
Fターム[4L056EC53]の内容
紡績及び撚糸 (4,539) | 検出、制御の対象、内容、時期 (328) | 量 (127) | 速度 (32)
Fターム[4L056EC53]に分類される特許
1 - 20 / 32
糸巻取機及び糸巻取ユニット
【課題】巻き取り開始直後の糸速度を正確に取得可能な糸巻取機を提供する。
【解決手段】精紡機は、巻取装置13と、紡績装置9と、ロータリエンコーダ機構と、糸継装置43と、継目モニタ47と、台車制御部と、を備えている。巻取装置13は、パッケージ45に紡績糸10を巻き取る。紡績装置9は、巻取装置13に紡績糸10を供給する。ロータリエンコーダ機構は、パッケージ45の回転速度を検出するためのものである。糸継装置43は、紡績装置9とパッケージ45との間の紡績糸10を糸継ぎして継ぎ目99を形成する。継目モニタ47は、紡績糸10の走行方向で糸継装置43の下流側に配置され、継ぎ目をモニタする。台車制御部は、ロータリエンコーダ機構の検出結果に基づいて取得した紡績糸10の走行速度と、継目モニタ47によるモニタ結果と、に基づいて、糸継装置43が形成した継ぎ目が正常であるか否かを判断する。
(もっと読む)
紡績機及び紡績機における糸の製造を中断する方法

【課題】糸の製造の中断が制御された後に、糸の終端を迅速かつ容易に配置できる方法及び紡績機を提案する。
【解決手段】紡績機は、繊維材3の入口2と繊維材3からつくられた糸5の出口とを有する少なくとも1つの紡績部1と、配送装置6と、引き出す引出装置7と、巻き取り装置8と、少なくとも1つの糸のパラメータを監視する糸監視部9と、を有し、糸の製造は、監視される糸のパラメータについて目標位置から所定の乖離が検出されることにより、及び/又は巻き取り装置8のボビンの交換のために、及び/又は紡績機のスイッチオフの前に、中断され、配送装置6、引出装置7及び巻き取り装置8の送り速度は、糸の製造を中断するために、停止するまで徐々に低下させられ、その低下は、低下が完了した後に、製造された糸5の終端10が、紡績部1の出口4と巻き取り装置8との間に位置するように、設計された制御及び/又は調整装置を有する紡績機。
(もっと読む)
紡績機
【課題】パッケージと制動部の接触時間を調節することによって、該パッケージの回転を確実に停止できる紡績機を提供することを目的としている。
【解決手段】紡績糸Yを巻き取ってパッケージPを作成する紡績ユニット10を複数備えた紡績機100であって、回転中の前記パッケージPと接触して該パッケージPの回転を制動できる制動部21と、前記制動部21を前記パッケージPに接触又は離間自在に駆動できる駆動部22と、前記駆動部22に制御信号を送信して、前記パッケージPと前記制動部22の接触時間を調節するように前記駆動部22を制御する制御部40と、を具備する、とした。
(もっと読む)
紡績機及び紡績機における糸の製造を中断する方法
【課題】糸の製造の中断が制御された後に、継ぎ合わせ工程を迅速にできる方法を提供する。
【解決手段】紡績機は、繊維材3のための入口2と繊維材からつくられた糸5のための出口4とを有する少なくとも1つの紡績部1と、繊維材を紡績部に送る配送装置6と、紡績部の外へ糸を引き出す引出装置7と、製造された糸を巻き取る巻き取り装置8と、少なくとも1つの糸のパラメータを監視する糸監視部9とを有し、監視される糸のパラメータについて目標位置から所定の乖離が検出されることにより、及び/又は巻き取り装置のボビンの交換のために、及び/又は紡績機のスイッチオフの前に、中断される。配送装置、引出装置及び巻き取り装置の送り速度は、糸の製造を中断するために、停止するまで徐々に低下させられ、その低下は、低下が完了した後に、製造された糸の終端10が、紡績部の中に位置するように、実施される。
(もっと読む)
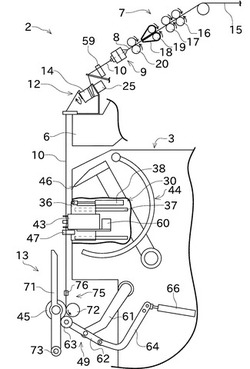
糸供給装置
【課題】既に実地において使用されている撚糸機又はケーブリング機においても、エネルギ消費を著しく低減することのできる糸供給装置を提供する。
