
Fターム[4G054BA53]の内容
プレス成形、コンベアを利用した成形 (2,780) | ラムによるプレス成形 (549) | 装置、工程の要素 (297) | 成形型 (155) | ラムが分割されているもの (28)
Fターム[4G054BA53]に分類される特許
21 - 28 / 28
成形装置

【課題】狭い空間であっても設置可能な成形装置を提供する。
【解決手段】成形装置1は、制御装置2と、下パンチ部10と、成形部30と、上パンチ部40と、横パンチ部60とを備えている。下パンチ部10は、第1−1サーボ駆動装置13と、第1−2サーボ駆動装置14とを備えている。第1−1サーボ駆動装置13の第1斜面スライダユニット16は、水平方向に延びるボールネジ16Eと、斜面スライダ16Fと、第2直動ガイド16Hと、シャフト16Iとを有している。斜面スライダ16Fの水平方向の移動に伴って、シャフト16Iは、第2直動ガイド16H上を移動し、かつ鉛直方向に移動する。第1−1パンチ18は、第1斜面スライダユニット16及び第1パンチ支持部17を介して、第1−1サーボモータ15により鉛直方向にサーボ駆動される。
(もっと読む)
燃料電池セパレータの成形金型、燃料電池セパレータの製造方法および燃料電池セパレータ

【課題】セパレータ表面のガス流路溝部領域と囲繞部領域との密度バランスを均一にし、金型からの製品取り出しにおいても変形・反り・クラックの発生が少なく高品質かつ生産性の高い燃料電池セパレータを得る。
【解決手段】流路溝部2に対応する上下のインナー金型42,22と、囲繞部4に対応する上下のアウター金型45,25とに分割された上下の金型41,21の間に形成されるキャビティ50に粉体状材料を充填するとき、流路溝部2の圧縮比と囲繞部4の圧縮比とが均一になるように、(上)下のアウター金型(45,)25に対して(上)下のインナー金型(42,)22を所定高さ(下方または)上方に位置決めする。圧縮成形後、成形品取り出しのための型開き時に、表裏各面の囲繞部4に先行して流路溝部2が離型するように、上下のインナー金型42,22に対して、上下のアウター金型45,25を突出させる。
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】バリの除去を行なう必要がなく、しかも抜け角を確保する必要がなくて成形材料に様々な凹凸模様を形成することができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】成形材料を出隅形状に成形し、この成形材料の出隅側の二つの外面に対応する二つの成形型を用いて、成形材料の各外面に各成形型に設けた凹凸模様賦型部によって凹凸模様を成形するようにした出隅役物用成形材料のプレス成形方法に関する。上記二つの成形型を下型として用いる。これらの成形型を断面L字形となるように一体化して配置する。これらの成形型の凹凸模様賦型部に成形材料を供給する。上型によるプレスを行なった後に、各成形型を成形材料の各外面に対して垂直な方向に移動させて離型する。
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】バリの除去を行なう必要がなく、しかも抜け角を確保する必要がなくて成形材料に様々な凹凸模様をシャープに形成する成形を行なうことができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】成形材料1を出隅形状に成形し、この成形材料1の出隅側の二つの外面1aに対応する二つの成形型2を用いて、成形材料1の各外面1aに凹凸模様を成形するようにした出隅役物用成形材料のプレス成形方法に関する。上記成形材料1として弾性限界応力が0.001〜0.2MPaであるものを用いる。上記二つの成形型2を断面L字形に配置して一体化し、この状態でプレスを行なった後に、各成形型2を成形材料1の各外面1aに対して垂直な方向に移動させて離型する。
