
Fターム[4K027AB48]の内容
溶融金属による被覆 (10,875) | メッキ浴・メッキ被膜 (3,289) | メッキ浴、メッキ被膜の材料、組成 (1,629) | Al又はAl合金 (202)
Fターム[4K027AB48]に分類される特許
161 - 180 / 202
ブラウン管バンド用高強度Alめっき鋼板及びその製造方法
【課題】適正量の固溶強化元素Si,Mn,P、或いは析出強化元素Ti,Nbを高強度化のために利用し、耐食性並びに成形加工性に優れたブラウン管バンド用高強度溶融Alめっき鋼板を提供する。
【解決手段】C:0.05〜0.18質量%,Si:0.7質量%以下,Mn:0.5〜2.2質量%,P:0.10質量%以下,S:0.015質量%以下,Sol.Al:0.01〜0.10質量%及びCu:0.1〜0.30質量%、さらに必要に応じてTi及びNbの一種又は二種を合計で0.03〜0.12質量%、或いはB:0.0003〜0.0050質量%を含有する鋼板を下地鋼板とし、その上に、必要に応じてFe系電気めっき層を形成した後、溶融Alめっき層を形成する。
(もっと読む)
塗装亜鉛−アルミニウム合金めっき鋼板
【課題】優れた耐食性と耐候性とを併せ持つ塗装亜鉛−アルミニウム合金めっき鋼板を提供する。
【解決手段】25〜75重量%のアルミニウムと、0.01〜5.0重量%のマグネシウムと、アルミニウムの含有量に対して0.5重量%以上のケイ素とを含有する亜鉛−アルミニウム合金めっき層が形成された亜鉛−アルミニウム合金めっき鋼板に、ガラス繊維を含有する塗膜を設ける。この塗膜の外層に、環状脂肪族多塩基酸と脂肪族多価アルコールとから成り、且つ芳香族成分を含まないポリエステル樹脂と、紫外線吸収剤及び光安定剤のうち少なくとも一方とを含むクリア塗膜を設ける。
(もっと読む)
深絞り用高強度冷延鋼板、深絞り用高強度溶融めっき鋼板及びその製造方法
【課題】380MPa以上、540MPa未満の引張り強さで、自動車分野、特に燃料タンク用途に適用可能なプレス成形性を有し、且つ優れた耐二次加工脆性及び溶融継手効率を有する深絞り用高強度冷延鋼板、深絞り用高強度溶融めっき鋼板及びその製造方法を提供する。
【解決手段】冷延鋼板を、質量%で、C:0.0005〜0.040%、Si:0.05〜0.30%、Mn:1.2〜3.0%、P:0.005〜0.05%、Ti:0.01〜0.060%、Nb:0.01〜0.05%、Al:0.10〜0.90%、B:0.0005〜0.0050%、N:0.0010〜0.0070%を含有し、残部がFe及び不可避的不純物からなり、下記数式(A)により表されるT*が0.04%未満である組成とし、更に、引張り強さTS(MPa)の絶対値が、P含有量(%)の絶対値の1×104倍以上になるようにする。 (もっと読む)
(もっと読む)
深絞り用高強度鋼板及び溶融めっき鋼板
【課題】自動車分野、特に燃料タンク用途に適用可能なプレス成形性を有し、且つ耐二次加工脆性及び溶融継ぎ手効率が優れた深絞り用高強度鋼板、溶融めっき鋼板及びその製造方法を提供する。
【解決手段】重量%で、C:0.0005〜0.005%、Si:0.05〜0.50%、Mn:1.2〜3.0%、P:0.005〜0.05%、Ti:0.02〜0.080%、B:0.0005〜0.0050%、Al:0.10〜0.90%、N:0.0010〜0.0080%を含有し、残部がFe及び不可避的不純物からなり、P含有量(%)を[P]、Ti含有量(%)を[Ti]、N含有量(%)を[N]としたとき、下記数式(1)により表されるT*が0.04%未満、且つ引張り強さTS(MPa)の絶対値がPの重量%の絶対値の104以上である深絞り用高強度冷延鋼板。 (もっと読む)
(もっと読む)
アルミニウム材料に対するスポット溶接性に優れた溶融アルミニウムめっき鋼板
【課題】アルミニウム材料とのスポット溶接性に優れ、490N級以上の高強度溶融アルミニウムめっき鋼板を提供する。
【解決手段】C:0.05〜0.18%,Si:1.50%以下,Mn:0.8〜2.5%,P:0.05%以下,S:0.02%以下,Mg:0.001〜0.02%,sol.Al:0.005%以下,N:0.0030〜0.0150%を含む鋼材を基材とし、微細なマグネシウム酸化物が分散したAlN濃化層が基材/めっき層の界面に生成した溶融アルミニウムめっき鋼板である。基材は、Ti及び/又はNb:0.02〜0.1%,Mo:0.3%以下,B:0.0030%以下の一種又は二種以上を含むことができる。
