
Fターム[4G054BA53]の内容
プレス成形、コンベアを利用した成形 (2,780) | ラムによるプレス成形 (549) | 装置、工程の要素 (297) | 成形型 (155) | ラムが分割されているもの (28)
Fターム[4G054BA53]に分類される特許
1 - 20 / 28
側溝付き部材の成形装置
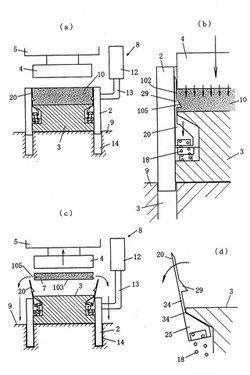
【課題】側面に断面視が∠型に形成され側溝を有するタイルを成形する際に、側溝の形状が崩れることなく、側溝を所定の形状に簡単に成形して量産できるタイル成形装置を実現する。
【解決手段】型枠2と、型枠2内に装入可能な上型4及び下型3と、型枠2と下型3との間に配設されたライナスライダ20とを備え、ライナスライダ20の板片部24は、タイル7の側面に側溝105を形成する凸条部29が形成されており、通常はライナスライダ20は、型枠2内面に当接しているが、キャビティ11内のタイル砂10を圧縮して側面に側溝105を有するタイル7を成形してから、下型3と型枠2が相対的に移動して、板片部24が型枠2より上方に位置すると外側に開き、成形されたタイル7の側溝105が凸条部29で破損されることなく、キャビティ11から取り出すことができる。
(もっと読む)
陶磁器製ねじ式蓋の製造方法及び陶磁器製ねじ式蓋付き陶磁器製瓶の製造方法

【課題】離型性が良く、効率的に、寸法精度の高い陶磁器製ねじ式蓋を製造することができる陶磁器製ねじ式蓋の製造方法を提供する。
【解決手段】有底筒状の第1外側金型1の成形用穴2に、成形原料を挿入し、第1外側金型1の成形用穴2が開口する側の端部3に、リング状の第2外側金型11を取り付け、先端部22に雌ねじ構造形成部23を有する柱状の挿入部22aを備えた内側金型21の当該雌ねじ構造形成部23を、成形用穴2に挿入することにより成形原料を成形して、第1外側金型1と内側金型21と第2外側金型11とにより形成される成形空間20内に、ねじ式蓋形状の成形体Bを形成し、内側金型21を、ねじを緩める方向に回転させながら引き抜くとともに、第2外側金型11及び第1外側金型1からねじ式蓋形状の成形体Bを取り出し、ねじ式蓋形状の成形体を焼成してねじ式蓋を得る陶磁器製ねじ式蓋の製造方法。
(もっと読む)
上下表面異形コンクリ−トブロック成形方法及びその型枠。
【課題】化粧面を上下に分割て表現した建築用コンクリ−トブロックの成形方法及びその型枠を提供するものである。
【解決手段】建築用コンクリ−トブロックの成形下型枠2内に縦模様の入つた化粧板8を上下に移動可能な方法で設けてブロック成形時に上型1と化粧板8を連携して加圧し脱形する成形方法で、化粧板8の独自な下降加圧により材料の密度が高密度に平均化されブロックを成形し乾燥後に破断した場合良好な肌面が出現出来、ブロック表面に上下に違った化粧模様が表現出来る成形及び製造方法。
(もっと読む)
環状酸化物成形体の製造方法
本発明は、鋳型のキャビティに導入される粉末状骨材を機械的に圧密化することによって環状酸化物成形体を製造するための方法であって、得られた圧縮構造の周面が円錐台のものに対応する、方法に関する。 (もっと読む)
幾何学的酸化物成形体の製造方法
本発明は、鋳型のキャビティに導入される粉末状骨材を機械的に圧密化して幾何学的成形前駆体を得るステップと、幾何学的成形前駆体を熱処理するステップとを含む幾何学的酸化物成形体の製造方法であって、気体成分を製造する間に前記前駆体の成分が分解又は反応し、金属酸化物又は金属酸化物前駆体、例えば硝酸塩又はアンモニウム塩を含む粉末状骨材及び鋳型材料が、80質量%以上のWCと5質量%のニッケルとの硬質金属である鋳型ボアと接触する、方法に関する。 (もっと読む)
コンクリートブロックを製造する方法
【課題】
自然な外観を有するブロックをコンクリートブロックまたはコンクリート舗装板に共通な型の設備上で、高速で自動的に、作ることが可能な工程を提供する。
【解決手段】