(もっと読む)
ロータリープレス装置
【課題】 断面がE字型の成形品を実質的に均一な密度で成形することができるロータリープレス装置を提供すること。
【解決手段】 このロータリープレス装置Dは、上パンチ9a、ダイ10、及び下パンチ11aによって粉末材料Mを圧縮して粉末成形品を作製するものであって、円軌道に沿って順に配置されているカム状部材40、加圧ローラー31、及び加圧ローラー26を備え、カム状部材40は、上パンチ9aをダイ10に嵌入させて粉末材料Mに加圧すると共に当該加圧状態を保持し、加圧ローラー31は、カム状部材40が保持している加圧状態から更に下パンチ11aをダイ10に嵌入させて粉末材料Mに更に加圧すると共に当該加圧状態を保持し、加圧ローラー26は、加圧ローラー31が保持している加圧状態から更に上パンチ9aをダイ10に嵌入させて粉末材料Mが粉末成形品となるように加圧する。
(もっと読む)
切削インサートの製造の方法及び装置
アンダーカットを有する切削インサート未焼結体の製造方法は、閉じられた上部及び下部ダイに形成されたダイキャビティを用意すること、ダイキャビティの下部を下部ダイに形成されたパンチトンネルに関連付けられた下部パンチで閉じること、ダイキャビティを、所定量の焼結性粉末によって満たすこと、上部ダイに形成されたパンチトンネルを通して上部パンチをダイキャビティに向けて移動させること、上部及び下部のパンチを互いに向けて付勢することによって、焼結性粉末を締固め、それによって未焼結体を形成すること、そして、上部ダイと上部パンチを下部ダイと下部パンチから離して移動させ、それによって未焼結体の除去を可能にすることを含む。アンダーカットを有する切削インサート未焼結体の製造装置は、互いに当接する上部と下部のダイと、それぞれのダイ内を摺動する上部と下部のパンチを含んでいる。 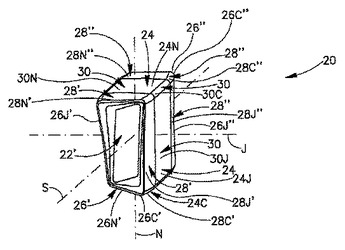 (もっと読む)
(もっと読む)
メーソンリブロックおよびモールドされたユーティリティ開口部を有するメーソンリブロックアセンブリ
本発明の一実施形態は、モールドアセンブリを使用するメーソンリブロックマシーンによってモールドされたメーソンリブロックであって、該モールドアセンブリは、複数のライナープレートを有し、該複数のライナープレートのうちの少なくとも一つは移動可能である、メーソンリブロックを提供する。メーソンリブロックは、第1の横面と、第1の横面と対向する第2の横面と、第1の横面と第2の横面との間でメーソンリブロックを介して伸びている少なくとも一つの開口と、第1の横面と第2の横面とを接合する第1の端面と、第1の端面と対向する第2の端面であって、第1の横面と第2の横面とを接合する第2の端面と、第1の端面と第2の端面とを接合する接合する第1の主面と、第1の主面と対向する第2の主面であって、第1の端面と第2の端面とを接合する第2の主面とを含む。 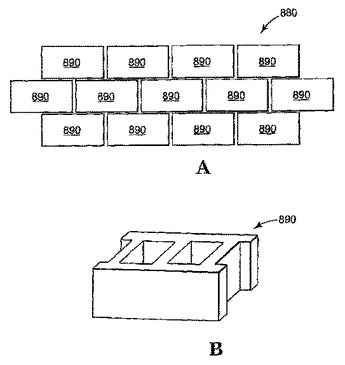 (もっと読む)
(もっと読む)
切削インサートを作製するためにクロスホール成形を行う方法および装置
冶金粉末(260)を用いてグリーン部品(110)が製造され、冶金粉末を楕円形状のコアロッド(235)のまわりに配置することによってグリーン部品内に開口部(25)が付与される、切削インサート(10)をクロスホール成形する方法および装置が開示されている。一軸プレス移動を伴うプレス(200)を用いて、空洞(210)内にコアロッドが配置され、かつ冶金粉末がコアロッドのまわりに配置され、そしてその後で圧縮されてグリーン部品を形成する。本発明は、このような処理を利用して形成された物品およびこのようなインサートを製作するために用いられる一軸プレスにも関する。  (もっと読む)
(もっと読む)
21 - 28 / 28
[ Back to top ]