
Fターム[4K034AA10]の内容
熱処理一般;主に搬送、冷却 (3,884) | 目的、効果 (713) | 被処理物の変動への対応 (129) | 形状の変化 (69)
Fターム[4K034AA10]に分類される特許
1 - 20 / 69
被処理物の焼入装置
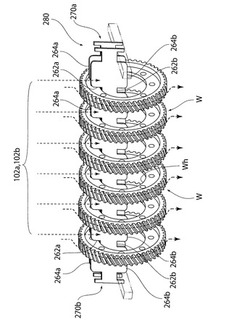
【課題】載置台に吊下げ状態で保持された被処理物を冷却槽内に浸漬して冷却する際に姿勢を安定化させ、上下段での焼入歪差を低減する。
【解決手段】冷却槽100が、パレット80の下降位置における冷却油102に下方を向く循環流102a,102bを起生させる少なくとも一対の攪拌装置104a,104bが配置されて成り、吊下げ治具は、長手方向に複数の掛止溝262aを均等間隔に設けて掛止溝262aに歯車の取付孔Wh内周縁上部を少なくとも2点で支持する櫛歯状の横長トレー280と、横長トレー280の両端に設けられパレット80に立設した一対の支持部に掛止される掛止部270a、270bとを備えている。
(もっと読む)
被処理物の焼入装置

【課題】載置台に多段に積層載置した被処理物を冷却槽内に浸漬して冷却する際に上下段での焼入歪差を低減する。
【解決手段】冷却槽100が、エレベータ15によってパレット80が下降する際に、冷却槽100内の下降位置における冷却油102に昇降軸線18に沿って下方を向く循環流102a,102bを起生させる攪拌装置104a,104bが配置され、冷却槽100内の底面には昇降軸線18側から前記攪拌装置に向く流れを形成するダクト108a〜108eが対称位置に配置されている。
(もっと読む)
熱処理治具および熱処理装置
【課題】本発明は、浸窒焼入れ処理において、浸窒処理および焼入れをワーク表面に均一に施して、ワークに変形不良が生じることを防止することができる熱処理治具および熱処理装置を提供するものである。
【解決手段】複数のワークWが載置され、熱処理炉1内にて前記ワークWの熱処理を行う際および前記ワークWを冷却油に浸漬する際に用いられる熱処理治具2であって、前記ワークWが載置される治具本体21と、前記治具本体21の側面外周を覆う側壁22とを有し、前記側壁22は、その上部および下部が前記治具本体21に対して固定されている。
(もっと読む)
焼入方法および焼入治具
【課題】熱処理歪みの発生を抑制したい部位がワークの内側に複数設定されるような場合において、熱処理歪みの発生を確実に抑制することができる焼入方法およびそれに用いる焼入治具を提供する。
【解決手段】焼入温度まで加熱したワーク10を焼入液たる焼入液8に浸潰させるときに、焼入液8を蒸発させて蒸気膜7を発生させるための手段である蒸気膜発生部2を、ワーク10の熱処理歪みの発生を抑制したい部位たる目標部位γの近傍に配置し、蒸気膜発生部2により蒸気膜7を発生させて、該蒸気膜7で目標部位γを包囲しつつ、ワーク10を焼入する。
(もっと読む)
熱処理装置及び熱処理方法
【課題】ローラライン上に加熱炉及び冷却ゾーンを設置して連続的な熱処理を行うローラハース連続炉ローラライン上に、加熱炉及び冷却ゾーンを設置して連続的に熱処理を行うようにした熱処理装置において、ワークの加熱もしくは冷却により生じる熱変形を最小限に抑制することができる。
【解決手段】回転するローラ上にワークHEを載置して搬送するローララインを設け、該ローラライン上に搬送方向上流側から加熱炉及び冷却ゾーンを配設し、加熱炉内の高温雰囲気温度でワークHEを一定時間保持した後に、冷却ゾーンで冷却することで熱処理を行う熱処理装置において、加熱炉内の炉内空間21もしくは冷却ゾーンの冷却空間でワークHEを搬送方向及び逆方向へオシレートしながら加熱もしくは冷却する。