コンクリートユニット型枠の中に配置されて、3次元パターンを含む面を有するコンクリートユニットを形成するドライ成型コンクリートへ前記3次元パターンを与えるために前記コンクリートユニット型枠の成型表面を作成する方法であって、既存オブジェクトの3次元パターンを選択するステップと、前記選択された3次元パターンを表すデータを作り出すステップと、3次元パターンを与えられた面を表すデジタルデータの組を作り出すステップと、所望するパターンを与えられたコンクリートユニット面のミラーイメージである3次元パターンを有する前記成型表面を作り出すステップと、を含むことを特徴とする。
(もっと読む)
セラミックグリーンシートの積層装置及びその方法
【課題】熱と圧力により個々のセラミックグリーンシートを接合してセラミック積層体を形成する際の積層ズレを防止する。
【解決手段】厚板状の下金型6と、下金型6の上面側に設けられる加熱プレス設備8とを有し、下金型6は、その厚み部分を貫通する貫通孔7と、下金型6の厚み部分に内設されて下金型6を加熱する第1の加熱機構15とを備え、加熱プレス設備8は、上金型9と、上金型9の下面9aでかつ貫通孔7と符合する位置に立設される少なくとも2の孔開けピン10と、上金型9の下面側9aに配設され、孔開けピン10をその厚み部分に挿通しながら孔開けピン10の軸方向にスライド可能に設けられる平板体12とを備え、上金型9は、その厚み部分に内設されて上金型9を加熱する第2の加熱機構16を具備し、貫通孔7は、セラミックグリーンシート5の載置部の対辺に少なくとも1対ずつ形成されるセラミックグリーンシートの積層装置1による。
(もっと読む)
複合材料、複合材料の製造方法及び該複合材料を用いた摺動部材
【課題】強度低下の防止、クラック発生の防止および生産性の向上を図った複合材料、その製造方法及び該複合材料を用いた摺動部材を提供することである。
【解決手段】複合材料は、主にカーボンからなる摺動層7と、摺動層7の外周に結合されたカーボンを含まない焼結体層8とで構成されている。摺動部材には、この複合材料が用いられている。複合材料の製造方法は、焼結体層の材料9を型に充填する第1充填工程と、摺動層の材料10を焼結体層の内周に位置する型に充填する第2充填工程と、第1充填工程及び第2充填工程において充填された材料を同時に加圧成形して粉末成形体を得る成形工程とを有している。
(もっと読む)
プレス成形体の製造方法及びバリ除去装置
【課題】成形材料をプレス成形してプレス成形体を得るにあたり、発生したバリを容易に除去することができるプレス成形体の製造方法を提供する。
【解決手段】成形材料2をプレス成形することによりプレス成形体Aを製造するプレス成形体Aの製造方法に関する。成形材料2をプレス成形して成形体1を形成すると同時にこのプレス成形によって前記成形体1に溝4を、この成形体1に生じるバリ3の基端部の近傍に形成する工程と、得られた成形体1に生じたバリ3に応力をかけることにより前記溝4の形成位置で成形体1からバリ3を分離して除去する工程とを含む。バリ3に応力をかけて押し割るだけで、バリ3の跡が突出することなくバリ3をきれいに除去することができる。
(もっと読む)
セラミックス原料とセラミックス成形体とセラミックス焼結体と半導体発光素子搭載用基板とセラミックス成形方法
【課題】断面の厚みが一様でないセラミックス成形体をプレス成形法により生密度を略均一にしながら容易に形成させることができ、しかも、焼結した場合にクラックや割れ、変形が生じ難いセラミックス原料を提供する。
【解決手段】アルミナ粉末と、ガラス質粉末と、成形用樹脂とを混合してなる粒状のセラミックス原料であって、セラミックス原料の粒体特性を粒度分布図により示した場合に、累積重量25%のときの粒径をD25、累積重量75%のときの粒径をD75とそれぞれすると、(D75−D25)/2≦27μmを満たすことを特徴とするセラミックス原料による。
(もっと読む)
ハニカム成形体の成形装置及び成形方法、並びにハニカム成形体
【課題】品質及び生産性の向上を図ることができるハニカム成形体の成形装置及び成形方法、並びにその成形方法により成形したハニカム成形体を提供すること。
