
Fターム[4K034CA04]の内容
熱処理一般;主に搬送、冷却 (3,884) | 関連処理 (279) | 表面処理 (31)
Fターム[4K034CA04]に分類される特許
1 - 20 / 31
薄板状軸受部材の表面硬化処理方法
【課題】薄板状軸受部材の窒化処理方法として、薄板状軸受部材にシミが生じる不良品の発生率を効果的に低減できる方法を提供する。
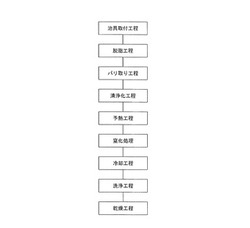
【解決手段】複数の薄板状軸受部材を、互いに接触させず、板面が水平面以外の面に沿った状態で支持する治具に保持した状態で、脱脂工程、バリ取り工程、清浄化工程、窒化工程、冷却工程、洗浄工程、乾燥工程をこの順に行う。清浄化工程の最終処理を、水置換剤に浸漬する方法、水置換剤に浸漬した後に乾燥する方法、純水に浸漬する方法、純水に浸漬した後に乾燥する方法、シアン化合物の水溶液に浸漬する方法、およびシアン化合物の水溶液に浸漬した後に乾燥する方法のいずれかの方法で行う。
(もっと読む)
電気めっき鋼板設備のクエンチタンクの温度制御方法

【課題】急冷処理過程に発生するクエンチステインを防止し、クエンチステインの発生をより減少させる電気めっき鋼板設備のクエンチタンクの温度制御方法を提供することを目的とする。
【解決手段】連続的に搬送される錫めっき鋼板11を電力によって錫の融点以上に所定時間加熱する工程と、加熱された錫めっき鋼板11を、調整バルブ33を介して流量制御される冷却水と熱交換器32で熱交換されて温度制御されているクエンチタンク12を通過させて急冷する工程とを有する電気めっき鋼板設備のクエンチタンクの温度制御方法において、錫めっき鋼板11によって搬入される熱量に対する、クエンチタンク12の温度が定常的に適正温度になる調整バルブ33の予測弁開度を予め求めておき、錫めっき鋼板11の通板条件が変わった場合には、直ちに錫めっき鋼板11が搬入される熱量に応じて、調整バルブ33の弁開度を、予測弁開度とする。
(もっと読む)
鋼帯の連続処理ラインにおける蛇行制御装置及び蛇行制御方法
【課題】上流側の蛇行抑制手段で蛇行異常を検出したときに、下流側の蛇行抑制手段で最適なストリップの通過制御を行う。
【解決手段】ストリップ2の終端に次のストリップ2の前端を溶接して連続して処理を行う鋼帯の連続処理ラインに当該ストリップの蛇行を抑制する複数の蛇行抑制手段5A〜5D及び各蛇行抑制手段の蛇行量を検出する蛇行検出手段が配置され、前記蛇行検出手段で溶接点通過時に蛇行異常状態が検出されたか否かに応じて下流側の蛇行抑制手段5B〜5Dの制御態様を変更する蛇行抑制制御手段32が設けられ、前記蛇行抑制制御手段32は、前記蛇行異常状態でない正常時には下流側の蛇行抑制手段5B〜5Dでの溶接点通過時の蛇行抑制制御を許容し、前記蛇行異常状態であるときには、下流側の蛇行抑制手段5B〜5Dでの溶接部通過時の蛇行抑制制御を中断させる。
(もっと読む)
ハースロール
【課題】合金元素として多量のマンガン(Mn)を含有する高張力鋼板を搬送する場合であっても、ハースロールのロール周面に形成された部分安定化ジルコニア溶射皮膜が剥離破壊され難くする。
【解決手段】主成分である安定化ジルコニアまたは部分安定化ジルコニアからなるジルコニア(ZrO2)粉末に対し、添加剤である酸化マンガンを二酸化マンガンMnO2換算で10.1質量%〜25質量%含有する混合/複合材を溶射することにより、ロール周面にジルコニア系セラミックス皮膜を形成した。
(もっと読む)
搬送ラック
【課題】金属リングに歪みが発生する懸念を払拭するとともに、該金属リングの熱処理の度合いにムラが生じることを回避する。
