて形成された半加硫スリーブを螺旋状に切断して、両端が切り離された長尺ベルト13を形成した後、この長尺ベルト13を幅方向に密着させながら複数の歯付プーリに巻き掛け、ベルト並列体を作製する。このとき、複数の歯付プーリへの長尺ベルト13の巻き掛け長さを調節することにより、ベルト並列体の内面に配置される歯部の数を調整する。その後、ベルト並列体を加硫して長尺ベルト13を一体化することにより加硫スリーブ15を作製し、この加硫スリーブ15を所定幅で切断して、歯付ベルト1を形成する。
(もっと読む)
伝動ベルトの製造方法
【課題】 心線ダメージを抑制し、かつ高モジュラスな伝動ベルトの製造方法を提供する。
【解決手段】 可撓性ジャケット22を装着した内型円筒ドラム21に、未加硫伸張ゴムシートを巻き付けて伸張ゴム層15を配置した後、アラミド繊維と4cN/dtex荷重時の原糸中間伸度が4〜15%の繊維とをアラミド繊維の重量割合が50〜90%となるよう混撚した撚糸コード13を螺旋状にスピニングし、未加硫圧縮ゴムシートを巻き付けることにより圧縮ゴム層16を配置して未加硫ベルトスリーブ11を形成する。次いで、外型モールド26の内側に該円筒ドラムを載置固定した後、可撓性ジャケット21を膨張せしめることにより、ジャケット外周面に装着されている未加硫ベルトスリーブ11を半径方向に均一に膨張させて、未加硫ベルトスリーブを外型モールド26のV形突起に押圧し、表面に複数のV型溝を有する加硫ベルトスリーブを形成する。
(もっと読む)
伝動ベルトの製造方法
【課題】 ベルト側面を精度よくカットし、またベルトの製造工程においてスクラップ(カット屑)を少なくすることができる伝動ベルトの製造方法を提供する。
【解決手段】 圧縮ゴム層と伸張ゴム層との間に心線を介在させるように積層一体化した矩形断面のベルトをバイアスにカットする伝動ベルトの製造方法に関する。小径部の両側に大径部83aを有する少なくとも2本の軸に、前記大径部の間に前記圧縮ゴム層6を挟むようにして、前記矩形断面のベルト70を掛け渡し、前記ベルトの張り側と弛み側の少なくとも一方をプッシュロール85によって押圧するとともに、そのベルト側面をガイドロール87によって挟持し、前記ベルトに張力を付与しつつ走行させながら、カッター9を、前記プッシュロール85で押された圧縮ゴム層のカット線a上に沿ってバイアス方向に進入させ、そして該カット線a上から外れ圧縮ゴム層に触れないような復路線b上に沿って後退させる。
(もっと読む)
伝動ベルトの製造方法
【課題】可撓性ジャケットと成型体との離型性を向上させ、またベルトの成型回数が多い伝動ベルトの製造方法を提供する。
【解決手段】未加硫のゴムスリーブ24の表面層に短繊維を付着した通気性のある植毛層26を形成し、このゴムスリーブ24を、離型剤のある樹脂フィルム43を付着した可撓性ジャケット42を装着した内型41と、内周面に型部45を刻印した外型46との間に配置し、可撓性ジャケット42を膨張させてゴムスリーブ24を外型の刻印した型部45に密着するように予備成型体21を作製し、外型46から離脱した内型の上記可撓性ジャケット42面に少なくとも心線を巻き付けた別のスリーブ25を作製し、上記内型41を外型46内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫し、上記植毛層26を介して空気を型外へ抜き出し、脱型して加硫ベルトスリーブを作製する。
(もっと読む)
歯付ベルトの製造方法
【課題】歯付ベルトやコグドベルト等のゴムからなるベルトを製造する際の成形加硫方法に係わり、詳しくは、プレス盤の全面積を有効に使用することができ、周長の短いベルトの場合であっても確実に成形することができるベルトの成形加硫方法を提供する。
【解決手段】円筒状のベルトスリーブの一部を少なくとも上下プレス盤100にて挟み込み、加熱加圧することによって成形加硫をおこない、加熱加圧する位置を順次移動させて最終的にベルトスリーブ全周を成形・加硫する工程を含むベルトの加硫方法において、プレス金型への冷却なしで歯付ベルトを成形加硫することを特徴とする。
(もっと読む)
伝動ベルトの製造方法
【課題】 短繊維とコムシートとの接着力を向上させ、そして高い植毛密度を維持して、ベルト走行時の騒音を抑制した伝動ベルトの製造方法を提供する。