【解決手段】ハニカム成形体の成形方法は、セラミック材料よりなる材料塊10を作製する材料作製工程と、材料塊10の外形に合致する内形形状を有するシリンダ3内に材料塊10を配置する材料配置工程と、材料塊10をシリンダ3により径方向に拘束すると共に、材料塊10の両端面101、102を一対のピストン43、53により挟持しながら、セルに対応する形状を呈する複数のピン42、52をそれぞれピストン43、53に設けた貫通穴431、531に貫通させて材料塊10の両端面101、102から挿入し、押圧前進させることにより材料塊10を変形させる成形工程と、材料塊10からピン42、52を引き抜くことにより材料塊10内にセルを形成する成形完了工程とを有する。
(もっと読む)
コンクリートブロックの製造装置および製造方法
【課題】脱型までの時間を短縮することで、型枠が専有される期間を短縮することが可能なコンクリートブロックの製造装置および製造方法を提供する。
【解決手段】下型となる平面板3と、平面板3に配置された上下面が開口した型枠4と、型枠4に充填される未硬化状態のコンクリートを上方から加圧してコンクリートブロック20の底面を成型する上型5とを備え、上型5は、コンクリートブロック20の底面21を成型する下面の周縁部全体に凸部51が形成されている。また、型枠4の下端内側には、コンクリートブロック20の上面縁部に傾斜面24を形成するために突出した傾斜面形成部42dが設けられている。
(もっと読む)
コンクリ−トブロック成形型枠の横ライン棒
【課題】成型コンクリ−トブロックに化粧を目的とした横ラインを設けるための成形型枠において、横ライン棒の下側に骨材が流入しにくく、骨材の密度が低くなる問題を解決し、良質な割り肌を有する横ライン付きコンクリートブロックを製造できる型枠を提供する。
【解決手段】横ライン棒9を所定の位置より上に位置させて、型枠に骨材を流入させ、上型プレスで骨材上面に圧力を加えると同時に横ライン棒9を下に移動して横ライン棒下側の骨材を圧縮して骨材の密度が横ライン棒の上下で同じになるように成型する。横ライン棒の上下移動はライン棒の入り口側と出口側を同時に移動させるようにして横ライン棒の出し入れを円滑にする。
(もっと読む)
環状粉末成形体の製造装置及び製造方法
【課題】焼結部品等の環状粉末成形体の製造装置及び方法であって、環状粉末成形体の内径と外径との同軸精度の向上を図る技術を提案する。
【解決手段】環状成形体の外径を形成する外型31と内径を形成する内型32とを少なくとも具備する金型30と、該金型30上を或第一方向Kに往復運動可能であり内部の粉末を重力により落下させて前記金型30のキャビティ34へ充填する粉箱11と、該粉箱11への粉末の供給経路を形成する供給管12と、前記供給経路において前記粉箱11に堆積する粉末の密度を前記第一方向Kと略直交する略水平方向である第二方向Jに偏らせる手段とを、環状成形体の製造装置に少なくとも備えて、前記金型30の外型31に対して内型32が近づく方に偏心している前記第二方向Jの一側において、前記粉箱11内に堆積する粉末の密度を他側よりも大きくする。
(もっと読む)
二段階加圧成形方法及びその方法に用いられる金型装置
【課題】複数の加圧タイミングをもち、製品形状に合わせて加圧タイミングをコントロールしながら効率よく複雑な形状を有する製品を造型することができる二段階加圧成形方法及びその方法に用いられる金型装置を提供する。
【構成】パンチ5aによって加えられる矢印X方向の圧縮力は材料粉末3の上部全面に対する加圧力であるのに対し、パンチ5bによって加えられる矢印Y方向の圧縮力は焼結体15の内側底面中央部分に対する加圧力であり、さらにダイス下縁部2aによって加えられる矢印Y方向の圧縮力は得られる焼結体の側壁部分に対する加圧力とされ、板状部材51の厚さ等をコントロールすることによって、板状部材51のせん断に必要な圧力を所望に設定して、底面を加圧する第一段階の加圧から側壁部分を加圧する第二段階の加圧への切り替えを所望のタイミングで開始することができる。
(もっと読む)
2段ギア圧粉成型用金型
【課題】中空部を有する形状の2段ギアを圧粉成型するための2段ギア圧粉成型用金型において、亀裂や破損の発生を防止する。