(もっと読む)
焼入れ装置
【課題】金属部品の成形および焼入れのための設備に要するコストを低減でき、酸化スケールの生成を防止できながら、高強度かつ高品質な金属部品を得ることができる、焼入れ装置を提供する。
【解決手段】クランプ機構6(下クランプ部材7および上クランプ部材8)により金属部品2が挟持され、その金属部品2の焼入れ対象部分51の両側に第1電極34の接点部41および第2電極36の接点部46が当接される。この状態で、電源43がオンされて、第1電極34および第2電極36間に金属部品2を介して電流が流される。これにより、焼入れ対象部分51にジュール熱が発生し、焼入れ対象部分51が加熱される。その後、焼入れ対象部分51に下冷却型14および上冷却型25が当接され、焼入れ対象部分51が冷却されつつ型締めされる。
(もっと読む)
熱処理の方法及びこれに用いるコイル保持用治具
【課題】コイル状に巻き取られた冷間圧造用線材を均一に加熱し、かつ、熱によるコイルの変形を防止できる球状化焼鈍の方法を提供する。
【解決手段】コイルの変形防止を目的にコイルの下部外周部を両側二箇所からコイル全体を支持したコイル保持用治具1,2に入れ、結束線を切りコイルを横軸方向に広げて雰囲気ガスが線の間を通り易くした後、球状化焼鈍をする。
(もっと読む)
熱処理装置、環状部材及び熱処理方法
【課題】環状部材の外周面だけでなく内周面の環状部材冷却に伴う形状変化をコントロールできる、熱処理装置を提供する。
【解決手段】加熱された環状部材Wを載置する載置手段720と、環状部材Wの周方向に設けられ、冷却に伴う環状部材Wの形状変化をコントロールする形状制御手段730と、環状部材Wを回転させる回転手段と、を備え、形状制御手段730は、環状部材Wの内周面S1に当接するインナローラー732Aと、環状部材Wの外周面S2に当接するアウタローラー733Aと、アウタローラー733AをワークWの外周面S2側に付勢する付勢手段734と、を備えている。
(もっと読む)
金属スラブの加熱炉装入方法および加熱炉抽出方法
【課題】装入用持上アームから垂れ下がる金属スラブのダレ量がウォーキングビーム式加熱炉の装入口と干渉するダレ量であるか否かの判断を作業者の経験に頼る必要がなく、かつ運転停止や補修などを要する損傷をウォーキングビーム式加熱炉に与えることなく金属スラブをウォーキングビーム式加熱炉に装入することのできる金属スラブの加熱炉装入方法を提供する。
【解決手段】複数本の装入用持上アームにより所定の高さ位置に持ち上げられた金属スラブ11の上面中央部と上面両側部に複数のレーザ距離計からレーザビームを照射して金属スラブ11のダレ量を検出した後、ウォーキングビーム式加熱炉12の装入口121と干渉しない金属スラブの適正持上げ位置をダレ量の検出値から算出し、装入用持上アームのスラブ持上げ位置を適正持上げ位置に調整してから金属スラブ11を加熱炉12に装入する。
(もっと読む)
熱処理方法
【課題】被処理物の組織の不均一化及び曲りを抑制できる熱処理方法の提供。
【解決手段】焼入れ温度に保持された被処理物を、該被処理物の組織がマルテンサイト組織に変態し始める変態点Msの近傍であって該変態点Msより高い目標温度Taまで、ミスト状の冷却液を供給してミスト冷却する第1工程S1と、第1工程S1の後の被処理物を、ミスト状の冷却液の供給を停止して所定時間保持する第2工程S3と、第2工程S3の後の被処理物を、変態点Ms以下の温度まで冷却する第3工程S4とを有するという熱処理方法を採用する。
(もっと読む)
