
Fターム[5E044CA03]の内容
Fターム[5E044CA03]に分類される特許
1 - 20 / 68
コイル部品およびその製造方法
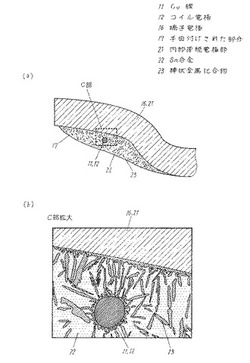
【課題】高温リフローに対応でき、耐振性にも優れたコイル部品を提供することを目的とするものである。
【解決手段】Cuを主成分とするコイル電極12とCuを主成分とする端子電極16とが、Sn合金22中にCu3Snを核とする棒状金属化合物23が分散された半田で電気的および機械的に接続され、コイル電極12および半田を含む領域をモールド成形することにより外装体19を構成したコイル部品であり、このようにすることにより、半田が溶融しても外装体19の外に出てくることを防止することができる。
(もっと読む)
コイル

【課題】安定した高い絶縁耐圧が得られ、しかも軽量で放熱性に優れた安価なコイルを提供する。
【解決手段】一実施形態のコイル10は、コア11に巻装される電線16がアルミニウム線材からなるため、電線がマグネットワイヤなどの銅線材からなる従来例に較べて軽量であり、放熱性に優れ、しかも安価である。そして、電線16の表面には、巻線加工された状態で陽極酸化処理が施こされることにより、酸化アルミニウムの絶縁被膜が形成されているため、従来のアルマイト電線を巻線加工した場合のように酸化アルミニウムの絶縁被膜にクラックが入るおそれがなく、安定した高い絶縁耐圧が得られる。
(もっと読む)
静止誘導器
【課題】高い絶縁性能と高い冷却性能を両立できる静止誘導器を提供することを目的としている。
【解決手段】コイル4の径方向端部を覆うように、かつその底部とコイル4の径方向端部との間に所定のスペースを設けて配置されたコ字状バリア絶縁物9a、9b、およびこのスペース内の一部に配置されコイル4の径方向端部に存在するコイル角部11a、11b、11c、11dをコ字状バリア絶縁物9a、9bとで共同して覆う充填絶縁物10a、10b、10c、10dを備え、スペース内の残部に流体媒体が通流するコイル端部流路12a、12bを形成した。
(もっと読む)
巻き線型インダクタおよびその製造方法、ならびに電源回路
【課題】基板上に実装された状態でモールド樹脂によって基板上に封止される巻き線型インダクタであって、ドラム型コアにおける破損の発生を抑制することが可能な巻き線型インダクタを得る。
【解決手段】基板50上に実装された状態でモールド樹脂60によって基板50上に封止される巻き線型インダクタ100は、焼結磁性体から形成され、巻軸部12ならびに巻軸部12の両端にそれぞれ設けられた上鍔部14および下鍔部16を含むドラム型コア10と、巻軸部12に巻回されたコイル導体20と、上鍔部14および下鍔部16の間に形成される空間18を、巻軸部12の径方向の外側から内側に向かって塞ぐように設けられる絶縁性物質30と、を備え、絶縁性物質30の熱膨張係数は、モールド樹脂60の熱膨張係数よりも小さい。
(もっと読む)
リアクトル装置
【課題】簡素且つコンパクトな構成で、コイル及びコアの発熱を低減させ、且つ、全体の発熱分布が均等化されて冷却効率が向上したリアクトル装置を得る。
【解決手段】リアクトル装置は、ケースと、ケース内に収容される誘導体部品と、誘導体部品とケースとにより形成される隙間に充填されるモールド樹脂と、を有し、誘導体部品は、磁性体材料として内部に磁路を形成するコアと、導体巻線を略円筒状に巻回したコイルと、コアの柱状部にコイルの巻回部を位置決めして係止する絶縁ボビンと、コイルの巻回部とケースとの間を絶縁するシート状絶縁部材とを備え、ケースは、内底面の略中央に、コイルの巻回部の半径または半径の2倍の半径の円柱周縁状面が形成された第1の突起部が設けられ、誘導体部品は、シート状絶縁部材を介して、コイルの巻回部をケースの円柱周縁状面に載置して位置決めして保持される。
(もっと読む)
リアクトル
【課題】インダクタンス値を低減させることなく小型化を図れるようにしたリアクトルを提供する。
【解決手段】磁性体からなる第1コア1および第2コア2を接合してなるコアと、同コアの磁脚に巻装した絶縁皮膜を有するコイル3とを備え、少なくとも前記コイル3が巻装される前記磁脚の上下端部に対応する前記コイル3が絶縁体3aにより絶縁被覆されてなる構成にした。これにより、コイル3とEI型のコアとの絶縁距離は、E型のコア1の磁脚をなす中脚1bの外周部に絶縁部材を設けた構成である場合に較べて大きく確保できるので、安全規格で要求される沿面距離に較べてコイル3とEI型のコアの外面との距離を短くして、リアクトル10の小型化に寄与できる。
(もっと読む)
リアクトル構造体の製造方法、およびリアクトル構造体
【課題】リアクトルの外周を樹脂モールドしたリアクトル構造体を製造する際、リアクトルの磁性コアに損傷が生じないようにすることができるリアクトル構造体の製造方法を提供する。
【解決手段】開口部を有する成形型8内にリアクトル2を配置する。次いで、成形型8に配置されたリアクトル2の両コイル41,42間の隙間に向かって開口する内側ゲートX1、および、リアクトル2と成形型8との間の空間に向かって開口する外側ゲートY1,Y5から成形型8内にモールド樹脂を注入する。内側ゲートX1と外側ゲートY1,Y5の両方を使って樹脂を注入することにより、コイル間隙からリアクトル2の外側に向かってかかる樹脂の圧力と、リアクトル2の外側から内側に向かってかかる樹脂の圧力とが互いに打ち消しあい、リアクトル2の磁性コア5に損傷が生じ難い。