【解決手段】外糸における糸張力を生ぜしめるために作業箇所固有の糸ブレーキを有する、撚糸機又はケーブリング機の作業箇所のための糸供給装置において、この糸供給装置13が、後装備可能な追加パーツキット12の構成部材である。
(もっと読む)
前紡工程のドラフト装置の制御方法及び制御装置
【課題】口出し作業時にドラフト装置から送出される帯状の繊維束がギャザラーを通過し易くすることができる前紡工程のドラフト装置の制御方法及び制御装置を提供する。
【解決手段】フロントボトムローラ13、ミドルボトムローラ14及びバックボトムローラ15がそれぞれ独立してフロントローラ駆動モータ28、ミドルローラ駆動モータ30及びバックローラ駆動モータ32により駆動されるドラフト装置11を備えている。制御装置37は、口出し作業時にドラフト比を定常運転時のドラフト比より大きな状態となるようにフロントローラ駆動モータ28、ミドルローラ駆動モータ30及びバックローラ駆動モータ32を制御するドラフト比変更手段を構成するCPU38を備えている。
(もっと読む)
糸条パッケージの捲取り方法
【課題】フィラメント数が少なく、かつ単糸繊度が太い合成繊維糸条のパッケージに関し、解舒性良好な糸条パッケージを得るための捲き取り方法を提供することを技術的な課題とする。
【解決手段】糸条をボビンに捲き取るにあたり、リングレールが最下部に位置するときのスピンドル回転数を基準にして、リングレール上昇時にスピンドル回転数を上げ、リングレール下降時にスピンドル回転数を下げて糸条を捲き取る方法であって、上部捲上角度が5度以下のパラレル捲きにより糸条を捲取った後、コンビネーション捲きに移行することにより、捲き上がり時の上部傾斜糸層の捲上角度を18度以下とする糸条パッケージの捲き取り方法。
(もっと読む)
紡績ユニット
【課題】巻取装置による紡績糸の綾振が糸欠点検出装置による欠点部の検出精度に影響を与える恐れがなく、更に、紡績糸に掛かる張力を適度に保つとともに、安定させることによって糸欠点検出装置による欠点部の検出精度を向上させるとした紡績ユニットを提供する。
【解決手段】繊維束Fを牽伸するドラフト装置5と、ドラフト装置5により牽伸された繊維束Fから紡績糸Yを製造する紡績装置6と、紡績装置6により製造された紡績糸Yの張力を安定させる張力安定装置8と、張力安定装置8から送り出された紡績糸Yをパッケージ91へと巻回する巻取装置9と、紡績糸Yの欠点部を検出可能とする糸欠点検出装置7と、を備える紡績ユニット1であって、糸欠点検出装置1は、紡績装置6と張力安定装置8との間に配置するとした。
(もっと読む)
繊維製造過程を最適化する方法
方法は、繊維最終製品を製造する繊維製造過程(101)を最適化するために用いられる。製造過程(101)が、要素として少なくとも1つのパラメータ(x1,・・・,xn)を持つパラメータ集合({x1,・・・,xn})を含む数学モデル(102)において製造過程(101)が表現される。パラメータ集合({x1,・・・,xn})のうち、少なくとも1つの変化パラメータ(xi)が、モデル(102)においてそれぞれ1つの変化(Δxi)だけ変化される(106)。少なくとも1つの変化(Δxi)が最終製品の財政的価値(P)に及ぼす影響が評価される(108)。評価(108)の出力に関係して、少なくとも1つの変化(Δxi)が製造過程(101)へ受け継がれる(109)。 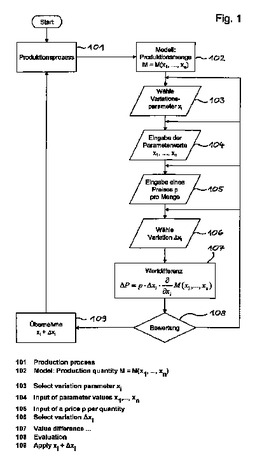 (もっと読む)
(もっと読む)
紡績機
【課題】糸貯留ローラ上に残留した紡績糸の除去を効率的に行うことのできる紡績機を提供する。
【解決手段】精紡機は、糸貯留ローラと、電動モータと、ユニットコントローラと、を備える。糸貯留ローラは、紡績装置で生成された紡績糸を外周面に巻き付けて回転することで、紡績糸を一時的に貯留する。電動モータは、糸貯留ローラを回転駆動する。ユニットコントローラは、糸貯留ローラに巻き付いた紡績糸の解舒が必要になった場合に、糸貯留ローラを逆回転させるように電動モータを制御する第1制御を行う。その後、ユニットコントローラは、第1制御における回転速度より高速で糸貯留ローラを逆回転させるように電動モータを制御する第2制御を行う。そして、ユニットコントローラは、第2制御において糸貯留ローラの逆転速度を一時的に増加させてフライヤー等に絡まった糸を振り払う制御を行う。
