
Fターム[4K043BA04]の内容
ストリップ・線材の熱処理 (4,781) | 熱延材製造時のプロセス量 (173) | 熱延後巻取前の冷却条件(冷却速度等) (35)
Fターム[4K043BA04]に分類される特許
1 - 20 / 35
高炭素鋼線材および高炭素鋼線材の製造方法
【課題】製造時の球状化処理時間の短縮化が図れるうえに、十分に硬さを低減することができる高炭素鋼線材および高炭素鋼線材の製造方法を提供することを課題とする。
【解決手段】質量%で、C:0.95〜1.10%、Si:0.15〜0.70%、Mn:1.15%以下(0%を含まない)、Cr:0.90〜1.60%、P:0.050%以下、S:0.050%以下、Al:0.100%以下、Ti:0.015%以下、N:0.025%以下、O:0.0025%以下を含有し、残部が鉄および不可避的不純物からなり、フェライト結晶粒径が20.0μm以下であって、且つ、炭化物中のCr濃度が、質量%で6.0%以上である。
(もっと読む)
鋼線材及びその製造方法

【課題】熱延後の冷却中や、保管・搬送時には剥離せず、MDの際に容易に剥離するスケールが形成された線材、及びその製造方法を提供する。
【解決手段】本発明は、C:0.05〜1.2%(質量%の意味。以下、化学成分について同じ。)、Si:0.01〜0.5%、Mn:0.1〜1.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、N:0.005%以下(0%を含まない)を含有し、残部が鉄及び不可避不純物である鋼線材であって、厚さ7.0μm以下のスケールを有し、且つ、該スケール中のFeO比率が30〜80体積%であり、Fe2SiO4比率が0.1体積%未満である鋼線材である。
(もっと読む)
乾式伸線性に優れた高炭素鋼線材およびその製造方法

【課題】乾式伸線工程の生産性を著しく向上させた、優れた伸線性を有する高炭素鋼線材およびその製造方法を提供することを目的とする。
【解決手段】乾式伸線に供される特定組成の高炭素鋼線材をパーライト組織とし、このパーライト組織における、平均ノジュール径D、平均ラメラ間隔L、更に平均コロニー径Dcを特定範囲とするとともに、平均コロニー径Dcと前記平均ラメラ間隔Lとの関係も特定範囲とし、乾式伸線性を優れさせる。
(もっと読む)
熱延鋼帯の製造方法及び熱延鋼帯の冷却設備
【課題】コイルの潰れ発生を抑制することができる熱延鋼帯の製造方法を提供する。
【解決手段】仕上げ圧延された直後の熱延鋼帯を50℃/秒以上の冷却速度で急速に冷却する急速冷却工程と、急速冷却工程の後に、熱延鋼帯を緩やかな温度勾配で目標巻取温度まで冷却する緩冷却工程(第1及び第2緩冷却工程)と、この緩冷却工程の後に、コイラーに巻き取られた前記コイルを所定時間の間、冷却保持するコイル冷却工程とを備えている。
(もっと読む)
メカニカルデスケーリング性に優れた鋼線材およびその製造方法
【課題】製造中においてはスケール剥離性が抑制すると共に、メカニカルデスケーリング性を向上させた鋼線材、およびそのような鋼線材を製造するための有用な方法を提供する。
【解決手段】本発明の鋼線材は、所定の化学成分組成を有し、表面にスケール層が形成された鋼線材であって、前記スケール層は、平均厚さが5μm以下であるFeO層と、該FeO層より下側に形成された、ボイドを含む酸化物層とを有しており、鋼線材の軸に垂直な断面において前記酸化物層を顕微鏡観察したとき、鋼線材表面と同心円周に沿った線分上でボイドが占める割合が10%以上、50%未満になる部分の厚さが平均0.50μm以上である。