(もっと読む)
アルミニウム材料とのスポット溶接性に優れた溶融アルミニウムめっき鋼板
【課題】アルミニウム材料とのスポット溶接性に優れ、490N級以上の高強度溶融アルミニウムめっき鋼板を提供する。
【解決手段】C:0.05〜0.18%,Si:1.50%以下,Mn:0.8〜2.5%,P:0.05%以下,S:0.02%以下,Mg:0.001〜0.02%,sol.Al:0.015%以下,N:0.0060〜0.0150%を含む鋼材を基材とし、AlN濃化層が基材/めっき層の界面に生成した溶融アルミニウムめっき鋼板である。基材は、Ti及び/又はNb:0.02〜0.1%,Mo:0.3%以下,B:0.0030%以下の一種又は二種以上を含むことができる。
(もっと読む)
Zn系合金めっき鋼材
【課題】 各種の研磨により灰白色外観を有する亜鉛系めっき鋼板において、クリア塗装皮膜との密着性に優れて高耐食性な亜鉛系合金めっき鋼材を提供すること。
【解決手段】 めっき層の表面が研削紙により一方向に研削されたヘアライン外観、No.4マット仕上げ、あるいは金属ショットやビーズでブラスト処理された梨地外観を有し、めっき付着量が10〜300g/m2で、めっき組成がAlを5〜60質量%、Mgを1〜5質量%、Siを0.01〜2質量%含有し、残部がZn及び不可避的不純物からなるめっき層の表層に、金属成分の質量割合がAlを40〜80質量%、Mgを5〜20質量%、残部がZnおよび不可避的不純物金属成分からなる酸化物、水酸化物、酸化物と水酸化物混合物のいずれかからなる酸化物層が付着量として0.1mg/m2から50mg/m2存在する、クリア塗装との密着性に優れ、灰白色外観を有するZn系合金めっき鋼材。
(もっと読む)
加工性に優れた溶融Al系めっき鋼板及びその製造方法
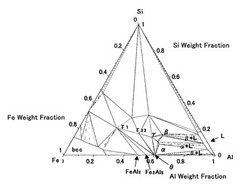
【課題】 本発明は、Alめっき鋼板を製造する際の合金層の厚みを減じることで、加工性、加工後耐食性を向上させるもので、同時に不めっきを低減することも可能である。こうして総合的に極めて優れた特性を有する溶融Alめっき鋼板を製造することが可能となる。
【解決手段】 鋼板を連続溶融Alめっきするに際し、Alめっき浴中のSi量(質量%)、浴温(℃)を以下に示す四辺形ABCD内の内部とし、浴温をT℃としたときに、Alめっき浴中のFe量を0.03T−17.6質量%以上とすることを特徴とする、加工性に優れた溶融Alめっき鋼板の製造方法。
A(4.2%、635℃),B(7%、635℃),C(10%、680℃),D(6.5%、680℃)
(もっと読む)
耐食性に優れた鋼管及びその製造方法

【課題】より向上した耐食性を有するように表面にメッキ処理された耐食性に優れた鋼管及びその製造方法を提供すること。
【解決手段】造管過程により形成された鋼管を予熱する第1段階;上記の予熱された鋼管の温度を所定の温度以上に維持させ、還元雰囲気を提供する第2段階;55質量%のアルミニウムと43.4〜44.9質量%の亜鉛を含む合金を溶融させ、上記の溶融された合金を上記鋼管の表面にメッキする第3段階;上記の鋼管を冷却させる第4段階;及び、上記鋼管の表面に樹脂をコーティングする第5段階を含んで行われる、耐食性に優れた鋼管の製造方法を提供する。
(もっと読む)
鋼管の製造装置及び製造方法
【課題】より向上した耐食性を持つように表面にメッキ処理された鋼管を製造すること。
【解決手段】発明による鋼管の製造装置は、鋼板を鋼管に造管する造管装置と、上記造管装置と単一のラインで連結され、上記鋼管を高温で加熱して熱処理する熱処理装置と、上記鋼管を徐冷しながらアニーリングして還元雰囲気を提供する前処理装置と、及びアルミニウムと亜鉛を含むセアリウム(SeAHLume)合金が溶融された状態で貯蔵されるポットと、上記の溶融された合金のレベルを調節するように、上記の溶融された合金中に選択的に挿入されるレベルブロックと、上記レベルブロックの挿入により上記の溶融された合金が流入され、上記鋼管が実質的に垂直に貫通するように配置されたメッキ部を含むメッキ装置を含んでいる。