【解決手段】搬送ラック10は、基盤12と、該基盤12に立設された10本の保持軸14a〜14jとを有する。この中、保持軸14a〜14jの側壁には複数個の突起部30が設けられており、金属リングR1、R2は、互いに隣接する突起部30同士の間に介在されることで第1列L1、第2列L2として保持される。各突起部30は、金属リングR1、R2に接近するにつれてテーパー状に縮径するテーパー状縮径部32を有し、このテーパー状縮径部32に、金属リングR1、R2の少なくとも下端面が接触する。この接触は、点接触である。
(もっと読む)
搬送ラック
【課題】金属リングに歪みが発生する懸念を払拭するとともに、該金属リングの熱処理の度合いにムラが生じることを回避する。
【解決手段】搬送ラック10は、基盤12と、該基盤12に立設された10本の保持軸14a〜14jとを有する。この中、保持軸14a〜14jの側壁には複数個の突起部30が設けられており、金属リングR1、R2は、互いに隣接する突起部30同士の間に介在されることで第1列L1、第2列L2として保持される。三角柱形状の各突起部30における金属リングR1、R2を臨む一辺(頂部)は、金属リングR1、R2の中心点O1、O2を外れる方向に臨んでいる。このように構成された突起部30の傾斜面32に、金属リングR1、R2の少なくとも下端面が接触する。この接触は、点接触である。
(もっと読む)
連続熱処理設備の速度制御方法、装置及びプログラム
【課題】制約条件に基づくネック速度スケジュールを考慮し、板温変化量と通板速度との相関の最適化を図る。
【解決手段】理論制約速度に基づいてストリップが現在から所定距離だけ進行する間のネック速度スケジュールを作成するネック速度スケジュール作成部2と、ネック速度スケジュールをベースにして複数の速度変更パターンに基づいて複数の速度スケジュールを作成し、それら各速度スケジュールについてシミュレーションを実行して加熱炉51の誤差予測値を予測するシミュレーション部3と、加熱炉51の誤差予測値を要素として含む評価関数を使用して、複数の速度変更パターンを評価し、その中から速度変更パターンを決定する中央速度探索部4とを備え、速度変更パターンとして、ネック速度を移行させる際に、その移行前後のネック速度よりもいったん低速にするパターンを採用している。
(もっと読む)
搬送装置および搬送方法
【課題】熟練技能を要することなく、容易且つ正確に、高温の炉または洗浄槽やめっき槽等の竪型容器内に、被加工材を収容した治具を自動で搬入および搬出できる搬送装置を提供する。
【解決手段】治具20に係止する係止部11と、上部のレール10に沿って水平移動する上端のフレーム2に支持され、フレーム2に対して係止部11を昇降させる昇降用モータ3と、フレーム2に支持され、鉛直方向に延びたシャフト24を回転させる回転用モータ25と、シャフト24とともに回転しシャフト24に沿って上下移動可能に取り付けられたシャフト側駆動輪(シャフト側スプロケット23)と、係止部11に取り付けられた回転用駆動輪(回転用スプロケット21)とを連動させる連結部材(チェーン22)とを有する。
(もっと読む)
熱処理炉の使用方法および熱処理方法ならびに熱処理炉
【課題】長期間にわたって安定した窒化品質を維持することができる熱処理炉を提供する。
【解決手段】鋼材を所定の雰囲気で加熱してハロゲン化処理および窒化処理を行う熱処理炉であって、上記窒化処理が行われる処理空間に露出する炉内構造物の表面を構成する材料として、Niが50質量%以上80質量%以下、かつFeが0質量%以上20質量%以下である合金が使用されている。これにより、上記炉内構造物の表面が窒化反応を起こしづらくなり、被処理物に対するハロゲン化処理および窒化処理を長期間にわたって安定的に実施することが可能となり、難窒化鋼種を含めたあらゆる鋼材に目的に応じた窒化層を安定的に形成させることが可能となる。
(もっと読む)
熱処理装置
【課題】スチールベルトからなるリングの時効処理および窒化処理を連続的に実施して生産性にも優れた熱処理装置を提供する。