(もっと読む)
中〜高炭素鋼線材の連続加工熱処理ライン
【課題】 3方ロールの圧延機や4方ロールの圧延機で製造している中〜高炭素鋼線材よりも、さらなる高強度・高靭性の中〜高炭素鋼線材を製造することができる中〜高炭素鋼線材の加工熱処理ラインを提供すること
【解決手段】 中〜高炭素鋼線材の連続加工熱処理ラインにおいて、素線鋼材を圧延温度に加熱する第1の加熱装置の下流にトータル減面率50%以上を可能とする2方ロール圧延機群および圧延直後5秒以内に冷却を開始する圧延直後冷却装置、鋼材全断面をMf点温度以下に冷却する焼入れ冷却ジャケット、焼き戻し温度に加熱する第2の加熱装置、インデント加工用ロールダイスもしくは寸法調整のためのスキンパスロールダイスと、焼き戻し冷却ジャケットとを順に設置したことを特徴とする中〜高炭素鋼線材の連続加工熱処理ライン。
(もっと読む)
高強度極細鋼線用線材、高強度極細鋼線、及び、これらの製造方法
【課題】伸線加工の途中で熱処理を施さずに高強度極細鋼線を製造することができる高強度極細鋼線用線材を製造し、該線材を用いて高強度極細鋼線を製造する。
【解決手段】線径が3.6〜7.0mmの高強度極細鋼線用線材であって、(i-1)質量%又は質量ppmで、C:0.30〜0.50%、Si:0.40超〜1.0%、Mn:0.2〜1.0%、B:4〜30ppm、N:15〜35ppm、O:15〜35ppm、及び、Al:0.01%以下(0を含む)を含有し、残部が鉄及び不可避的不純物からなる鋼からなり、(i-2)最終のパテンティング処理後の引張強さTS(MPa)が、1000×(%C)+370≦TS≦1000×(%C)+550、を満たし。(i-3)初析フェライトとベイナイトの面積率FA(%)が、FA(%)≦−50×(%C)+35、を満たし、(i-4)残部組織の95%以上が、平均ブロック粒径20μm以下のパーライト組織である。
(もっと読む)
高炭素鋼線材のパテンティング方法
【課題】鉛浴や流動槽といった恒温保持処理を施すことなしに微細パーライト組織を得、後に続く伸線加工性を向上し得る高炭素鋼線材のパテンティング方法を提供する。また、これに加え、実工程に適用する場合の経済性や実用性を考慮し、ラインスピードに代表される生産性をも向上させ得る高炭素鋼線材のパテンティング方法を提供する。
【解決手段】炭素を0.55〜1.1質量%含有する高炭素鋼線材を、800℃以上の加熱で組織を完全オーステナイト化せしめた後、放冷および/またはガス冷による冷却手法にて30〜200℃/secで冷却し、Al変態点以下600℃以上の温度で加工を施すことにより微細パーライト組織を得る
(もっと読む)
熱延鋼板の冷却方法及び冷却設備
【課題】熱延鋼板の巻取温度を精度良く目標巻取温度に制御することが可能な熱延鋼板の冷却方法及び冷却設備を提供する。
【解決手段】冷却設備100は、水冷及び空冷の切り替えが可能な複数の冷却装置1と、各冷却装置の入側及び出側にそれぞれ配置された複数の温度計2、2Aと、冷却装置の入側と出側の熱延鋼板の温度差に基づき、水冷時及び空冷時の熱伝達率を算出する熱伝達率算出手段3と、熱伝達率算出手段によって算出した水冷時及び空冷時の熱伝達率を用いて伝熱計算を行うことにより、複数の冷却パターンについての熱延鋼板の巻取温度を予測する巻取温度予測手段4と、複数の冷却パターンのうち予測した熱延鋼板の巻取温度が所定の温度となる冷却パターンを選択し、該選択した冷却パターンに従って各冷却装置が行う水冷又は空冷を切り替える冷却制御手段5とを備える。
(もっと読む)
強度と延性に優れた伸線用線材及びその製造方法
