
Fターム[4K013CA23]の内容
溶融状態での鋼の処理 (7,585) | ガス処理及びガス処理装置 (872) | ポーラスプラグ (52)
Fターム[4K013CA23]に分類される特許
1 - 20 / 52
溶鋼の精錬方法
【課題】真空精錬方法における排ガス中の酸素濃度などの情報をより適確に利用することで、溶鋼の精錬方法を合理化する。
【解決手段】ある時点(ti)での排ガス流量測定値(Vi)を計測し、この時点(ti)において排ガス流量測定器を通過していた排ガス中の酸素質量濃度(Oi)の値を、時点(ti)において該排ガス流量測定器を通過していた排ガスが、酸素質量濃度分析計に到達するまでに要した時間(Δti)を加算した時点(ti+Δti)における酸素質量濃度分析値とする。このことで、排ガス流量測定値(Vi)を計測した時点(ti)における排ガス中酸素質量濃度の計算精度を高める。
(もっと読む)
通気性耐火物プラグ損耗部充填用組成物及び溶融金属へのガス吹込用耐火物プラグの補修方法
【課題】煩雑な通気性耐火物プラグ損耗部の充填施工を不要とする通気性耐火物プラグ損傷充填用組成物を提供する。
【解決手段】溶鋼内にガスを吹込むために容器の壁ないしは底部に設置された通気性耐火物プラグの損耗部に充填する粉粒体をなす組成物であって、前記溶鋼の熱によって溶融可能な物質(可融質:SiO2、Fe2O3の1種又は2種)と溶融不能な物質(不融質:Cr2O3、あるいはさらにAl2O3、ZrO2の1種又は2種)とを混合し、あるいはさらに、融点低下を促す金属酸化物を添加してなる通気性耐火物プラグ損耗部充填用組成物であり、これをプラグ損耗部に充填することによりプラグを補修する。
(もっと読む)
ポーラス耐火物の製造方法およびポーラス耐火物
【課題】耐食性が高く、通気性や耐メタル浸透性にも優れた、ポーラスプラグに用いるのに適したポーラス耐火物、および、その製造方法を提供する。
【解決手段】
(a)粒子径0.5〜0.1mmの球状アルミナを40〜95重量%、(b)ジルコニア含有原料を3〜20重量%、(c)フリットを外掛けで0.5〜3重量%、(d)バインダーを外掛けで1〜10重量%、(e)焼成することにより焼失する平均粒子径10〜30μmの焼失原料を外掛けで1〜10重量%、の割合で配合し、1700℃以上で焼成する製造方法で、気孔を介して通気させることにより溶鋼にガスを吹き込むポーラスプラグを製造する。
(もっと読む)
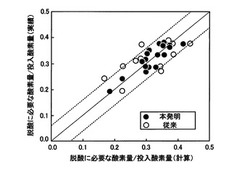
脱酸処理における取鍋への金属アルミ添加方法

【課題】ポーラスプラグの詰まりを防止しつつ金属アルミを効率よく使用して脱酸を行うことができるようにする。
【解決手段】本発明に係る脱酸処理における取鍋への金属アルミ添加方法では、転炉3にて精錬した溶鋼4を、複数の気孔を有するポーラスプラグ1が設置された取鍋2内に出鋼し、出鋼した溶鋼4に対して脱酸するに際し、気孔の平均気孔半径を80μm〜100μmとしておき、0<V/α<0.45を満たす間に脱酸のための金属アルミニウム5を取鍋2内へ添加する。ただし、V:取鍋に出鋼した現溶鋼量(ton)、α:転炉から取鍋に出鋼する全溶鋼量(ton)である。
(もっと読む)
高疲労強度鋼鋳片の製造方法
【課題】 ストラス寿命試験の10%破断寿命(B10寿命)が5×107回以上となる高疲労寿命の高疲労強度鋼鋳片の製造方法を提供する。
【解決手段】 高炉で溶製された溶銑を転炉で脱炭精錬して溶鋼を溶製し、該溶鋼を転炉から取鍋に出鋼し、その後、取鍋内の溶鋼に加熱攪拌処理を施した後に真空脱ガス処理を施し、次いで、得られた溶鋼を連続鋳造機で連続鋳造して高疲労強度鋼の鋳片を製造するにあたり、前記出鋼後に取鍋内の転炉スラグを取鍋から除滓し、該転炉スラグの除滓後、取鍋内に媒溶剤を添加して、該媒溶剤の添加によって生成される取鍋内スラグの組成を、比[質量%CaO/質量%SiO2]が6.0〜12.0、比[質量%CaO/質量%Al2O3]が1.5〜3.0、MgO含有量が4.0質量%以下、TiO2含有量が1質量%以下で、且つ、取鍋内スラグの1600℃での粘度を1.3〜2.0poiseに調整し、前記加熱攪拌処理を実施する。
