
Fターム[4K042AA09]の内容
物品の熱処理 (24,439) | 熱処理する特定物品の種類 (2,688) | 管 (298) | 曲管 (15)
Fターム[4K042AA09]に分類される特許
1 - 15 / 15
車両補強用中空部材
【課題】接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、車両補強用中空部材を提供する。
【解決手段】C:0.05〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、P:0.1質量%以下、S:0.01質量%以下を含有し、残部がFe及び不可避的不純物であり、フェライト相とマルテンサイト相との2相組織又は該2相と残留オーステナイト相との3相組織をなし、引張強度が980MPa以上である電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し500〜750℃に加熱後室温まで冷却する熱処理を施してなり、該熱処理部3(若しくは3A)の引張強度が未熱処理部4に比し200MPa以上低く、且つ、前記熱処理部の引張強度と伸びの積が14000MPa・%以上である。
(もっと読む)
ベンド管の製造方法とその特性改善方法

【課題】X70ク゛レート゛以上の優れた強度及び靭性バランスを有する、引張性能及び溶接金属の低温靭性が優れた高強度のベンド管を提供する。
【解決手段】組成が、C:0.03〜0.12%、Si:0.05〜0.50%、Mn:1.4〜2.2%、S:0.01%以下、Al:0.06%以下、N:0.008%以下、残部Fe及び不純物であり、炭素当量Ceqが0.36%以上であるとともに溶接割れ感受性指数Pcmが0.22%以下である母材と、溶接割れ感受性指数Pcmが0.28%以下であり、B量が5ppm以下であるとともにO量が280ppm以下である溶接金属とを備えるUOE鋼管を、900〜1100℃の温度域に加熱して曲げ加工した後、それを直ちに3℃/s以上の冷却速度で300℃以下の温度域まで冷却し、その後300〜500℃の温度域で焼戻す。
(もっと読む)
低温における優れた靭性および硫化物応力腐食亀裂抵抗をもつ高強度の鋼管
【課題】低温における優れた靭性および硫化物応力腐食亀裂抵抗をもつ高強度の鋼管を提供する。
【解決手段】鋼組成を特定範囲とし、フェライト、高ベイナイトまたは粒状ベイナイトの実質的形成を伴わずに、約60容量%以上で約40容量%以下の低ベイナイトの微細組織が得られる焼き入れし、焼き入れ後、管を焼き戻しすることを特徴とする。
(もっと読む)
自動車車体の側部構造
【課題】少なくともAピラー、Bピラー及びルーフレールサイドを備える自動車車体の側部構造を提供する。
【解決手段】サイドシルに接続されて上方へ向けて延びて存在するとともに閉断面を有する第1の部分と、該第1の部分に連続して斜め方向へ向けて延びて存在するとともに閉断面を有する第2の部分とを備えるAピラーと、該Aピラーに連続するとともにBピラーに接続し、閉断面を有するルーフレールサイドとを備える自動車車体の側部構造である。閉断面を有するとともに三次元で屈曲した形状を有し、かつ高周波焼入れ処理された軸方向に単一の部材により構成された側部補強部材が、少なくとも、前記第2の部分の内部及び、前記ルーフレールサイドの内部であって前記Bピラーとの接続部よりも後方の位置までの間に、配置される。
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法
【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
芳香族カルボン酸の精製装置
【課題】 粗製芳香族カルボン酸の精製工程における装置材質の腐食による補修、および、補修のための運転停止に伴う生産損失等のコスト増加を抑制し、さらに設備の更新時期を延長させることのできる芳香族カルボン酸の精製装置を提供する。