長尺鋼材の焼戻し後の連続冷却方法およびその装置
【課題】 長尺鋼材の熱処理の焼戻し後に焼戻し温度から冷却する際、冷却による長尺鋼材の曲がりを防止し靱性などに優れた長尺鋼材を製造する方法および装置を提供する。
【解決手段】 棒鋼又は鋼管からなる長尺鋼材の熱処理の焼戻し処理後の冷却において、冷却ゾーン4の長尺鋼材2の上下に複数の水冷ノズル6を配置し、水冷ノズル6の向きを長尺鋼材2に対して20°以上45°以下の角度とし、水冷ノズル6は熱処理の水冷開始温度から250℃(好ましくは100℃)まで長尺鋼材2の赤熱部3の表面を冷却し得る水量を備え、冷却速度を400℃/秒以上としている。この装置により長尺鋼材2の冷却ゾーン4の上下に切れ目なく配置の水冷ノズル6から水流角度20°以上45°以下で長尺鋼材2に噴射し、鋼材表面の冷却速度を400℃/秒以上として長尺鋼材2を熱処理温度から250℃(好ましくは100℃)まで冷却する。
(もっと読む)
棒鋼の熱処理方法および急冷装置
【課題】所定の温度域に加熱され、水平方向に沿って個々の軸方向が並列した複数の棒鋼を、水冷などにより均一に急冷でき、且つ曲がりを低減できる棒鋼の熱処理方法および急冷装置を提供する。
【解決手段】断面が円形の棒鋼Mを所定の温度帯に加熱する加熱工程と、かかる加熱された棒鋼Mを急冷する急冷工程と、を備え、かかる急冷工程は、水平方向に沿って個々の軸方向が並列した複数の棒鋼Mを、これらが載置された架台2と共に、水槽(液槽)10内の水(冷却液)Wが上記棒鋼Mの径方向に沿って流動しつつ循環している水槽10内で複数回にわたり昇降させるものである、棒鋼の熱処理方法。
(もっと読む)
搬送ラック
【課題】金属リングに歪みが発生する懸念を払拭するとともに、該金属リングの熱処理の度合いにムラが生じることを回避する。
【解決手段】搬送ラック10は、基盤12と、該基盤12に立設された10本の保持軸14a〜14jとを有する。この中、保持軸14a〜14jの側壁には複数個の突起部30が設けられており、金属リングR1、R2は、互いに隣接する突起部30同士の間に介在されることで第1列L1、第2列L2として保持される。三角柱形状の各突起部30における金属リングR1、R2を臨む一辺(頂部)は、金属リングR1、R2の中心点O1、O2を外れる方向に臨んでいる。このように構成された突起部30の傾斜面32に、金属リングR1、R2の少なくとも下端面が接触する。この接触は、点接触である。
(もっと読む)
搬送ラック
【課題】金属リングに歪みが発生する懸念を払拭するとともに、該金属リングの熱処理の度合いにムラが生じることを回避する。
【解決手段】搬送ラック10は、基盤12と、該基盤12に立設された10本の保持軸14a〜14jとを有する。この中、保持軸14a〜14jの側壁には複数個の突起部30が設けられており、金属リングR1、R2は、互いに隣接する突起部30同士の間に介在されることで第1列L1、第2列L2として保持される。各突起部30は、金属リングR1、R2に接近するにつれてテーパー状に縮径するテーパー状縮径部32を有し、このテーパー状縮径部32に、金属リングR1、R2の少なくとも下端面が接触する。この接触は、点接触である。
(もっと読む)
治具、及び円筒状部材の熱処理方法
【課題】円筒状部材に熱処理を施すときに、円筒状部材の真円度の低下を抑制することが可能な治具、及び当該治具を用いた円筒状部材の熱処理方法を提供する。
【解決手段】パイプ1を加熱し、さらにその後冷却することによりパイプ1に熱処理を施す際に、パイプ1の端部を拘束する治具10であって、円環状に形成され、常温時の内径が常温時のパイプ1の外径と一致し、かつ、熱膨張率がパイプ1の熱膨張率以上の大きさである外側拘束部12を備える。