(もっと読む)
糸を製造する装置
【課題】糸の撚り形状を変更可能にする。
【解決手段】回転軸に沿って往復運動し、スライバを撚る加撚ローラ6が、往復運動の範囲を変更可能に取り付けられた第1の往復加撚ステージと、コアフィラメントをスライバ内に押し込む非往復ローラ7と、コアフィラメントがリングを通過可能にされ、コアフィラメントおよびスライバを、第1の往復加撚ステージを通過する前に非往復ローラ7に向けて通過させるリングガイド8a〜8cであって、スライバが撚られた後にコアフィラメントがスライバに包囲された状態になるように、コアフィラメントがスライバの中央部内に押し込まれるように配置されたリングガイド8a〜8cと、特定の布に関して望ましい特性を考慮して決められる所望の撚り形状を糸に付与するように、加撚ローラ6の往復運動の範囲を変更するようプログラム可能な制御システムとを有する。
(もっと読む)
糸を製造する装置
【課題】糸の撚り形状を変更可能にする。
【解決手段】回転軸に沿って往復運動し、スライバを撚る加撚ローラ6を含む第1の往復加撚ステージと、コアフィラメントをスライバ内に押し込む非往復ローラ7と、コアフィラメントがリングを通過可能にされ、コアフィラメントおよびスライバを、第1の往復加撚ステージを通過する前に非往復ローラ7に向けて通過させるリングガイド8a〜8cであって、スライバが撚られた後にコアフィラメントがスライバの繊維に包囲された状態になるように、コアフィラメントがスライバの中央部内に押し込まれるように配置されたリングガイド8a〜8cと、特定の布に関して望ましい特性を考慮して決められる所望の撚り形状を糸に付与するように、加撚ローラ6の回転速度を変更するようプログラム可能な制御システムとを有する。
(もっと読む)
糸巻取装置及びそれを備える自動ワインダ
【課題】糸欠陥検出器を通過する糸送り量を正確に算出して糸欠陥の検出精度を向上させることができる糸巻取装置を提供する。
【解決手段】巻取ユニット10は、パッケージ30に巻き取られる前の糸20を貯留するための糸プール部71と、糸プール部71に糸20を供給するために駆動されるサーボモータ55と、を備える。また、巻取ユニット10は、糸欠陥を検出するために糸プール部71の上流側に配置されるクリアラ15を備える。そして、巻取ユニット10は、糸プール部71より上流側の糸送り量に基づいて、クリアラ15を通過した太さムラの長さを計算する。
(もっと読む)
糸品質測定器及び糸巻取機
【課題】正確な糸欠点長さ評価及び周期ムラの検出が可能な糸品質測定器及び糸巻取機を提供する。
【解決手段】自動ワインダを構成するワインダユニット10は、クリアラ(糸品質測定器)15を備えている。このクリアラ15は、速度を変化させながら走行する紡績糸20の太さムラを検出し、糸の太さムラの検出を行っている。このとき、糸速度に応じてサンプリング周波数を変化させて検出信号のサンプリングを行っている。クリアラ15は、走行する糸の太さを検出する第1の糸ムラセンサ43と、CPU47と、を備える。CPU47は、外部の回転センサ42から得られる糸速度信号を受信し、当該糸速度信号に応じたサンプリング周波数で第1の糸ムラセンサ43の信号のサンプリングを行う。
(もっと読む)
リング精紡機の複数の作業個所を監視する装置及び方法
リング精紡機(1)の複数の作業個所(3〜5)を監視する装置は、糸(22)の継続処理機(2)に設けられている少なくとも1つの糸検査器(25)と、糸検査器(25)に接続される監視装置(17)とを持っている。リング精紡機(1)の作業個所(3〜5)の確実で欠陥のない安価な確認を保証するため、作業個所(3〜5)のそばを通過可能で信号を無接触で受ける検知ヘッド(8)が設けられて、監視装置(17)に接続され、かつ作業個所を監視する第1のセンサ(30)と、作業個所にある糸巻き管(28)のデータを検出する第2のセンサ(31)とを持っている。 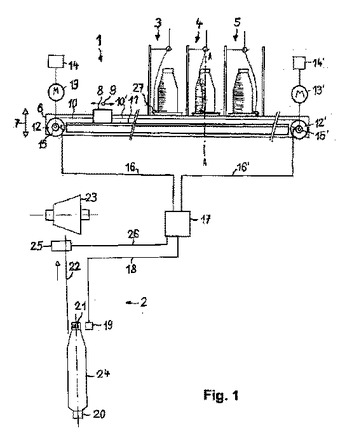 (もっと読む)