【解決手段】 粗製芳香族カルボン酸と水とを含有する液状物を調製する液状物調製槽、該液状物を加熱溶解する加熱溶解装置、及び、加熱された該液状物中の粗製芳香族カルボン酸を精製する精製槽、を有する芳香族カルボン酸の精製装置において、液状物調整槽、加熱溶解装置、精製槽、及びこれらを接続する配管並びに該精製槽から精製反応液を排出する排出管のうち少なくとも一部分が固溶体化熱処理を施された金属からなることを特徴とする芳香族カルボン酸の精製装置。
(もっと読む)
配管の残留応力改善装置
【課題】配管の外周面を加熱して同配管の残留応力を低減(除去も含む)することができ、しかも装置構成が比較的コンパクトであり、また、屈曲管部の外周面を加熱することもできる配管の残留応力改善装置を提供する。
【解決手段】レーザヘッド部43と、円周方向移動手段と、レオシレート手段と、出射方向調整手段と備え、且つ、前記オシレート手段はリニアモータ46、前記出射方向調整手段は傾斜駆動モータ45であり、前記レーザヘッド部には管軸方向に平行に配置された前記リニアモータの固定部46Aと、このリニアモータ固定部に沿って管軸方向に移動する前記リニアモータの可動部46Bとが設けられており、このリニアモータ可動部に前記レーザヘッドが前記傾斜駆動モータを介して取り付けられている構成とする。
(もっと読む)
ラインパイプ用ベンド管の製造方法およびラインパイプ用ベンド管
【課題】マルテンサイト系ステンレス鋼からなり、優れた耐SSC性を有するベンド管の製造方法及びそのベンド管を提供する。
【解決手段】質量%で、C:0.009%以下、Mn:1.0%以下、Si:1.0%以下、P:0.04%以下、S:0.005%以下、Ti:0.01〜0.2%、V:0.01〜0.10%、Al:0.001〜0.1%、N:0.1%以下、Ni:4.0〜8.0%、Cr:9.0〜15.0%、Mo:1.5〜7.0%を含有し、残部はFe及び不純物からなる鋼管を準備する。準備された鋼管を曲げ加工してベンド管とする。ベンド管を950℃未満の焼入れ温度で焼入れする。焼入れされたベント管を焼戻しする。
(もっと読む)
小口径配管における残留応力低減方法
【課題】小口径配管内表面の引張残留応力を低減させる熱処理方法を提供する。
【解決手段】配管の残留応力低減対象箇所を所望の温度に加熱する手順と、冷却水を収容した密閉容器を加圧器8として加圧気体を供給して前記冷却水を加圧する手順と、前記所望の温度に加熱された配管対象箇所内部に、前記加圧された冷却水を、少なくとも該冷却水が前記加熱された配管対象箇所内面に接する箇所で膜沸騰を生じさせない流量、圧力で通流する手順とを有し、配管の残留応力低減対象箇所を所望の温度に加熱するために、配管の下方及び側方を囲む油容器23を設け、配管の加熱目標温度に調整した油を前記油容器23に供給する手順を備えた小口径配管内表面の引張残留応力低減方法とする。
(もっと読む)
潜熱回収型熱交換器の製造方法。
【課題】燃焼排気が流れる胴部内に蛇行形状の吸熱管41を複数本配置し、これら吸熱管の一端部と他端部とを夫々流入ヘッダ421と流出ヘッダ422とに接続して、流入ヘッダから流出ヘッダにこれら吸熱管を介して被加熱流体を流し、燃焼排気中の水蒸気を吸熱管の外面で凝縮させて潜熱を回収するようにした潜熱回収型熱交換器を可及的低コストで製造できるようにする。
【解決手段】蛇行形状に曲げ加工された複数本の吸熱管41の一端部と他端部とを夫々流入ヘッダ421と流出ヘッダ422とに差し込んでサブアッセンブリーを組立てた後、サブアッセンブリーを加熱炉に投入して、これら吸熱管41の各端部を各ヘッダ421,422にロー付けする炉中ロー付けを行う。そして、炉中ロー付け工程で吸熱管41に残留応力を除去する熱処理が施されるようにする。
(もっと読む)
高強度鋼管およびその熱処理方法
