
Fターム[4K018EA42]の内容
粉末冶金 (46,959) | 成型と焼結を同時に、交互に行うもの (1,683) | 粉体鍛造、焼結鍛造 (79) | 粉末充填カプセルの熱間塑性加工 (9)
Fターム[4K018EA42]の下位に属するFターム
スエージング等の長尺化(押出は除く)
Fターム[4K018EA42]に分類される特許
1 - 9 / 9
チタン製品またはチタン合金製品の製造方法
【課題】 本発明は、成形用原料としてチタンまたはチタン合金の水素化まま粉末を用いて成形体を製造する方法を提供する。
【解決手段】 チタン粉末またはチタン合金粉末を、鉄系もしくはチタンまたはチタン合金製のカプセルに充填率90%以下になるように充填し、300〜850℃でカプセル内を0.133Pa以下に減圧し、その後20℃/min以下の速度で100以下に冷却し、該カプセルを密封した後、該カプセルを1〜50℃/minの加熱速度で800℃以上に加熱して一定時間保持した後、該カプセルを加圧してチタン粉末またはチタン合金粉末を固化成形することを特徴とするチタン製品またはチタン合金製品の製造方法。
(もっと読む)
金属−黒鉛複合材料の製造方法および金属−黒鉛複合材料
【課題】高価な炭素繊維を用いず、得られた高熱伝導性の金属−黒鉛複合材料から黒鉛粉が離脱すると言う問題がなく簡便で高効率、低コストに複合材料の製造方法を提供する。
【解決手段】金属パイプまたは少なくとも一方が開いた孔を1つ以上有する金属棒に、黒鉛粉末と金属粉末からなる複合粉原料を充填し両端を封じた後、延伸ダイスを用いて引抜を1回以上行ない、断面積を減少させることを特徴とする金属−黒鉛複合材料の製造方法。また外面が金属で覆われ、内部が、黒鉛粉末と金属粉末からなり相対密度が80%以上でしかも、黒鉛粉末が、最大外面に対して平行に配向している金属−黒鉛複合材料。
(もっと読む)
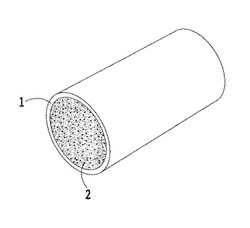
焼結平板の製造方法

【課題】熱間静水圧プレス処理において、その加圧空間を有効に利用した新規の焼結平板の製造方法を提供する。
【解決手段】目的の平板形状に比して投影寸法を縮める如きわん曲部あるいは屈曲部を形成した焼結容器1に原料粉末を充填した後、該焼結容器にHIP処理を施して焼結体を得て、次いで該焼結体を塑性加工によって平板形状とする焼結平板の製造方法である。焼結容器1は、熱間静水圧プレス処理に適用される加圧空間の許容寸法内であり、目的の平板形状は、前記加圧空間の許容寸法を超えた寸法とすることもできる。本発明は、特に大型平板形状が要求されるスパッタリング用ターゲットの製造に対して有効である。
(もっと読む)
垂直磁気記録媒体における軟磁性膜層用合金およびスパッタリングターゲット材並びにその製造方法
【課題】 垂直磁気記録媒体における軟磁性層膜として用いるCo−Fe−Ni系合金およびそれを用いたスパッタリングターゲット材を提供する。
【解決手段】 原子%で、Fe:10〜45%、Ni:1〜25%、Zr,Hf,Nb,Ta,Bの1種または2種以上が、Zr+Hf+Nb+Ta+B/2:5〜10%、(ただし、Bは0%以上7%以下)、Al,Crの1種または2種が、Al+Cr:0〜5%、残部37%以上のCoおよび不可避的不純物よりなり、かつ原子比で、Fe/(Co+Fe+Ni):0.10〜0.50、Ni/(Co+Fe+Ni):0.01〜0.25を満たすことを特徴とする垂直磁気記録媒体における軟磁性膜層用合金およびこれを成膜するためのスパッタリングターゲット材並びにその製造方法。
(もっと読む)
垂直磁気記録媒体における中間層膜製造用Ni−W−B系スパッタリングターゲット材およびこれを用いて製造した薄膜
