
Fターム[4K027AB48]の内容
溶融金属による被覆 (10,875) | メッキ浴・メッキ被膜 (3,289) | メッキ浴、メッキ被膜の材料、組成 (1,629) | Al又はAl合金 (202)
Fターム[4K027AB48]に分類される特許
81 - 100 / 202
Zn−Al系めっき鋼板およびその製造方法
【課題】耐食性とプレス成形性に優れたZn−Al系めっき鋼板を提供する。
【解決手段】Zn−Al系めっき鋼板表面に、アルカリ性溶液による表面活性化処理を行った後、フッ素を含有(例えば、弗酸を所定量添加)し、pHが0.5〜3.0であり、pH緩衝作用を有する酸性溶液を接触させ、次いで、1〜60秒間保持した後、水洗および乾燥を行う。以上により、めっき鋼板表面に、ZnおよびAlを含む酸化物層が形成され、課題が解決される。
(もっと読む)
溶融Al−Zn系めっき鋼板およびその製造方法

【課題】優れたプレス加工性を有する溶融Al−Zn系めっき鋼板およびその製造方法を提供する。
【解決手段】めっき皮膜中のAl含有量が20〜95mass%である。そして、前記めっき皮膜中のSi含有量が前記Al含有量に対して5mass%以上である。さらに、めっき皮膜は、上層と下地鋼板との界面に存在する合金相からなり、上層中には非固溶Siを前記めっき皮膜中の前記Al含有量に対して3mass%以上含有する。このように、非固溶Siを多くすることで、クラックの数が増加し各クラックの開口巾が小さくなり、摺動によるめっき剥離の起点になりにくくなり、結果としてプレス加工性が向上する。
(もっと読む)
ホットプレス成型方法、成型品および自動車用部品

【課題】ホットプレス成型に起因するめっき層の寄りを十分に防止することができ、しかも、ホットプレス成型を効率よく行うことができ、優れた生産性が得られるホットプレス成型方法を提供する。
【解決手段】3〜15質量%のSiを含み、残部がAlと不可避的不純物とからなるめっき層が表面に形成されためっき鋼板をホットプレス成型するためのホットプレス成型方法であって、通電加熱方式または誘導加熱方式により、前記めっき鋼板に下記式(1)(ただし、式(1)中におけるtはめっき層の厚み寸法(μm)を示し、Iは電流密度(A/mm2)を示す。)を満たす電流密度で電流を印加して前記めっき鋼板をオーステナイト領域以上の温度まで加熱し、プレス加工成形することを特徴とするホットプレス成型方法。I≦(23−t)/0.0718 ・・・ (1)
(もっと読む)
浸漬金属被覆槽の出口で被覆液体金属を脱液するための方法及び装置
本発明は浸漬金属被覆槽の出口で縦方向に連続的にスクロールされる鋼ストリップの両面から被覆液体金属を脱液する方法に関する。本発明の方法では、ストリップが槽から出るとき、被覆液体金属で覆われた前記ストリップは磁場にさらされていない領域から静磁場にさらされている別の領域へと移動させられる。ただし、前記静磁場は前記ストリップの両側に互いに向き合うように配置されている磁気部材の極の間に形成されており、前記静磁場の磁力線は、被覆液体金属が相関的に磁場変化にさらされ、この磁場変化によって液体金属のスクロール方向とは逆方向の力が前記液体金属上に生じるように、少なくとも前記ストリップの縦方向の最小の長さにわたって交差している。 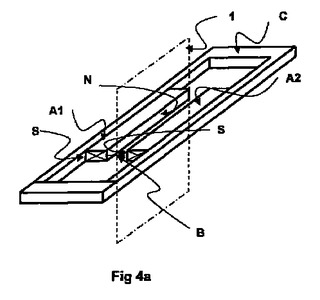 (もっと読む)
(もっと読む)
鋼材とアルミニウム材料のろう付け接合構造およびろう付け方法
【課題】鋼材とアルミニウム材料とのろう付けにおいて、昇温・降温を繰り返した場合の接合界面での耐久性を安定して顕著に向上させることができる手法を提供する。
【解決手段】Alめっき鋼材とアルミニウム材料を融点が550℃未満のAl−Cu−Si系合金組成のろう材を用いてろう付けした接合構造であって、鋼材側から順に、鋼素地、Al−Fe−Si系合金層、Al素地により構成され、前記Al−Fe−Si系合金層は下記(1)の条件好ましくはさらに下記(2)を満たすものである鋼材とアルミニウム材料のろう付け接合構造。
(1)Al−Fe−Si系合金層の平均厚さが15μm以下であること