(もっと読む)
糸の速度を測定する方法及び装置
【課題】光ビームの照射領域に対して糸を正確に位置決めする必要のないドップラー干渉に基づいた糸の速度を測定する装置を提供する。
【解決手段】課題は、第1及び第2コヒーレント光波6a、6bを干渉させる、糸5の速度測定方法であって、ここで、第1光波6aは、糸5によって散乱させられた光を含み、そして、糸5に投射される第1光ビーム4aから生じた光波であるものとし、第2光波6bは、第2光ビーム4bから生じた光波であるものとし、そして、糸5の速度を光検出器8において光波6a、6b間のドップラー干渉から求めるものとする、前記方法において、糸5と接触させることなく、第2光ビーム4bを光検出器8へ導入させ、前記方法によって解決される。
(もっと読む)
粗紡機における粗糸自動巻き付け方法
【課題】従来に比べて粗糸の自動巻き付けの成功率を向上させることができる粗紡機における粗糸自動巻き付け方法を提供する。
【解決手段】粗紡機は、フライヤ駆動系及び巻き取り駆動系がドラフト装置と独立駆動可能に構成されるとともに、粗糸端を係止させる面ファスナー(粗糸端係止部)を備えたボビンを使用して粗糸の巻き取りを行う。ドラフト装置を停止させた状態でフライヤ駆動系及び巻き取り駆動系を逆転駆動させてプレッサに保持されている粗糸端をボビンの面ファスナーに接触させた後、ドラフト装置を駆動して粗糸を送り出すとともに粗糸の巻き取りを行い、その後、一旦全ての駆動系を停止させた後、紡出運転に移行する。
(もっと読む)
引伸ばし作業区間または引伸ばしユニットを運転するための方法および装置
本発明は、ポリマー糸製ケーブルを、複数の駆動引伸ばしローラーを用いて引き伸ばすための引伸ばし作業区間または引伸ばしユニットの運転方法に関する。発明に従い、各引伸ばしローラー(2.1、2.2)が所定の動作値に個々に制御されることが意図される。これに加え、各引伸ばしローラー(2.1、2.2)には、別々に駆動可能な駆動装置が付設されている。 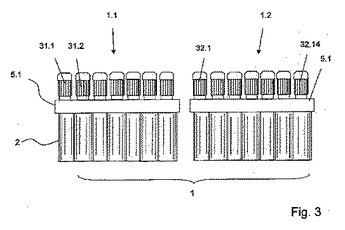 (もっと読む)
(もっと読む)
粗紡機におけるボビンレール昇降装置
【課題】紡出時以外のボビンレールの昇降時における衝突等の異常が生じても、昇降機構の損傷を回避することができる粗紡機におけるボビンレール昇降装置の提供にある。
【解決手段】昇降機構を介して昇降するボビンレール22と、該ボビンレール22を昇降させる昇降用モータ36と、昇降用モータ36を駆動制御する制御手段45とを有し、制御手段45は、紡出時における昇降用モータ36の高トルク制限値も低く設定された低トルク制限値を、紡出時以外のボビンレール22の昇降時における昇降用モータ36の出力トルクの制限値として設定する機能を有する。
(もっと読む)
粗紡機における粗糸巻き取り方法
【課題】予定した肩形状の粗糸巻(粗糸パッケージ)を、肩崩れが生じることなく安定して形成することができる粗紡機における粗糸巻き取り方法を提供する。
【解決手段】予め設定された肩形状となるように粗糸を巻き取る際に必要な層チェンジ時の粗糸巻径増加量ΔΦを、粗糸張力検出器の情報から推定し、この推定した粗糸巻径増加量ΔΦを用いてボビンレールの反転位置を決定して粗糸巻を形成する。粗糸巻径増加量ΔΦが粗糸巻径の増加に伴って単調増加すると仮定したΔΦ推定モデルを作成する。そして、粗糸張力検出器から得られる粗糸張力信号に基づいて推定した粗糸巻径増加量ΔΦpと、更新前のモデルで算出した粗糸巻径増加量ΔΦqとの差が小さくなるようにΔΦ推定モデルを更新して、更新後のモデルから粗糸巻径増加量ΔΦを算出する。
(もっと読む)
1 - 20 / 32
[ Back to top ]