【解決手段】熱処理用治具にワークを保持した状態で時効処理とフッ化処理を行う時効処理室と、上記フッ化処理が行われたワークを窒化処理する窒化処理室と、上記時効処理室と窒化処理室との間に配置され、時効処理室と窒化処理室のガスが混入するのを防止するための中間室と、上記熱処理用治具へのリングの保持状態を維持したまま時効処理室から中間室、窒化処理室への搬送を行なう搬送手段とを備えたことにより、安定性および生産性を大幅に高めた熱処理が可能となる。
(もっと読む)
治具の空焼き方法および空焼き完了判定装置
【課題】アンモニアガスが供給される熱処理炉内での熱処理において、煩雑な準備作業を行うことなくワークの初回の熱処理時から安定した窒化ポテンシャルや窒化品質を得ることができる治具の空焼き方法および空焼き完了判定装置を提供する。
【解決手段】アンモニアガスが供給される熱処理炉2内で熱処理がなされるワーク21を熱処理炉2内に設置する際に用いられる治具22の空焼き方法であって、ワーク21に対する熱処理を行う前に熱処理炉2内に載置された治具22の空焼きを行い、空焼き中の熱処理炉2内の雰囲気の残留アンモニア濃度を計測し、計測した残留アンモニア濃度の値に基づいて治具22の空焼きの完了を判定する。
(もっと読む)
鋼板の冷却方法および装置
【課題】弱冷での板面内の冷却ムラを防止する鋼板の冷却方法及び装置を提供する。
【解決手段】上下に配置したノズル群22、21からの水吹き付けにより冷却する鋼板の冷却方法であって、前記上下のノズル群を鋼板搬送方向に複数のゾーンZ1、Z2、Z3に分割してゾーンごとおよび上下ごとに独立の水量オンオフ制御を可能とし、最弱冷するときは最上流側のゾーンの下ノズル群のみオンに設定し、より強く冷却するときは、下ノズル群のみオンに設定するゾーンを、必要となる冷却強さの昇順に順次最下流側まで増やし、さらなる冷却強さの昇順に最上流側のゾーンから順次上ノズル群をオンに設定して、冷却を行う。
(もっと読む)
鋼帯の冷却装置
【課題】鋼帯の幅方向に延びるスリットノズルを用いた鋼帯の冷却装置において、スリットノズルからの冷媒ガスの吹き付けによる鋼帯のバタツキを低減すること。
【解決手段】走行する鋼帯Sに冷媒ガスを吹き付けて冷却する鋼帯の冷却装置において、鋼帯の幅方向に延びるスリットノズル3を、冷媒ガスが導入される冷却箱2の表面から鋼帯S側に突出させて設け、スリットノズル3の先端と冷却箱2の表面との間に、鋼帯Sの走行方向に貫通する冷媒ガス通過口4を設けた。
(もっと読む)
リング状部材の浸炭焼入方法
【課題】リング状部材の内周面と外周面とで要求される硬さおよび浸炭深さが異なる場合であって、リング状部材の内周面のあらゆる要求される硬さおよび浸炭深さに対して確実に処理可能なリング状部材の浸炭焼入方法を提供する。
【解決手段】径方向外方に突出する複数の突起23aが軸方向に延びるように形成された軸状部材23に、リング状部材の貫通孔を挿通させて複数のリング状部材を積層し、積層された複数のリング状部材と軸状部材23との間に内部空間を形成し、積層された複数のリング状部材の軸方向両端のうち少なくとも一方に、内部空間と外部空間との連通隙間を形成する連通隙間形成部材22、24を配置し、浸炭ガスおよび冷却用油をそれぞれ、連通隙間を介して内部空間に流通させて浸炭焼入を行う。
(もっと読む)
焼入治具および焼入方法
【課題】ワークの質量アンバランスに伴う精度悪化を、ワーク側に形状的、構造的な変更を加えることなく治具側の工夫によって抑制可能とする焼入治具を提供する。
【解決手段】厚肉で高質量の環状本体部2と薄肉で低質量部の筒状ボス部3を備えた歯車部品4の焼入れに用いる焼入治具10を、前記筒状ボス部3を囲んで環状本体部2の端面を支承する筒状のワーク受け部11を備えた構成とする。前記ワーク受け部11によって歯車部品4の筒状ボス部3の質量を実質的に増大させて環状本体部2との質量差を緩和し、焼入温度への昇温中に発生する熱応力および焼入液に浸漬中に発生する変態応力の発生タイミングを部位によらずほぼ一様として、筒状ボス部2の熱処理変形を抑える。