(もっと読む)
ポーラスプラグ
【課題】使用初期から使用末期に至るまで、大きなガス背圧調整を行うことなく、同じ流量のガスを吹き込むことができるポーラスプラグを提供すること。
【解決手段】多孔質耐火物2から溶融金属容器内の溶融金属にガスを吹き込むポーラスプラグであって、多孔質耐火物が配置されたプラグ本体1は、その外郭形状が円錐台又は角錐台状であり、プラグ本体1の頂面において多孔質耐火物2が占める部分の面積に対して、プラグ本体1の頂面より下方であって使用限界位置までの任意の位置での水平断面において多孔質耐火物2が占める部分の面積が1倍以上2倍以下であることを特徴とする。
(もっと読む)
取鍋精錬装置およびこれを用いた取鍋精錬方法
【課題】複雑な装置を用いずに取鍋内部の溶鋼の流れに水平方向の旋回成分を付与し得る取鍋精錬装置およびこれを用いた取鍋精錬方法を提供する。
【解決手段】この取鍋精錬装置1は、底吹きプラグ3を取鍋底面1aの中心Oから離れた位置に設置するとともに、この底吹きプラグ3の位置に近い側の側壁面1bに、この側壁面1bの周方向に沿って凸条に形成された整流部5を設けた。
(もっと読む)
取鍋精錬装置およびこれを用いた取鍋精錬方法
【課題】複雑な装置を用いずに取鍋内部の溶鋼の流れに水平方向の旋回成分を付与し得る取鍋精錬装置およびこれを用いた取鍋精錬方法を提供する。
【解決手段】この取鍋精錬装置1は、底吹きプラグ3を取鍋底面1aの中心Oから離れた位置に設置するとともに、底面1aの中心Oと底吹きプラグ3の位置を結ぶ直線Lに対して交差する方向に沿って凸条をなす整流部5を取鍋1内部の底面1aに設けた。
(もっと読む)
取鍋の操業方法
【課題】低コストで、安全性を考慮しつつ、ポーラスプラグの寿命延長を図る。
【解決手段】底部に設けたポーラスプラグから不活性ガスを吹込む取鍋操業である。ポーラスプラグに不活性ガスを供給する配管の途中に逆止弁を設置して、当該逆止弁とポーラスプラグ間の配管内のガス圧力が、取鍋精錬終了後から取鍋が連続鋳造設備に到着して溶鋼排出を開始する時点で、10×104Pa以上となるように維持する。さらに、取鍋内溶鋼を排出後のポーラスプラグの酸素洗浄時には、取鍋外よりポーラスプラグに、前記した圧力以上で不活性ガスを吹込み、予め定めておいた所定のガス流量になった時点で信号を発するようにしておくことが好ましい。
【効果】ガスの吹込み停止後もポーラスプラグの通気性を確保できるので、ポーラスプラグへの地金差し等が抑制でき、ポーラスプラグの洗浄時間が短かくなってポーラスプラグの損耗が減少し、寿命が向上する。
(もっと読む)
通気性耐火物及びその製造方法
【課題】耐食性および耐熱衝撃性に優れ、Cr2O3を含有する通気性耐火物に代替可能な、Cr2O3を含有しない通気性耐火物を提供すること。
【解決手段】通気性耐火物において、Cr2O3に代えてLa2O3を添加し、1700℃以上で焼成することによって、骨材たる粗粒の架橋部分に、Al2O3とSiO2とLa2O3からなる溶融物を生成させることで骨材同士を結合、健全な通気性耐火物を得る。そしてこの通気性耐火物においてはLa2O3の有する耐FeO性により通常のCr2O3含有通気性耐火物と同等の耐食性を得ることができる。
(もっと読む)
溶鋼の脱硫処理方法
【課題】 極低硫鋼を製造することを目的として転炉から出鋼された溶鋼に対して、CaO含有物質を脱硫剤の主たる構成物質として用いて取鍋内で取鍋精錬法による脱硫処理を施すにあたり、CaF2を脱硫剤の一部として使用しなくても、また、脱硫剤がプリメルトフラックスでなくても、添加した脱硫剤を迅速に滓化させ、効率良く脱硫する。