【課題】 本発明は、垂直磁気記録媒体における中間層膜として用いるNi−W−B系スパッタリングターゲット材合金およびこれを用いて製造した薄膜を提供する。
【解決手段】 at%で、W:1〜20%,B:0.1〜10%を含み、残部Niおよび不可避的不純物からなる垂直磁気記録媒体における中間層膜製造用Ni−W−B系スパッタリングターゲット材。また、上記スパッタリングターゲット材をガスアトマイズ法により作製した原料粉末を固化成形したことを特徴とする垂直磁気記録媒体における中間層膜製造用Ni−W−B系スパッタリングターゲット材の製造方法。さらに上記のスパッタリングターゲット材を用いて製造したNi−W−B系薄膜。
(もっと読む)
高耐摩耗、高靱性高速度工具鋼およびその製造方法
【課題】 粉末冶金法による耐摩耗、耐割損、および耐熱用途に適したロール用高耐摩耗、高靱性高速度工具鋼およびその製造方法を提供する。
【解決手段】 C:2.0〜2.2%、Si:0.5%以下、Mn:0.5%以下、Cr:3.0〜5.0%、Mo:3.0〜6.0%、W:6.0〜9.0%、V:6.0〜8.0%、を含有し、残部Feおよび不可避的不純物よりなり、かつ2Mo+W:15%超〜20%未満であることを特徴とする高耐摩耗、高靱性高速度工具鋼およびその製造方法。
(もっと読む)
超高力アルミニウム粉末合金製メガネ部品及びその製造方法
【課題】高い引張強度と高い耐力を兼ね備え、かつ延性があり、軽くて強い素材であると共に、押出し、鍛造などの加工が可能な超高力アルミニウム合金粉末合金製メガネ部品及びその製造方法を提供すること。
【解決手段】アルミニウム合金粉末合金製メガネ部品の成分を、Zn:7.5〜10質量%、Mg:2.0〜3.5質量%、Cu:0.5〜2.5質量%、Ag:0.01〜0.06質量%、及びFeとSiの合計で0.15質量%以下を含み、残部が実質的にAlからなり、平均粉粒径を30〜60μm、最大粒径を200μm以下とする。上記成分のアルミニウム合金粉末をAl缶に入れ、熱間塑性加工によってメガネ用素材を作製し、次いで、メガネ用素材を冷間加工によってメガネ用部材を作製し、プレス加工,アルマイト処理,塗装処理及び焼付け処理等を行ってメガネ部品を作製する。
(もっと読む)
熱電半導体材料の製造方法
【課題】熱から電気を取り出すもしくは電流を流すことで冷却を行う熱電半導体材料の製造方法に関し、特に、クラックに無い状態で、熱電性能が向上した熱電半導体材料を製造する、熱電半導体材料の製造方法を提供する。
【解決手段】原料粉末を、メカニカルアロイング法により、合金粉末にする工程と、合金粉末を超塑性変形加工する工程とを備え、合金粉末を超塑性変形加工する工程後の合金粉末の平均粒径を、0.1μm以上10μm以下の結晶粒となるようにした。
(もっと読む)
アルミニウム材およびアルミニウム合金材の焼結方法
【解決手段】 アルミニウム粉末の焼結方法は、アルミニウム粉末を提供する工程と、約0.001kPa〜約0.020kPaの範囲の水蒸気分圧を含む窒素雰囲気中で、前記アルミニウム粉末を加熱して、少なくとも約13.8MPaの曲げ強さを持つように焼結させる工程を有する。前記アルミニウム粉末は、加熱工程前または加熱工程中のいずれかに前記アルミニウム粉末の粒子を実質的に変形させるような機械的力による加圧は受けていない。焼結体は、焼結アルミニウム粉末を有する。前記焼結アルミニウム粉末は、少なくとも約13.8MPaの曲げ強さを有する。前記焼結アルミニウム粉末の微細構造には、焼結助剤の使用を示す組成の濃度勾配も、前記アルミニウム粉末の焼結工程前または工程中に機械的力を加えることによって生じる粒子の変形の形跡も認められない。 (もっと読む)
1 - 9 / 9
[ Back to top ]