
Fターム[4L056EC47]の内容
紡績及び撚糸 (4,539) | 検出、制御の対象、内容、時期 (328) | 量 (127)
Fターム[4L056EC47]の下位に属するFターム
Fターム[4L056EC47]に分類される特許
1 - 3 / 3
紡績機
【課題】装置の据付以降でも圧力検出手段のキャリブレーションが可能であり、圧力異常の正確な検出が可能な紡績機を提供する。
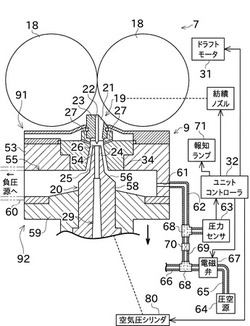
【解決手段】紡績機としての精紡機は、第1ブロック91と、第2ブロック92と、空気圧シリンダ80と、旋回流発生室25と、圧力センサ63と、ユニットコントローラ32と、を備える。第1ブロック91は、繊維束に旋回空気流を作用させる空気紡績ノズル19を有する。第1ブロック91の下流側に設けられる第2ブロック92は、繊維束が走行する中空ガイド軸体20を有する。空気圧シリンダ80は、2つのブロック91,92を離間及び接触させる。圧力センサ63は、繊維束に撚りを与えるために2つのブロック91,92の間に形成される旋回流発生室25の圧力を検出する。ユニットコントローラ32は、空気圧シリンダ80により旋回流発生室25が開放された時に、圧力センサ63のキャリブレーションを行う。
(もっと読む)
紡糸プロセスがセンサで監視されるエア紡績機
エア紡績機においては空気渦流と繊維による巻付けとが、紡出される糸(25)の品質に決定的な影響を及ぼす。品質低下を早期の段階で認識できるためには、紡績部位あたり少なくとも1つのセンサ(1a,1b,2,3,4)が配置され、該センサ(1a,1b,2,3,4)が空気渦流及び/又は巻付けパラメータの物理的な値を検出するエア紡績機が提案されている。検出された値は監視ユニットにて評価され、これによって紡績プロセスの制御を可能にする。 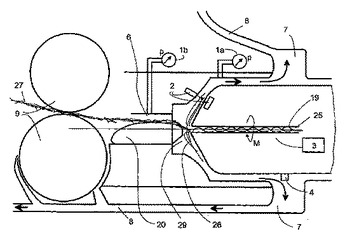 (もっと読む)
(もっと読む)
紡績機の生産能率を最適化する方法

紡績機の出力を、糸切れの数に関して各個々の紡績点で別個に監視すること及び最適化された生産速度に各個々の紡績点を調整することにより、最適化するための方法が開示される。エアジェット紡績機においては、送出された圧縮空気もまた、それぞれの生産速度に関して調整される。 (もっと読む)
1 - 3 / 3
[ Back to top ]