【解決手段】 脱硫処理及び脱燐処理の施された溶銑の転炉での脱炭精錬によって得られ、転炉から取鍋2に出鋼された溶鋼9を、当該溶鋼への攪拌用ガスの吹き込みにより攪拌しながら、取鍋内に添加されたCaO含有物質を脱硫剤として用いて取鍋内で脱硫処理する溶鋼の脱硫処理方法であって、脱硫処理後の取鍋内スラグ10の組成を、SiO2の含有量が5〜15質量%、[(質量%CaO)+(質量%MgO)]/(質量%Al2O3)が1.5〜3.0で、且つCaF2を実質的に含有しない組成に調整する。
(もっと読む)
耐熱シール剤、高温組付体、高温組付体の製造方法
【課題】高温環境で使用される第1部材と第2部材との境界領域におけるシール性を高めるのに有利なセラミックス剤、高温組付体、高温組付体の製造方法を提供する。
【解決手段】第1部材と第2部材との境界領域に配置される耐熱シール剤は、合成されると体積膨張するセラミックスを形成する複数の材質のセラミックス粒子を含有する。
(もっと読む)
高清浄度鋼の製造方法
【課題】2つの底吹き用プラグから不活性ガスを吹き込むことによって精錬を行うに際し、各底吹き用プラグの流量や合計の流量を適正化することによって、溶鋼3中の水素濃度[H]、溶鋼中酸素量[O]t、スラグ中の低級酸化物の合計濃度の低い高清浄度鋼を製造することができるようにする。
【解決手段】2つの底吹き用プラグ10a、10bを用いて、1回目の精錬処理、脱ガス処理の前半処理、脱ガス処理の後半処理、2回目の精錬処理を行うこととし、各処理におけるガス流量を規定範囲内にする。
(もっと読む)
取鍋精錬方法
【課題】2つの底吹き用プラグから不活性ガスを吹き込むことによって精錬を行うに際し、各底吹き用プラグの流量や合計の流量を適正化することによって、介在物の低減した溶鋼を安定して得ることができるようにする。
【解決手段】取鍋1に設けられた2つの底吹き用プラグから不活性ガスを吹き込みながら取鍋1内の溶鋼の精錬を行うに際し、一方の底吹き用プラグのガス流量と他方の底吹き用プラグのガス流量とに差を付けて前記不活性ガスを吹き込むこととする。ガス流量が大きい底吹き用プラグの流量を「Q大」とし、ガス流量が小さい底吹き用プラグの流量を「Q小」としたとき、不活性ガスを吹き込む際に、ガスの流量比R[Q小/(Q大+Q小)])が、0.1<R<0.25となるように、各底吹き用プラグの流量を設定する。2つの底吹き用プラスのガス流量の合計が0.9〜1.8NL/min/tonとする。
(もっと読む)
高清浄鋼の製造方法
【課題】溶鋼中介在物の凝集・浮上除去を促進させて精錬時間の短縮および鋼の清浄度を向上させ、清浄度の高い鋼を効率的に得ることが可能な高清浄鋼の製造方法を提供する。
【解決手段】取鍋底部に設置した羽口から溶鋼中にガスを吹き込む取鍋精錬において、前記ガス流量を周期的に変化させ、その時に(1)式で求められる羽口一つ当たりの単位時間、単位溶鋼重量当たりの攪拌エネルギー密度εの最大ガス流量と最小ガス流量での値の差異ΔEcyc(J/t)が20以上であり、ガス流量の変化周期C(s)が2≦ΔEcyc/C(W/t)≦5の関係を満たしており、最小ガス流量と最大ガス流量での攪拌エネルギーの差分の積算値として溶鋼に与えられるガス流量変化の1周期当たりの攪拌エネルギーΣcyc(J/t)が50以上200以下であることを特徴とする高清浄鋼の製造方法。ε=(0.00618×Q×T/m)×[ln{1+(9.8×7000×h)/p}+(1−298/T)] …(1)
(もっと読む)
蓄圧ボンベ式ガス吹込み装置を備えた取鍋
【課題】 静置が必要である溶鋼を収容した場合には、蓄圧ボンベからガスを吹込まずに静置することのできる、蓄圧ボンベ式ガス吹込み装置を備えた取鍋を提供する。