(もっと読む)
連続溶融めっき設備
【課題】 二種の金属からなる溶融金属を帯板に連続溶融めっきしても、常に目的とする組成の被覆層を容易に形成できる設備を提供する。
【解決手段】 亜鉛101を空中ポット11へ供給する第一の組成金属供給手段14a〜14cと、アルミニウム102を空中ポット11へ供給する第二の組成金属供給手段15a〜15cと、空中ポット11内の溶融金属100の組成金属濃度を計測する分析装置18と、帯板1の表面に形成される被覆層中のアルミニウムの濃度が目的の値となる空中ポット11内の溶融金属100のアルミニウム102の濃度を予め求められた相関関係から求め、求められた濃度となるように、分析装置18からの情報に基づいて、第一,二の組成金属供給手段14a〜14c,15a〜15cを制御して空中ポット11内へ供給する亜鉛101及びアルミニウム102の供給量を調整する制御装置19とを備えた。
(もっと読む)
溶融めっき鋼板の製造方法
【課題】 エッジオーバーコートの発生を防止し、溶融めっき後にコイル状に巻取ったときの巻取形状に優れ、巻取り巻き戻し後における耳波等を生じることのない溶融めっき鋼板の製造方法を提供する。
【解決手段】 めっき浴に浸漬後引上げられた状態の鋼板21aの表面に対してガスワイピングノズル27a,27bからガスを吹付けてめっき付着量の調整を行う溶融めっき鋼板の製造方法において、溶融めっきされた鋼板21aの幅方向における少なくとも中央部付近とエッジ付近とにおける厚さを厚さ測定手段28で測定し、中央部付近の厚さよりもエッジ付近の厚さが大きいとき、エッジ付近の厚さと中央部付近の厚さとの差が小さくなるように、またはエッジ付近の厚さが中央部付近の厚さ以下になるように、ガスワイピングノズル27a,27bの動作を制御する。
(もっと読む)
アルミニウム−亜鉛合金めっき鋼材及びその製造方法
【課題】加工部の耐食性に優れ、生産時の歩留まりが良く、且つ高い生産効率にて低コストで生産することができるアルミニウム−亜鉛合金めっき鋼材を提供する。
【解決手段】鋼材の表面にアルミニウムを25〜70質量%含有するアルミニウム−亜鉛合金めっき皮膜が形成されている。前記鋼材は構成成分として硫化銅を含有すると共に前記めっき皮膜には硫化銅が含有されている。かかるアルミニウム−亜鉛めっき合金鋼材は硫化銅を含有する鋼材をめっき浴に浸漬することで鋼材から硫化銅を溶出させてこれを鋼材に付着するめっき融液に含有させることで容易に製造することができる。まためっき皮膜中における硫化銅はめっき融液が凝固する際の凝固核として機能し、これによりめっき皮膜に現出するスパングルの微細化がなされ、加工時の耐食性が向上する。
(もっと読む)
金属ストリップの溶融メッキ法及び装置
【課題】
従来技術の欠点を克服することを可能とする金属ストリップの溶融メッキ法及びそれに関連する装置の提供。
【解決手段】
本発明は、金属ストリップ(1)を、炉(2)、及び金属ストリップ(1)の送り方向(F)で後に続くロール室(3)を通って、溶融したメッキ用金属(4)を収容した容器(5)に該容器(5)の底部領域の開口(6)を通して案内し、その際に該容器(5)の底部領域に、容器(5)中のメッキ用金属(4)を押し留めるために電磁場を発生させる、金属ストリップを溶融メッキする方法において、ロール室(3)中において少なくとも2つの相前後して区分された区域(7、8)中に異なる気圧雰囲気を維持することを特徴とする、上記方法に関する。  (もっと読む)
(もっと読む)
プレス焼入れ部品及びその製造方法
本発明は、プレス焼入れ部品、より詳細には自動車の車体のプレス焼入れ部品を製造する方法に関し、該部品は、前記方法により製造されるプレス焼入れ部品の他に、非焼入れの、高温で変形可能な鋼板製半製品(2)で構成される。本発明的方法は様々な工程を含む。半製品(2)は、第1被膜(33)でプレコートされており、冷間成形法、特に絞り加工によって部品ブランク(10)を成形するのに使用される。部品ブランク(10)の縁端側は、製造される部品(1)にほぼ一致する輪郭形状(12’)を形成するよう切断される。切断された部品ブランク(17)は、熱間成形器具(23)内で加熱されかつプレス焼入れされる。その後、プレス焼入れされた部品ブランク(18)には、被覆工程で第2の耐食被膜(34)が施される。  (もっと読む)