(2)Al−Fe−Si系合金層は、Cu濃度が高いA相とCu濃度が低いB相の2相が混在したものであること
(もっと読む)
ホットプレス用めっき鋼板及びその製造方法
【課題】ホットプレス用めっき鋼板及びその製造方法において、低めっき付着量でも優れた耐食性を確保するとともに、生産性を向上させる。
【解決手段】本発明によれば、鋼板表面に被覆されたAlめっき層と、前記Alめっき層と前記鋼板との間に位置するFe−Al合金層と、を有し、前記Alめっき層の厚みは3μm以上10μm以下であり、前記Fe−Al合金層の厚みは6μm以上であり、前記Alめっき層の厚みと前記Fe−Al合金層の厚みとの和は10μm以上30μm以下であり、前記Alめっき層と前記Fe−Al合金層との界面の中心線平均粗さRaが0.6μm以上3μm以下であることを特徴とする、ホットプレス用めっき鋼板が提供される。製造方法としては、ボックス焼鈍炉内で、酸素:体積3%以上を含有する雰囲気下で温度:450〜600℃、保定時間:1〜50時間、温度積分値450〜20000℃・時間の条件で加熱する。
(もっと読む)
めっき外観と乾湿繰り返し環境下での耐食性に優れたZn−Al−Mg系めっき鋼板およびその製造方法
【課題】めっき外観に優れ、かつ乾湿繰り返し環境下での優れた耐食性を有する溶融Zn−Al−Mg系めっき鋼板およびその製造方法を得る。
【解決手段】鋼板の少なくとも片面に、Al:4〜15質量%、Mg:2〜10質量%残部が亜鉛および不可避的不純物からなるめっき層を有し、上記めっき層は、めっき表層に露出部を有するMg−Zn系化合物1を、めっき表層面における面積率で5〜50%含有すると共に、上記めっき層中に、めっき層と地鉄との界面からめっき表層方向に向けて凝固したAl晶2を有する一方、めっき層の厚さ方向断面において、上記界面からめっき表層の間に上記Al晶2が非存在である部分が、該断面の幅方向長さの10%〜50%を占めたものとする。
(もっと読む)
塗装後耐食性に優れた高強度自動車部材およびホットプレス用めっき鋼板
【課題】塗装後耐食性が従来の防錆鋼板であるGAと同等となり、かつ1500MPa急の高強度を有する高強度自動車部品およびそれに用いるホットプレス用めっき鋼板を提供する。
【解決手段】鋼成分として質量%でC:0.1〜0.4%、Si:0.01〜0.6%、Mn:0.5〜3%、Ti:0.01〜0.1%、B:0.0001〜0.01%、Cr:0.01〜1%を含有し、残部がFe及び不可避的不純物よりなる鋼板の最表面に、Fe2Al5、FeAl2を主体とする相を10μm以上有し、その底部にAl濃度が40%以下の相を有することを特徴とする、塗装後耐食性に優れた高強度自動車部材。該Fe2Al5、FeAl2を主体とする相中に40%以下の相が分散していてもよい。
(もっと読む)
溶融Al合金めっき鋼材
【課題】従来の溶融Alめっきと、同等、又は、それ以上の十分な耐食性を有し、なおかつ耐疵つき性に優れためっき鋼板を提供する。
【解決手段】元素群Xを{Ni、元素群A(ただし、元素群Aは、La、Ce、Yとする。)、Ca}とした時、元素群Xより選択される元素の1種又は2種以上を、合計で1原子%以上、30原子%以下(ただし、Niは、0.5原子%以上、15原子%以下、元素群Aから選択される元素の合計は、0.5g原子%以上、10原子%以下、Caは、0.5原子%以上、15原子%以下を満たす。また、元素群Aから選択される元素とCaを同時に添加する場合、それぞれの濃度は、5%を超えない。)含有し、残部がAlと不可避不純物からなるめっき層を有することを特徴とする溶融Al合金めっき鋼材。
(もっと読む)
塗装後耐食性に優れた自動車部材及び熱間プレス用Alめっき鋼板
【課題】塗装後耐食性に優れた自動車部材及び熱間プレス用Alめっき鋼板を提供する。
【解決手段】特定の鋼成分を有し、体積%で90%以上がマルテンサイトである鋼材の表面に複数の相からなるAl−Fe金属間化合物層を有し、更にその表面に厚みが0.05〜1μmの酸化膜を有し、Al−Fe金属間化合物層と鋼材の界面にAlを含有し厚みが2.5〜10μmのbcc層を有することを特徴とする、耐食性に優れた自動車部材及び熱間プレス用Alめっき鋼板。