【解決手段】下型10は、円盤部102の外周に第1ギア部104が設けられ、円盤部102の中央部に第2ギア部106が突設され、第1ギア部104と第2ギア部106との間には中空部108a、108bが形成される2段ギア100を成型するための2段ギア圧粉成型用金型である。この下型10は、第2ギア部106を成型するギア成型金型16と、ギア成型金型16に圧縮応力を付与するリング状金型18と、リング状金型18の一端面に分離自在に突設され、前記中空部108a、108bを成型するコア金型20a、20bとを有し、コア金型20a、20bとリング状金型18とは、ノック部材30を介して互いに位置決め固定されている。
(もっと読む)
残存型枠とその連結方法並びに製造方法
【課題】 土木、建築の分野に於ける擁壁等は地形、設置場所、用途等により様々な状況が発生する。例えば重機が入れない場所、折曲がり等複雑な擁壁に対処出来る軽量で埋殺の残存型枠の形状と組積時に安全で迅速且つ経済的な連結が出来る連結方法が課題であった。更に上記条件を満足する残存型枠は複雑で製造が困難とされていたがこの残存型枠の製造方法をも提供する。
【解決手段】 適宜の表面形状を有する等薄厚の残存型枠11aの上下横枠体21a、22aと左右端に縦枠体23a、24aとその中間に中間枠体25aを設け、隣接する残存型枠同士を安全に、確実に連結する為に上下横枠体の係止部と枠体連結具51a、52aにより上下左右に隣接する残存型枠を連結し、基盤より立設した受圧控材61aに連絡控材62aのフックを係止して63aで長さを調整すること特徴とする残存型枠とその連結方法並びに製造方法を提供するものである。
(もっと読む)
役物タイル成形装置
【課題】枠型と上型と下型以外に圧縮成形するための可動枠型を必要とせずに、コーナー役物タイルを製造できるとともに、コーナー役物タイルの曲がり部の表面に凹凸模様を形成することができ、また、無釉原料の斑点模様を均等に表すことができ、本体片部と曲がり部との境界に境界線が形成されることのない役物タイル成形装置を提供する。
【解決手段】役物タイル成形装置Aは、枠型5と、下型70と、上型100と、治具130と、粉升150とを有し、枠型5は、傾斜面部24、30、32、38等を有し、下型70は、傾斜面部94、96等の3つの傾斜面部を有し、上型100も、その底面に3つの傾斜面部を有している。治具130は、粉升150により原料を投入する際に、枠型5に装着する。
(もっと読む)
プレス成形装置
【課題】外面に凹凸模様を有する出隅役物をプレス成形にて得るにあたり、前記凹凸模様の形状の制約の軽減とバリの発生の防止を為すことができるプレス成形装置を提供する。
【解決手段】外面側型部2が、固定ベース7、固定ベース7に対してスライド駆動する二つの駆動ブロック8,8、及びストッパ機構9を具備する。各駆動ブロック8,8は、凹凸賦型部5を備える。各駆動ブロック8,8が、互いの凹凸賦型部5の端部同士を斜めに突き合わせた成形状態と、各凹凸賦型部5が固定ベース7側斜め外側方へ互いに離間する方向に移動した脱型状態との間でスライド駆動可能である。ストッパ機構9は、ストッパ部材10、及びストッパ部材10を駆動する駆動機構11を具備する。駆動機構11は、ストッパ部材10を、成形状態で固定ベース7と駆動ブロック8,8との隙間13に密接して介在する状態と、隙間13から引き抜かれた状態との間で、駆動可能である。
(もっと読む)
燃料電池セパレータの成形金型、燃料電池セパレータの製造方法および燃料電池セパレータ
【課題】セパレータ表面のガス流路溝部領域と囲繞部領域との密度バランスを均一にし、金型からの製品取り出しにおいても変形・反り・クラックの発生が少なく高品質かつ生産性の高い燃料電池セパレータを得る。
【解決手段】流路溝部2に対応する上下のインナー金型42,22と、囲繞部4に対応する上下のアウター金型45,25とに分割された上下の金型41,21の間に形成されるキャビティ50に粉体状材料を充填するとき、流路溝部2の圧縮比と囲繞部4の圧縮比とが均一になるように、(上)下のアウター金型(45,)25に対して(上)下のインナー金型(42,)22を所定高さ(下方または)上方に位置決めする。圧縮成形後、成形品取り出しのための型開き時に、表裏各面の囲繞部4に先行して流路溝部2が離型するように、上下のインナー金型42,22に対して、上下のアウター金型45,25を突出させる。
(もっと読む)
1 - 20 / 28
[ Back to top ]