【課題】 二次加工性を確保するとともに、近年のコモンレール式燃料噴射システムの高圧化に対応し得る十分な耐圧性能を実現できるようにした高強度鋼管の熱処理方法を提供する。
【解決手段】 低炭素鋼または高圧配管用の少なくともバナジウムを添加した合金鋼を材料とする鋼管を目的の寸法に伸管加工して被処理鋼管として用意し、被処理鋼管を950〜1100℃の範囲内で所定時間高温を保持した後、所定の冷却速度で該鋼管を徐冷する焼きならしを行い、次いで被処理鋼管を500〜700℃の範囲内まで被処理鋼管を加熱した後、常温まで任意の冷却速度で冷却する焼き戻しを行う。
(もっと読む)
車体補強用部材
【課題】自動車衝突時において、従来の真直管や湾曲した管に比べ、吸収エネルギーを増加させることが可能になり、優れたな耐衝撃性を有する車体補強用部材を提供する。
【解決手段】耐衝撃用として自動車の車体に装着される金属管製の補強用部材であって、前記補強用部材の長手方向の少なくとも1箇所に前記車体の外面方向に対向する凸形状の曲がり部を有し、前記曲がり部の片側または両側の隣接部に真直部を有すること、前記曲がり部の片側または両側の隣接部に前記車体の外面方向に対向する凹形状の逆曲がり部を有すること、または前記曲がり部の両側の隣接部に真直部および前記車体の外面方向に対向する凹形状の逆曲がり部を有することを特徴とする車体補強用部材である。
(もっと読む)
配管の残留応力改善装置
【課題】 T字配管の溶接部及びその近傍を効率的にレーザー加熱して、残留応力を除去する。
【解決手段】 レーザーヘッド10から出射したレーザービームを、T字配管50の溶接部に照射・加熱して残留応力を除去する。このとき、リングレール2に沿い回転走行台車3が走行することにより、レーザーヘッド10のθ方向位置が調整され、上下スライド4のスライドによりレーザーヘッド10のZ方向位置が調整され、半径スライド5がスライドすることによりレーザーヘッド10のL方向位置が調整され、円弧片スライド7が円弧片に沿いスライドすることによりレーザーヘッド10のα方向が調整され、レーザーヘッド支持部9が回動することによりレーザーヘッド10のβ方向が調整され、オシレートによりレーザーヘッド10のγ方向位置が調整される。
(もっと読む)
配管の残留応力改善装置
【課題】 配管の外周面を加熱して同配管の残留応力を低減(除去も含む)することができ、しかも装置構成が比較的コンパクトであり、また、屈曲管部の外周面を加熱することもできる配管の残留応力改善装置を提供する。
【解決手段】 レーザヘッド部6と、リングレール3と回転走行台車5からなる円周方向移動手段とを備える。更には、配管の外周面で反射したレーザ光がレーザヘッドに戻らないようにレーザ光の反射方向を調整する反射方向調整手段、レーザ光をレーザヘッドよりも管軸方向の前方に位置する屈曲管部の外周面に照射するようにレーザ光の出射方向を調整する出射方向調整手段、レーザヘッド部を管軸方向に移動させる管軸方向移動手段、屈曲管部の外周面における照射強度が均一になるようにレーザ光の出力を調整する出力調整手段、レーザヘッド部の管軸方向の前方側を屈曲管部の外周面に対して接近、離反可能な回動手段などを備えてもよい。
(もっと読む)
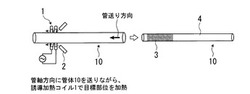
自動車用補強部材
【課題】 十分な強度を保証することができることは勿論のこと、遅れ破壊の危険性もなく薄肉軽量化も図ることができ、また生産性にも優れかつ任意の形状に加工することができる自動車用補強部材を提供すること。
【解決手段】 鋼管1の長手方向に焼入れ部2と未焼入れ部3を交互に形成し、未焼入れ部3を曲げ加工したものとした。なお、前記未焼入れ部3の引張強度が400〜700N/mm2、伸びが20%以上のものとすることが好ましく、また曲げ加工する未焼入れ部3に形状凍結性等を付与する目的で潰し加工や凹み加工を施すことも好ましい。
(もっと読む)
1 - 15 / 15
[ Back to top ]