(もっと読む)
外観が改善された被覆金属ストリップを製造する方法
本発明は、腐食防止金属コーティングを有する金属ストリップを製造する方法に関し、方法は、金属ストリップを、2から8重量%のアルミニウム、0から5重量%のマグネシウム、および0.3重量%以下の合金元素を含み、残部は亜鉛および不可避の不純物を含み、350から700℃の温度で維持された溶融金属浴に浸漬することと、被覆金属ストリップを、ストリップの両面にノズルがガスを噴霧することによって乾燥することと、コーティングの完全な凝固まで、制御された方法でコーティングを冷却し、前記冷却は、乾燥後の温度とコーティングの凝固開始との間で15℃/s未満の速度で行われ、次いで、コーティングの凝固の開始と終了との間で15℃/s以上の速度で行われることとからなるステップを含む。本発明は、また、前記方法を使用することによって得ることが可能な金属ストリップ、および前記ストリップの変形によって得られた金属部品に関する。 (もっと読む)
耐リジング性に優れた低比重高強度鋼板、低比重高強度メッキ鋼板及びこれらの製造方法
【課題】自動車軽量素材として適する600MPa以上の引張強度を有し、延性に優れ、さらに耐リジング性に優れたフェライト系低比重高強度鋼板、およびその製造方法を提供する。
【解決手段】本発明の低比重高強度鋼板は、C:0.2〜0.8重量%、Mn:2〜10重量%、P:0.02重量%以下、S:0.015重量%以下、Al:3〜15重量%、N:0.01重量%以下を含有し、残部がFeおよび不可避の不純物からなり、前記Mnと前記Alの重量比Mn/Alが0.4〜1.0であり、かつ、組織内の残留オーステナイトが1重量%以上としている。さらに、Si、Cr、Mo、Ni、Cu、B、Ti、Zr、Nb、W、Sb及びCaから選択される1種上を特定量含むのが好ましい。この鋼板表面に、メッキ層を片面当たり10〜200μmの厚さで含む低比重高強度亜鉛メッキ鋼板とすることが出来る。
(もっと読む)
溶融金属めっき鋼板のめっき付着量計測方法及びめっき付着量計測装置
【課題】めっき後の鋼板に付着しためっき量を高精度に計測し、めっき付着量の精度、めっきの安定性を向上させることが可能な溶融金属めっき鋼板のめっき付着量計測方法及びめっき付着量計測装置を提供する。
【解決手段】溶融金属浴13中に連続して通過させて引き上げためっき鋼板22の両面に対して、ワイピングノズル14により溶融金属の付着量を制御する溶融金属めっき鋼板22の製造装置において、溶融金属浴13の入側における鋼板2の幅方向の板厚分布と、ワイピングノズル14の出側におけるめっき鋼板22の幅方向の板厚分布とをそれぞれ検出し、めっき前の鋼板21の板厚とめっき鋼板22の板厚との差から、めっきの付着量の幅方向の分布を算出する構成とした。
(もっと読む)
溶融金属めっき鋼板の製造方法及び製造装置
【課題】鋼板の板厚分布に応じて最適なめっきを行うことにより、歩留まりの向上、製造コストの低減、製品の品質向上が可能である溶融金属めっき鋼板の製造方法及び製造装置を提供する。
【解決手段】溶融金属めっき浴13の入側で鋼板21の幅方向の板厚分布を連続的に測定し、測定した溶融金属めっき浴13の入側における鋼板21の幅方向の板厚分布に基づいて、予め設定しためっき前の鋼板の幅方向の板厚分布とめっき厚との関係に基づき、めっきの付着量を調整するようにした。
(もっと読む)
ホットプレス部材及びその製造方法
【課題】ホットプレス部材及びその製造方法において、低めっき付着量でも優れた耐食性を確保するとともに、生産性を向上させる。
【解決手段】本発明によれば、表面に、FeAl2、Fe2Al5、FeAl3、FeAl及びAl固溶α−Feからなる群より選択される少なくとも2種以上の金属間化合物を含有する被覆層を有し、前記被覆層は、Al濃度が所定濃度超の領域中に、Al濃度が所定濃度以下の領域が分散された単層構造であるホットプレス部材が提供される。
(もっと読む)
耐食性に優れるワイパーアームおよびワイパーブレードならびにこれらの製造方法