【解決手段】 本発明の取鍋1は、供給されるガスを吹込みプラグ3へ供給する主配管8と、主配管を通して供給されるガスを蓄圧する蓄圧ボンベ7と、主配管を通して供給されるガスの吹込みプラグからの吹込み開始と同時にまたは吹込みプラグからの吹込み中に、主配管を通して供給されるガスを蓄圧ボンベに蓄圧し、一方、主配管を通して供給されるガス吹込みの終了と同時に蓄圧ボンベからのガス吹込みに自動的に切り替える機能を有する制御部6と、を備えた蓄圧ボンベ式ガス吹込み装置5が、その側面またはその底部に設けられた取鍋において、蓄圧ボンベに直結する放散弁11が主配管とガス供給源との連結部位9の近傍に設けられ、放散弁を開放することによって蓄圧ボンベに蓄圧されたガスは大気中に放出される。
(もっと読む)
清浄鋼の溶製方法
【課題】全酸素濃度13ppm以下の清浄鋼の溶製にあたり、真空脱ガス処理時間の延長あるいは温度低下によるトラブルなく、安定して13ppm以下の清浄鋼の製造が可能とする、清浄鋼の溶製方法を提供する。
【解決手段】スラグ精錬処理中に、溶鋼から試料を採取し、スラグ精錬処理終了前に、その試料における全酸素濃度を全酸素迅速分析方法により測定し、その測定結果を基にスラグの塩基度を調整し、真空脱ガス処理前の全酸素濃度を18ppm以下に制御する。
(もっと読む)
溶鉄容器のポーラスプラグの洗浄方法
【課題】ポーラスプラグに通気させる不活性ガスの流量を確実に保証することができる。
【解決手段】吹き付け工程を行った際に、ポーラスプラグ2に流れる不活性ガスの流量が不活性ガスの通気開始から0.5HXに達するまでの時間T1がT1≦60秒である場合には酸素停止工程に移行する。T1>60秒である場合には、ポーラスプラグ2を交換する。酸素停止工程を行った際に、ポーラスプラグ2に流れる不活性ガスの流量が0.8HXに達するまでの時間T2がT2≦120秒である場合には、吹き付け再開工程に移行する。T2>120秒である場合には、ポーラスプラグ2を交換する。吹き付け再開工程を行った際に、L≧HXである場合には、ポーラスプラグ2の洗浄を終了し、L<HXである場合には、ポーラスプラグ2の洗浄を中断してポーラスプラグ2を交換する。
(もっと読む)
溶融金属容器のガス吹き込み部構造
【課題】溶融金属容器の底部に配置されるガス吹き込み部において、ガス吹き込み耐火物の寿命を延長することのできる溶融金属容器のガス吹き込み部構造を提供する。
【解決手段】ガス吹き込み耐火物1と、ガス吹き込み耐火物1の外周面に接する羽口耐火物4から構成される溶融金属容器11のガス吹き込み部において、羽口耐火物4の外周に円筒耐火物5を配置し、羽口耐火物4の外周と円筒耐火物5の内周との間の空間6に耐火物8を充填する。これにより、ガス吹き込み耐火物の寿命を大幅に延長することが可能となる。特に、ガス吹き込み耐火物1と羽口耐火物4の溶融金属側表面位置が、溶融金属容器の底部耐火物13の溶融金属側表面に対して溶融金属側に突き出ている構造において、円筒耐火物5の溶融金属側表面位置を同じく溶融金属側に突き出た構造とすることにより、本発明の効果を顕著に発揮することができる。
(もっと読む)
ガス吹き込みプラグ
【課題】多種類の成形型を必要とすることなく製造することができ管理も容易であって、かつ、多孔質耐火物層の気孔率の均一性が高いガス吹き込みプラグを提供する。
【解決手段】溶融金属を収容する容器に取り付けられて溶融金属中にガスを吹き込むガス吹き込みプラグ1であって、多孔質耐火物層11と、多孔質耐火物層の外周面を被覆する緻密質耐火物層12とを具備し、多孔質耐火物層は、形状及び寸法が同一の多孔体ユニット20が、ガス流通方向に沿って二以上積層された多孔質積層体30を備える。
(もっと読む)
1 - 20 / 52
[ Back to top ]