(もっと読む)
溶融亜鉛めっき鋼板の製造方法
【課題】本発明は、無酸化炉方式の溶融亜鉛めっきラインを用い、従来より「不めっき」を格段に低減し、製品歩留りの向上が可能な溶融亜鉛めっき鋼板の製造方法を提供することを目的としている。
【解決手段】鋼板を、無酸化加熱帯及び還元焼鈍帯を順次経由させた後、亜鉛めっき浴に浸漬し、溶融亜鉛めっき鋼板を製造する方法を改良した。具体的には、前記無酸化加熱帯の雰囲気がCO/CO2で0.35〜0.45に、且つ該無酸化加熱帯の出側で板温が700℃以下になるように、該無酸化加熱帯の雰囲気を調整することを特徴とする溶融亜鉛めっき鋼板の製造方法である。この場合、前記無酸化加熱帯よりスナウトまでのライン内に蓄積するスケール量を、通過鋼板量1トン当たり4g以下に抑えると一層好ましい。
(もっと読む)
塗料密着性、塗装後耐食性に優れたAl系めっき鋼板及びこれを用いた自動車部材並びにAl系めっき鋼板の製造方法
【課題】 高温成形後に1200MPa以上の強度を得ることができ、かつ、塗料密着性、塗装後耐食性に優れたAl系めっき鋼板及びこれを用いた自動車用部品並びにAl系めっき鋼板の製造法を提供する。
【解決手段】 Al系めっき層中のアルカリ元素の含有量をX(質量%)、アルカリ土類元素の含有量をY(質量%)としたときに、X+0.5Yが0.05質量%以下であることを特徴とする塗装後耐食性に優れた溶融Al系めっき鋼板。鋼成分として質量%で、C:0.1〜0.3%、Mn:0.6〜3%を含有することが望ましい。このような成分を有するAl系めっき鋼板を熱間プレスすることで非常に高い強度と優れた塗装後特性を両立する自動車部品の製造が可能となる。
【効果】 本発明によると、Al系めっき鋼板を使用して熱間プレス工法により高強度部材を製造することができ、なお、かつ安定した塗装後耐食性を得られるためその工業的意義は極めて大きい。
(もっと読む)
金属被覆スチールストリップ
ストリップの少なくとも一面に金属コーティングを有するスチールストリップが開示されている。このストリップは、コーティングがマグネシウムを含むアルミニウム−亜鉛−ケイ素合金を含み、コーティングが小さいサイズのスパングルを有することを特徴とする。  (もっと読む)
(もっと読む)
金属ストランドの溶融金属浸漬被覆のための方法および装置
【解決手段】 本発明は、金属ストランド1、特に鋼ストリップの溶融金属浸漬被覆のための方法であって、この方法の場合、この金属ストランド1が、垂直方向に、溶融された被覆金属2を収容する容器3を通って、および、所定の高さHの、前方に接続されている案内通路4を通って貫通案内され、その際、この容器3内における被覆金属の抑制のために、この案内通路4の領域内において、電磁的な場が、少なくとも2つの、この金属ストランド1の両側に設けられた誘導子5を用いて形成される様式の上記方法に関する。被覆溶湯槽を沈静するために、本発明により、被覆金属2の予め設定された容積流量Qが、案内通路4に、この案内通路の高さ延長Hの範囲内において供給される。更に、本発明は、金属ストランドの溶融金属浸漬被覆のための装置に関する。  (もっと読む)
(もっと読む)
溶融めっきされた熱間圧延スチールストリップを制御により減厚させる方法及び当該方法で使用される装置
本発明は熱間圧延されたスチールストリップを溶融めっきするための方法に関し、スチールストリップは酸洗いステーション、すすぎステーション、乾燥ステーション、加熱炉及び次に融解浴を通過する。溶融めっきスチールストリップの最終厚さ及び厚さ許容差が加工ラインの圧延機スタンドにおける制御された減厚によって実現される。ここで、圧延機スタンドの出口に位置した少なくとも1つの厚さゲージが最終厚さが実現されたかをチェックし、これより上方又は下方のずれが圧延機スタンドの調節のために制御信号としてフィードバックされ、それで減厚が対応して増加又は減少する。本発明は前記スチールストリップを製造するための装置にも関する。 (もっと読む)
161 - 180 / 202
[ Back to top ]