(もっと読む)
タンタル部材の浸炭処理方法及びタンタル部材
【課題】浸炭処理による変形が小さく、平面部の平坦度が良好で、かつ均一に浸炭処理することができるタンタル部材の浸炭処理方法を提供する。
【解決手段】平面部1aを有するタンタルまたはタンタル合金からなるタンタル部材1に、該部材1の表面から内部に向って炭素を浸透させる浸炭処理を施すための方法であって、先端部6aがテーパー状に形成された複数の支持棒6によって平面部1aを支持することにより、タンタル部材1を、炭素源が存在するチャンバー3内に配置する工程と、チャンバー3内を減圧し加熱することにより、炭素源からの炭素をタンタル部材1の表面から浸透させて浸炭処理を施す工程とを備える。
(もっと読む)
鋼管の熱処理方法及び熱処理設備
【課題】鋼管の全体を反りなどの変形を生じさせることなく均一に熱処理することができ、鋼管の内部への冷却水の浸入によるトラブル発生のおそれもない鋼管の熱処理方法及び熱処理設備を提供する。
【解決手段】下り勾配を持たせて配置された多数のローラ2によって鋼管Pを回転させながら、インダクションヒータ3と保持炉4と冷却装置5との内部を順次移動させ、昇温、保持、急冷の熱処理を施す。搬送経路1に3〜6°の下り勾配を持たせたことにより、鋼管Pの内部への冷却水の浸入が抑制され、均一な熱処理が可能となる。
(もっと読む)
金属リングの熱処理治具
【課題】時効処理及び窒化処理等の熱処理の際の治具の熱追従性に優れ、熱処理による金属リングの変径率を低減し得る優れた金属リングの熱処理治具を提供する。
【解決手段】3本以上の平行な金属リング保持部材が垂直方向に立設され、これらの内側で復元力を有する金属リングを、多数水平に並列して保持する熱処理治具において、金属リング保持部材は、金属リングに対向する面にのみ、一定間隔で突起部が設けられるとともに、突起部が設けられた面から背面方向に延在する板状部材であり、金属リングの外周端縁が、隣接する突起部により挟持される。
(もっと読む)
熱処理方法、熱処理装置および熱処理部品
【課題】簡単な構造で装置コストを増大させることなく、蒸気膜の崩落のばらつきを小さくして冷却速度をより均一化し、ワークのうねり変形を防止する。
【解決手段】加熱したワーク2をダミーワーク30上に載置し、冷却液を収容した冷却槽内へ浸漬して、ワーク2の焼入処理を行なう熱処理方法であって、ダミーワーク30またはワーク2の少なくとも相手側との接触部分32または当該接触部分32から所定距離範囲内に、凸または凹形状のエッジ部40を形成した。
(もっと読む)
焼入れ装置
【課題】低コストでありながら冷却時のワーク歪み量のばらつきを低減する焼入れ装置と焼入れ方法を提供する。
【解決手段】焼入れ装置10は、複数のワークWを支持している枠体12を、加熱炉から移動し、冷却液Qで満たされた冷却槽16へ没入する装置である。枠体12は、支持しているワークWの下方投影領域に、格子目が上下方向を向いており、熱容量が均一な格子状の底部20を備える。枠体12を冷却槽16へ降下させる際、底部20がワークWに先立って冷却液Qに触れる。底部20の格子目は上下方向を向いており、底部20が通過する領域(即ちワークの下方投影領域)の全体に亘って冷却液Qが素早く擾乱する。底部20の接触によって発生した擾乱が定常化してからワークWが冷却液に触れるので、枠体12の最下段に配置されたワークWの歪み量のばらつきを、最下段以外に配置されたワークWと同等に抑えることができる。
(もっと読む)
1 - 20 / 69
[ Back to top ]