強度と延性に優れた伸線用線材及びその製造方法が提供される。
強度と延性に優れた伸線用線材は、重量%で、C:0.87〜1.0%、Mn:0.1〜0.60%、Si:0.3〜1.0%、S:0.010%以下(0%を含まない)、P:0.011%以下(0%を含まない)、Cr:0.1〜0.5%、及びN:0.007%以下(0%を含まない)、並びに残部Fe及びその他の不可避な不純物からなり、前記Si、Crの含有量が次式、0.6≦Si+Cr≦1.2(Si及びCrは当該元素の重量%を意味)を満たし、パーライト組織を含むことを特徴とする。 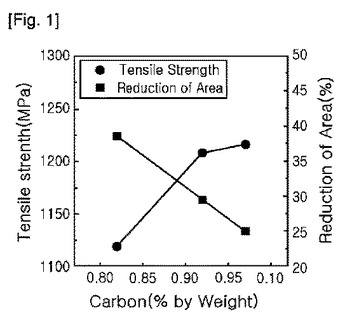 (もっと読む)
(もっと読む)
耐水素脆化特性に優れた高強度亜鉛めっきボルト及びその製造方法
【課題】耐食性を有し、耐水素脆化特性に優れた1200MPa以上の強度を有する高強度亜鉛めっきボルト及びその製造方法を提供する。
【解決手段】質量%で、C:0.7〜1.1%、Si:0.05〜2.0%、Mn:0.2〜2.0%を含有し、残部がFe及び不可避不純物からなり、金属組織が面積率90%以上のパーライトからなり、軸部の表層のビッカース硬さと中心のビッカース硬さとの差が30以下であり、引張強さが1200MPa以上であり、遅れ破壊限界拡散性水素量が0.2ppm以上であることを特徴とする耐水素脆化特性に優れた高強度亜鉛めっきボルト。
(もっと読む)
鋼材の冷却装置および冷却方法
【課題】鋼材に冷却水を供給する場合において、鋼材を高冷却速度で均一にかつ安定して冷却することができる鋼材の冷却装置および冷却方法を提供する。
【解決手段】棒状冷却水が鋼板10に衝突する直噴部40の位置が碁盤目状に配置されているとともに、鋼板搬送方向において対応する位置にある直噴部同士を結ぶ直線が鋼板搬送方向に対して所定角度φだけ傾いている。
(もっと読む)
合金化めっき鋼板及びその製造方法
【課題】SiやCrという易酸化性元素を多く含有する鋼板を母材とすることを可能にするとともに、鋼中にPやMoを多く含有させることが可能な合金化めっき鋼板及びその製造方法を提供する。
【解決手段】質量%で、Si:0.2〜1.5%及びCr:0.5〜1.0%のうちの1種または2種、P:0.10%以下及びMo:0.5%以下を含有し、フェライトを主相とする炭素鋼または低合金鋼からなる鋼板を母材とする合金化めっき鋼板であって、母材表層のフェライトの平均結晶粒径が4ημm以下であるとともに、母材表面から1μm以内におけるSi、Cr、P及びMoのEPMA線分析の最大強度が、母材中のSi、Cr、P及びMoのEPMA線分析の平均強度に較べて8倍以下であることを特徴とする優れた合金化めっき鋼板。
(もっと読む)
コイル状線材の徐冷方法及びその徐冷設備
【課題】簡易な設備で、均一な温度分布で長時間徐冷が可能なコイル状線材の冷却方法及び冷却設備を提供する。
【解決手段】熱間圧延後にコイル形状に成形された線材を、強制冷却して所定の温度に温度降下させた後に、搬送路に沿って搬送しながら自然放冷させる。このとき、幅方向の温度偏差が所定範囲に収まるように、コイル状線材の搬送速度を、段階的に減速しながら搬送する。
(もっと読む)
熱延鋼帯の冷却装置および冷却方法
【課題】熱間圧延された鋼帯を冷却水で冷却する際に、高い冷却能力と安定した冷却領域を適切に実現することにより、鋼帯の先端から尾端まで均一に冷却を施すことができる熱延鋼帯の冷却装置および冷却方法を提供する。
【解決手段】鋼帯12の上面側に、テーブルロール9の上流側と下流側とからそれぞれ該テーブルロール直上へ向けて傾斜させた棒状冷却水を噴射する円管ノズル14を対向するように配置する。