【解決手段】未加硫ゴムシート22の表面に植毛層26を形成し、植毛層26を未加硫ゴムシート22に押圧して植毛層付きゴムシートを作製し、上記植毛層付きゴムシート22からなる円筒状ゴムスリーブ24を、可撓性ジャケット42を装着した内型41と、内周面にリブ型の型部45を刻印した外型46との間に配置する。上記可撓性ジャケット42を膨張させてゴムスリーブ24を外型46に密着するように予備成型体21を作製し、外型46から離脱した内型の可撓性ジャケット面に少なくとも心線を巻き付けた別のスリーブ25を作製し、上記内型41を外型46内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫し、ベルトスリーブを作製する。
(もっと読む)
伝動ベルトの製造方法
【課題】 良好な脱型性、剥離性を確保することが可能であり、かつ背面平滑性に優れた伝動ベルトの製造方法を提供する。
【解決手段】 ゴム14bと帆布14aの積層体である円筒状の母型14を装着した内型21の外周面に、伸張ゴム層15を配置した後、心線13を螺旋状にスピニングする。次いで、未加硫接着ゴムシート、未加硫圧縮ゴムシートを順次巻き付けることにより接着ゴム層12、圧縮ゴム層16を配置し、未加硫ベルトスリーブ11を形成する。次いで、この未加硫ベルトスリーブを内型に捲き付けた状態のままで、ジャケットを外挿してモールド組立体を構成し、このモールド組立体を加硫缶内部の基台上に載置固定して上下面を密閉した後、スチームを入気して未加硫ベルトスリーブを加熱加圧し、加硫をおこなう。
(もっと読む)
両面歯付ベルトの製造方法
【課題】 ベルトを構成するゴムシートと金型との位置が決まった状態で内外周面の歯部の位置合わせをすることができ、一度の位置合わせでベルトスリーブ全周の歯部の位置及びピッチを併せることができる不良の発生の少ない両面歯付ベルトの製造方法を提供する。
【解決手段】 外周面に歯形を成形する凹凸51を有する円筒状の内型50上にゴムシートを巻きつけて加熱加圧して内周面に内歯部を形成したベルトスリーブSを成形し、次いで前記ベルトスリーブを内型50に装着した状態のままベルトサイズよりも大きな内径を有するとともに内周面に歯形を成形する凹凸55を有する筒状の外型54に挿入して内歯と該外型内面の凹凸51、55のピッチを合わせた状態で外型54との間で挟み込み加熱・加圧しながら両者を相対的に回転させて、ベルトスリーブの外面に外歯部を形成してなる。
(もっと読む)
歯付ベルト
【課題】環境に対する負荷の小さい歯付ベルトを提供する。
【解決手段】長手方向に沿って配置した複数の歯部11aと、心線12を埋設した背部11bとを有し、上記歯部の表面に歯布を被覆した歯付ベルト10において、上記背部11b若しくは歯部11aと背部11bとが少なくともEPDM(エチレン・プロピレン・ジエン・モノマー)とジエン系ゴムを用いたゴム組成物からなり、上記歯布13がレゾルシン−ホルマリン−ラテックス液のみで処理し、該ラテックス成分がビニルピリジン‐SBR共重合体である歯付ベルト10にある。
(もっと読む)
伝動ベルト
【課題】伝動効率の低下を抑制し、耐久性向上を図った伝動ベルトの提供。
【解決手段】エチレン−α−オレフィンエラストマーがベースのゴム層に心線を埋設した伝動ベルトであって、心線が接着されるゴム層をショアー硬度72以上85以下、またはベルト長手方向への10%伸び時の引張り応力が0.5MPa以上1.7MPa以下、ゴム層は軽油浸漬後の重量増加90%以下またはトルエン浸漬後の重量増加80%以下等の所定の物性となるように形成する。
(もっと読む)
動力伝達用色付きベルト及びその製造方法
【課題】使用時の異音発生が抑制され且つ生産効率が良好である動力伝達用色付きベルトを提供すること。
【解決手段】ベルトの背面に配設された帆布が、顔料を配合したゴムを溶剤で溶解させて作成したゴム糊を、帆布表面にコーティングするか又はディッピングさせて当該帆布を色付けすると共に、これの端部相互を突き合わせ縫合させて成る円筒状帆布1である。円筒状帆布1、芯線2、ゴム層3が加硫積層一体化されて成る。
(もっと読む)
81 - 100 / 145
[ Back to top ]