
Fターム[4G054AB03]の内容
プレス成形、コンベアを利用した成形 (2,780) | 成形体の形状 (467) | 凹部又は凸部のある成形体 (84)
Fターム[4G054AB03]の下位に属するFターム
規則的な凹凸のあるもの (32)
Fターム[4G054AB03]に分類される特許
41 - 52 / 52
メーソンリブロックおよびモールドされたユーティリティ開口部を有するメーソンリブロックアセンブリ
本発明の一実施形態は、モールドアセンブリを使用するメーソンリブロックマシーンによってモールドされたメーソンリブロックであって、該モールドアセンブリは、複数のライナープレートを有し、該複数のライナープレートのうちの少なくとも一つは移動可能である、メーソンリブロックを提供する。メーソンリブロックは、第1の横面と、第1の横面と対向する第2の横面と、第1の横面と第2の横面との間でメーソンリブロックを介して伸びている少なくとも一つの開口と、第1の横面と第2の横面とを接合する第1の端面と、第1の端面と対向する第2の端面であって、第1の横面と第2の横面とを接合する第2の端面と、第1の端面と第2の端面とを接合する接合する第1の主面と、第1の主面と対向する第2の主面であって、第1の端面と第2の端面とを接合する第2の主面とを含む。 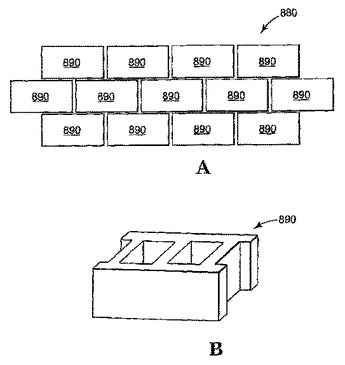 (もっと読む)
(もっと読む)
無機成形体の製造方法

【課題】 生産性に優れ、耐水性、耐凍結性が良好であり、建築資材として有用な無機成形体の製造方法を提供すること。
【解決手段】 SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び水を含む硬化性無機質組成物からなる成形材料を押出成形し、押出される成形材料4にロール3を接触させて凹凸模様などの意匠模様41を施す無機成形体の方法であって、少なくとも成形材料に接触する部分が樹脂製もしくはゴム製のロール3を用い、このロール3に水溶性界面活性剤の水溶液を塗布して意匠模様を施す。
(もっと読む)
コンクリート製残存型枠、同残存型枠製造用金型及び同残存型枠の製造方法

【課題】 引き抜き強度を高めることができる残存型枠を提供することを課題とする。
【解決手段】 コンクリート打ち込みのための型枠を、コンクリートが凝固した後も撤去しないで残存させるコンクリート製残存型枠10であり、この残存型枠10は、裏面13に、勾配が1/100〜1/10である基本凹部16を複数個設けたことを特徴とする。
【効果】 基本凹部16は勾配が極く小さいため、この基本凹部に流れ込んだコンクリートにより、引き抜き強度を高めることができる。仮に引っ張り金具を設けるにしても、引っ張り金具の径を小さくすることができ、引っ張り金具の軽量化を図ることができる。
(もっと読む)
エンボス模様付押出成形セメント板の製造方法及びその装置
【課題】転写される意匠に崩れの生じないエンボス模様付押出成形セメント板の製造方法及びその装置を提供し、高い意匠再現性を得る。
【解決手段】口金11から押し出されながら連続搬送される生板21の表面にエンボス模様を付与するエンボス模様付押出成形セメント板の製造方法であって、口金11から押し出される生板21を搬送手段13で受け取りながら搬送し、この生板21を先端から所定長さの単体生板21bに切断して搬送し、単体生板21bの表面にエンボスローラ17を回転かつ振動させながら押し当ててエンボス模様を付与する。
(もっと読む)
押し出し成形装置
【課題】 一定厚みの模様付きの無機質板を製造しやすく、また、設備費を低く抑えることができる押し出し成形装置を提供する。
【解決手段】 口金1の押出口2の上方にロール型3を設ける。押出口2から押し出し成形された水硬性組成物のシート状物4の表面にロール型3を押し付けて凹凸模様を形成する押し出し成形装置に関する。ロール型3と対向する位置で押出口2の下側の全長に亘って可動プレート5を設け、この可動プレート5を上下動自在に形成する。可動プレート5を上下動させることにより、ロール型3と可動プレート5の隙間をシート状物の厚みに応じて調整することができる。
(もっと読む)
成形型及びこれを用いた無機質板の製造方法
【課題】セメント系無機質材料に成形面を押圧して成形面の形状を転写成形する成形型について、この成形型とセメント系無機質材料との間の良好な離型性の確保を、簡便な手法にて容易に達成することができる成形型を提供する。
【解決手段】成形型1の成形面3を多孔性樹脂にて形成することから、成形面3に切削加工等を施すことで成形面3に容易に凹凸形状を形成すると共に、それと同時に成形面3に微細な凹凸を形成することができる。これにより、成形面3に離型油を供給した場合の成形面3と離型油との馴染み性が高くなり、成形面3とセメント系無機質材料5との間の離型性を著しく向上することができる。
(もっと読む)
断熱ブロックとその製造方法
【課題】建物の屋根や屋上などを断熱したり緑化するのに適するブロックとその製造方法に関し、軽量でかつ断熱性にすぐれ、しかもブロック自体で植物の育成も可能とする。
【解決手段】空気層形成用の脚部を有するブロックにおいて、中間にも空気層を有している2層構造のブロックである。このように、中間にも空気層を設けて2層構造にすると、断熱性が更に向上する。このブロックの上面に、芝生などの緑化植物を育成することもできる。