(もっと読む)
熱延鋼帯の冷却装置および冷却方法
【課題】熱間圧延された鋼帯を冷却水で冷却する際に、高い冷却能力と安定した冷却領域を適切に実現することにより、鋼帯の先端から尾端まで均一に冷却を施すことができる熱延鋼帯の冷却装置および冷却方法を提供する。
【解決手段】鋼帯12の下面側に、テーブルロール間から鋼帯下面へ向けて棒状冷却水を噴射する下面冷却ノズル19を配置するとともに、鋼帯12の上面側に、下面冷却ノズル19から噴射された棒状冷却水が鋼帯12に衝突する位置の直上へ向けて、その上流側と下流側とからそれぞれ傾斜させた棒状冷却水を噴射する冷却ノズル14を対向するように配置する。
(もっと読む)
高温鋼材の冷却方法
【課題】熱延後の鋼材を安定冷却し、均一に冷却できるとともに、冷却終了温度を高精度に制御することが可能な冷却方法を提供する。
【解決手段】熱間圧延後の高温鋼材を冷却するに際し、(i)鋼材に接した水の沸騰形態が膜沸騰から遷移沸騰に移行する温度を遷移沸騰開始温度Aとした場合、この遷移沸騰開始温度Aよりも高い鋼材表面温度から、水を冷却媒体として鋼材の冷却を開始した後、(ii)鋼材表面温度が前記遷移沸騰開始温度Aに達する前に、冷却媒体を水溶性ポリマーが添加された冷却媒体に切り換え、引き続き鋼材の冷却を行う。遷移沸騰領域での水冷却が回避できるので安定冷却が可能となり、鋼材を均一に冷却できるとともに、冷却終了温度を高精度に制御できる。
(もっと読む)
厚鋼板の冷却設備列及び冷却方法
【課題】高温の厚鋼板を拘束ロールで拘束して搬送し上下部よりスプレーノズルを用い冷却する際にスケール斑による温度ばらつき効果を軽減して均一性の高い鋼材材質を得る。
【解決手段】厚鋼板を仕上げ圧延後に冷却する際に,熱間矯正機,温度計,プラズマ照射装置,上下に配置されたロールで一組をなす複数組の拘束ロール対で高温状態の厚鋼板を噛み込んで搬送しながら,拘束ロール対の間で厚鋼板上下面に注水する冷却装置から成る厚鋼板の冷却設備列および冷却方法。
(もっと読む)
鋼線材のインライン熱処理方法及びインライン熱処理装置
【課題】加熱されたルーズコイルを冷却する線材の熱処理方法において発生する、熱処理された線材の断面内材質不均一を改善する。
【解決手段】非沸騰の特性を有する溶融塩中に加熱されたルーズコイルを浸漬冷却する鋼線材の熱処理方法において、前記溶融塩が満たされている冷却槽中で0.3〜3.0m/secの流速で流動する。この流速を得るために、冷却槽内の配管からに溶融塩を吐出させたり、噴流を調節する仕切り板を用いたり、底部に溶融塩排出管を設けたりしてもよい。また、前記配管の溶融塩の吐出口の位置を鋼線材端面と冷却槽側面との間、または、溶融塩深さの4/5以下に限定しても良い。さらに、鋼線材浮上防止のローラーを設けても良い。
(もっと読む)
異形高抗張力鋼棒
【課題】 PC鋼材の経済的破断強度は100トン前後で頭打ちになっている。低コストで150トンを越える高抗張力・大荷重に耐える鋼材を提供する。
【解決手段】 基本プロセスとして制御冷却高強度パーライト圧延鋼棒を踏襲する。該材質は高抗張力鋼材に付随し易い遅れ破壊等の脆性問題に対して極めて有利である。
第2に断面拡大により破断荷重の増強を行う。その際、延靭性を低下させ易い直径拡大と言う手段は採らず、逆に直径縮小・幅拡大を採用する。幅拡大に伴う不均一冷却を解消する新断面形状を提示する。延靭性に影響する断面内温度差を抑制する条件を特定する。得られた大荷重鋼材の簡便な定着方法を提示する。
(もっと読む)
1 - 20 / 35
[ Back to top ]