(もっと読む)
プレス成形品の製造方法
【課題】防錆性が要請される部位では防錆性を満足させ、強度が要請される部位では強度を満足させることができるプレス成形品の製造方法を提供することを課題とする。
【解決手段】焼入れ可能な鋼系の基板部2と、基板部2の端に位置すると共に亜鉛系の防錆層4をもつ端板部3とが一体に連設された成形用鋼系素材1を準備する。成形用鋼板1の端板部3の温度を焼入れ温度未満及び/又は防錆層4の融点未満に維持しつつ、成形用鋼板1の基板部2を焼入れ温度以上に加熱する。所定の断面形状が形成されるように且つ成形用鋼板1の基板部2がダイクエンチされるように、成形用鋼板1を成形型の型面でプレス成形してプレス成形品7を形成する。
(もっと読む)
冷却パターンの表示方法
【課題】冷却帯の操作盤の表示パネルに実際の冷却速度や冷却温度履歴を鋼の連続冷却変態図上に示して表示して鋼板コイルの品質管理に反映させることができる、鋼板の連続熱処理炉の冷却帯における冷却温度パターンの表示方法を提供する
【解決手段】走行する鋼板を連続熱処理する連続熱処理炉の冷却帯における冷却温度パターンの表示方法において、鋼板サイズ、通板速度、冷却帯入側板温、冷却ブロワの回転数の実績値から、冷却温度履歴及び冷却速度実績値を求め、求めた冷却温度履歴と冷却速度を鋼の連続冷却変態図上に表示する。
(もっと読む)
プラズマ窒化処理システム
【課題】被処理体を効率的に窒化処理できるプラズマ窒化処理システムを提供する。
【解決手段】被処理体2を加熱処理する加熱室S1と、加熱室S1において加熱処理された被処理体2をプラズマを発生させることにより窒化処理する窒化室S2と、窒化室S2において窒化処理された被処理体2を冷却処理する冷却室S3とを、横方向において一列に並べて設けた。また、被処理体2を加熱室S1、窒化室S2、冷却室S3の順に搬送する被処理体搬送機構6を備えた。
(もっと読む)
熱処理設備
【課題】処理品を効率よく熱処理することができ、しかもヒートパターンの多様な要請に応じられるようにする。
【解決手段】複数のバッチ式熱処理チャンバ2a〜2cと、搬送ユニット3とを備え、前記バッチ式熱処理チャンバには処理品Wを加熱するヒータ13が夫々設けられ、前記搬送ユニットは保温チャンバ20と受渡チャンバ21とを台車23上に支持することでレール1,1上を走行可能に設けられ、該受渡チャンバには処理品を前記バッチ式熱処理チャンバとの間および保温チャンバとの間で受け渡しする受渡機構52が設けられ、保温チャンバには処理品を保温するヒータ28および炉内ガスを強制循環することにより処理品を冷却するガス冷却手段38,38を設ける。
(もっと読む)
熱処理用治具
【課題】ワークであるリングギヤを載置する熱処理用治具において、リングギヤの品質低下を防止して耐用寿命を向上させる。
【解決手段】円筒状のスペーサ部10の外周の上部及び下部にそれぞれ3つの第1載置片11及び第2載置片12を等間隔(120°間隔)で放射状に突出させる。熱処理用治具9の第1載置片11上にリングギヤWを載置し、これらを複数積重ねて熱処理炉にセットして熱処理を行う。熱処理用治具9を交互に上下を反転させて使用してリングギヤWを第1、第2載置片11、12に交互に載置することにより、熱処理時に第1及び第2載置片11、12がリングギヤWの重量による荷重を受けて高温クリープによって変形する頻度が減少するので、第1及び第2載置片11、12の垂れによるリングギヤWの平面度品質の低下を防止して、熱処理治具9の耐用寿命を向上させることができる。
(もっと読む)
1 - 20 / 31
[ Back to top ]