(もっと読む)
押出成形装置
【課題】 本発明は、無機質混練材料よりなる原料、例えば粘土を主成分とする原料を押出成形し、化粧面に凹凸模様を形成した押出成形体を歪み無く連続的に形成する押出成形装置に関するものである。
【解決手段】 無機質混練材料よりなる原料2aを押出成形部Aにより押し出し、押出成形された押出成形体αに化粧面加工部Fにより凹凸模様α1を形成する押出成形装置Pにおいて、押出機2に口金3を連結すると共に、口金3より押し出される板状の連続成形体αを、口金3出口に一体に設置した口金部エンボスロール部Eにより加工し、その後、複数個の分割ロール13よりなるエンボスロール9を複数個形成したエンボスロール部Gにより徐々に加工し、押出成形体αの化粧面α1に凹凸模様γを形成した押出成形装置Pである。
(もっと読む)
押出成形装置
【課題】 本発明は、無機質混練材料よりなる原料、例えば粘土を主成分とする原料を押出成形し、化粧面に凹凸模様を形成した押出成形体を歪み無く連続的に形成する押出成形装置に関するものである。
【解決手段】 無機質混練材料よりなる原料2aを押出成形部Aにより押し出し、押出成形された押出成形体αに化粧面加工部Fにより凹凸模様α1を形成する押出成形装置Pにおいて、押出機2に口金3を連結すると共に、口金3より押し出される板状の連続成形体αを、口金3出口に一体に設置した第1エンボスロール部Eにより加工し、その後、複数の回転スピードの異なるロール部10よりなる第2エンボスロール部Gにより加工し、押出成形体αの化粧面α1に凹凸模様γを形成した押出成形装置Pである。
(もっと読む)
押出成形装置
【課題】 本発明は、無機質混練材料よりなる原料、例えば粘土を主成分とする原料を押出成形し、化粧面に凹凸模様を形成した押出成形体を歪み無く連続的に形成する押出成形装置に関するものである。
【解決手段】 無機質混練材料よりなる原料2aを押出成形部Aにより押し出し、押出成形された押出成形体αに化粧面加工部Fにより凹凸模様α1を形成する押出成形装置Pにおいて、押出機2に口金3を連結すると共に、口金3より押し出される板状の連続成形体αを、口金3出口に一体に設置した第1エンボスロール部Eにより加工し、その後、押出成形体αのスピードと異なる回転スピードのロール部10よりなる第2エンボスロール部Gにより加工し、押出成形体αの化粧面α1に凹凸模様γを形成した押出成形装置Pである。
(もっと読む)
ブロック打ち固め機械
本発明によれば、(a)充填ポート開口部51、長手方向の孔52、圧縮端部53、及び押し出し端部57を有する細長い開口した打ち固めチャンバ50と、(b)打ち固めチャンバ50の圧縮端部53内の材料を長手方向の孔52に沿って押圧する打ち固めヘッド20と、(c)以前に圧縮されたすべての材料からなり、打ち固めチャンバ50の押し出し端部57の大部分を占有し、締め固めユニット100の一構成部分として機能する連続した均質なブロック40と、(d)打ち固めヘッド20を移動させて軟質なブロック形成材料40A(土など)をブロック40に対して圧縮する油圧シリンダ10(アクチュエータの一部)とを有する締め固めユニット100が提供される。これによって、以前のリフト40Cと効果的に融合される新たなリフト40Bが形成されて、締め固めユニット100を出る比較的高密度な材料の連続した均質なブロック40が形成される。剪断チャンバ60はブロックを任意の所望の長さに砕き、支持プラットフォーム70はブロックを用いられるまでの間支持及び保管する。標準的な建設装置及び改良された巻上げ装置を用いて、建築システム内でブロックを吊り上げ、配置する手順について説明する。さらに、チャンバ50内で圧縮される材料の「摩擦しきい」を増大させるための、特殊設計の形体22が打ち固めヘッド20に組み込まれる。 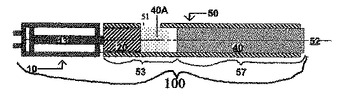 (もっと読む)
(もっと読む)
陶磁物の成形型、成形装置及び製造方法
本発明は、陶磁物の成形型、成形装置及び製造方法に関する。本発明の成形型は、内部の所定の高さに配設される金型を支持するための網型支持手段と、網型支持手段に固定され、金型の内部に空気を噴出するための空気噴出手段と、空気噴出手段に空気を注入するための空気注入手段とを有する。本発明の成形装置は、第1成形型を支持するための第1支持手段と、第2成形型を支持するための第2支持手段と、第1支持手段を上下に移動させるための第1駆動手段と、第2支持手段を前後に移動させるための第2駆動手段と、第1、第2型に空気を注入するための空気注入手段と、第1、第2型に注入される空気量、空気の注入時期及び注入時間、並びに第1、第2型の間の圧力を制御するための制御手段とを有する。本発明の製造方法は、粘土を練って前記練り水内の気泡を除去する段階と、製造された粘土塊を第2型に挿入するために適宜の坏土状に切断する段階と、切断した板状粘土を第2型に挿入する段階と、板状粘土を圧縮して成形する段階と、成形された粘土を乾燥させる段階と、乾燥した粘土を装飾する段階と、装飾された粘土を焼成する段階とを含む。 (もっと読む)
41 - 52 / 52
[ Back to top ]