【課題】耐食性に優れるワイパーアームおよびワイパーブレードを提供すること。
【解決手段】鋼板の上に塗膜を有する塗装鋼板を構成材料として含むワイパーアームまたはワイパーブレードであって、前記ワイパーアームまたはワイパーブレードは前記塗装鋼板を加工してなり、前記鋼板は溶融Znめっき鋼板、溶融Zn−Al合金めっき鋼板または溶融Zn−Al−Mg合金めっき鋼板であり、前記塗膜はワイパーアームまたはワイパーブレードに加工される前の鋼板の両面に形成されたプライマー塗膜と、前記プライマー塗膜の上に前記加工の後に形成されたポストコート塗膜とを有し、前記プライマー塗膜の表面張力は35〜75mN/mである、ワイパーアームまたはワイパーブレード。
(もっと読む)
断熱鋼板及び金属製真空二重容器
【課題】 金属製真空二重容器の製造に用いることのできる、又は、引っ張り変形を伴う加工用途に用いることのできる、断熱性に優れかつ加工性に優れる断熱鋼板及びその製造方法、断熱性に優れる金属製真空二重容器を提供する。
【解決手段】 鋼板厚みをtとし、鋼板面の表面から1/7tの間に孤立した空隙を有し、1/7t〜1/2tの間においてαFe相の鋼板面に対する{222}面集積度が20〜99%である断熱鋼板である。この断熱鋼板を材料として成形加工した場合にも空隙がつぶれることがない。よって、成形加工しても断熱性が確保され、特に金属製真空二重容器の素材として用いたときに良好な断熱性を有する金属製真空二重容器を形成することができる。
(もっと読む)
良好な外観を有する溶融アルミめっき鋼板の製造方法
【課題】アルミめっき浴中のSi%などの操業条件が変化しても安定してめっき表面の模様の発生を抑制し、良好な外観を有する溶融アルミめっき鋼板の製造方法を提供する。
【解決手段】連続式溶融アルミめっきラインにおいて、SiおよびCaを含有する溶融アルミめっき浴から引き上げられる鋼板のめっき付着量を調整した後、めっき層の初晶温度から共晶温度までの冷却速度CRが下記(A)式を満足することを特徴とする、良好な外観を有する溶融アルミめっき鋼板の製造方法。0.9×CRpre≦CR≦1.1×CRpre・・・(A)ここに、CRpre=f(Si%、Ca%)=4.9×10-3×LS×(659.05e−0.0096Si%+500Ca%-577)CRpre:プレAJC設定冷却速度(℃/sec)LS:ラインスピード(mpm)Si%:めっき浴中Si濃度(質量%)Ca%:めっき浴中Ca濃度(質量%)
(もっと読む)
表面が梨肌模様の溶融アルミニウムめっき鋼板の製造方法
【課題】溶融アルミニウムめっき鋼板表面の全面にわたって、めっきむらが無く、プレス後にスパングルの浮き出しが発生しない優れた外観を得ることができる溶融アルミニウムめっき鋼板の製造方法を提供する。
【解決手段】Si:3〜15質量%を含み残部はAlと不可避的不純物からなる溶融アルミニウムめっきを施した鋼板表面のスパングル径を0.1mm〜10mmに調整した後、スキンパス圧延機のNo.1スタンドのロール粗度Ra1:0.1μm〜0.5μmとしてスキンパス圧延した後に、No.2スタンドのロール粗度Ra2:1.5μm〜4.0μmとしてスキンパス圧延を行うことを特徴とする、表面が梨肌模様の溶融アルミニウムめっき鋼板の製造方法。
(もっと読む)
電池ケース用改質Al系めっき鋼材並びに電池ケースおよびリチウムイオン二次電池
【課題】正極ケース型リチウムイオン二次電池のケース材料に適した安価な材料を提供する。
【解決手段】上記課題は、溶融Al系めっき層を持つ鋼材を加熱処理した鋼材であって、鋼素地の上にFe−Al系合金層が連続的に形成されている電池ケース用改質Al系めっき鋼材によって達成される。具体的には、めっき付着量5〜100g/m2好ましくは15〜60g/m2の溶融Al系めっき層を持つ鋼材を450℃以上かつめっき金属の液相線温度未満の温度域で5分〜10時間加熱処理することにより、鋼素地の上にFe−Al系合金層を成長させて改質Al系めっき層を形成したものが好適な対象となる。Fe−Al系合金層の上にはめっき金属層が存在していても構わない。
(もっと読む)
81 - 100 / 202
[ Back to top ]