(もっと読む)
流体充填変圧器用の固体絶縁体及びその製造方法
より高い温度でのかつ劣化に対する感受性を低下させた変圧器の作動を可能にする流体充填電力変圧器のための絶縁システム。絶縁システムは、固体結合剤によって互いに結合された複数の繊維を含む。固体結合剤は、例えば、繊維の周りのシースのためのものであり、又は繊維を互いに結合する分散した粒子の形態にあることができる。同じくそのような絶縁システムを製作する方法。 (もっと読む)
リアクトル用部品およびリアクトル
【課題】リアクトルに組み立てる際の作業性を改善できるリアクトル用部品と、その部品を用いたリアクトルを提供する。
【解決手段】コア150の外周にコイル10が配されたリアクトルを構成するためのリアクトル用部品100である。この部品は、巻線をらせん状に巻回したコイル10と、コアの一部でコイル内に挿通される中間コア150Cと、コイル10と中間コア150Cとを一体に保持する樹脂モールド部20とを有する。コイル10は、その形状を保持した状態として樹脂モールド部20に保持される。中間コア150Cは、その両端面が樹脂モールド部20から露出されている。
(もっと読む)
変圧器用のコイル巻枠及びそれを用いた変圧器
【課題】変圧器において内側巻線の座屈強度を確保し、鉄心を圧迫することを防止して、鉄損や励磁電流を悪化させない変圧器用のコイル巻枠、及びそれを用いた変圧器を提供する。
【解決手段】鉄心3は磁性帯を多層に巻回した巻鉄心又は多層に積み重ねた積鉄心から成り、コイル2が鉄心3に挿入されている。コイル2の最内周に配置されているコイル巻枠1aは、外側に弓形に成形されていて、鉄心3側である内側に凹む座屈に対する強度が向上されている。したがって、内側巻線21に対する座屈強度が確保され、大容量変圧器においても、鉄心3を圧迫することがなく、鉄損や励磁電流を悪化させることがない。
(もっと読む)
リアクトル用部品およびリアクトル
【課題】リアクトルに組み立てる際の作業性を改善できるリアクトル用部品と、その部品を用いたリアクトルを提供する。
【解決手段】コア150の外周にコイル10が配されたリアクトルを構成するためのリアクトル用部品100である。この部品は、巻線をらせん状に巻回したコイル10と、コアの一部でコイル内に挿通される中間コア150Cと、コイル10と中間コア150Cとを一体に保持する樹脂モールド部20とを有する。コイル10は、その形状を保持した状態として樹脂モールド部20に保持される。中間コア150Cは、その両端面が樹脂モールド部20から露出されている。
(もっと読む)
変圧器
【課題】
変圧器において、コイルとコイル押え金具との間の絶縁性の向上を図る。
【解決手段】
コイルの外周面とコイル押え金具の内面との間に、絶縁材で構成され、鉄心磁気回路に沿う方向の長さが該コイルのコイル軸方向長さより長くされかつ該コイルの両端面位置よりも上下に突出された部分を有するコイル絶縁部材を備えた構成とする。
(もっと読む)
モールドコイルの製造方法
【課題】小型且つ製造コストが低く、量産性に優れたモールドコイルの製造方法の提供を目的とする。
【解決手段】
プラスチック成形法を用いて磁性体粉末を分散させた磁性体モールド樹脂で空芯コイルを封止してなるモールドコイルの製造方法において、キャビティ6の底部にキャビティ6の底部から上部方向に突起したキャビティ6の上下方向に昇降可能な位置出しピン5aと支持ピン5bを有する成形金型を用いる。位置出しピン5aによってキャビティ6内における水平方向が保持され、さらに支持ピン5bによって中空保持されるように空芯コイル2をキャビティ内に配置する。磁性体モールド樹脂をキャビティ6内に充填し、その充填中に、位置出しピン5aと支持ピン5bを所定の位置まで下降させる。
(もっと読む)
回転電機用コイルの製造方法および回転電機用コイル
【課題】加熱加圧処理工程における加熱・加圧媒体の使用量を削減し、製造時間の短縮を可能とし、高い信頼性を有して回転電機用コイルを製造することができる回転電機用コイルの製造方法、およびこの回転電機用コイルの製造方法で製造された回転電機用コイルを提供することを目的とする。
【解決手段】回転電機用コイルの製造方法は、熱硬化性樹脂を含浸させたマイカテープ12を導体束11に巻回して電気的に絶縁被覆し、成形用冶具14を絶縁被覆された導体束11に取り付け、成形用冶具14が取り付けられた導体束11を、成形用冶具14が取り付けられた導体束11の形状に相似形状の内部空間21を有する真空・加圧タンク20内に配置し、真空・加圧タンク20内を真空にする。続いて、真空・加圧タンク20内に加熱媒体を圧入し、マイカテープ12に含浸された熱硬化性樹脂を硬化させる。
(もっと読む)
内燃機関の点火装置
【課題】昇圧電圧に損失を与えることなく、当該昇圧電圧を点火プラグに印加させ得る内燃機関の点火装置を提供する。
【解決手段】注形樹脂が中心軸CLに略平行な状態にて注入されるため、ウェルドの形成される領域では、注形樹脂の流動性が向上し、当該ウェルドに分布するボイド等が効果的に排出される。ここで、コイルケース210のプラグ接続部210cで形成されるウェルドにあっても、かかるボイド等が抑制されるため、プラグ接続部210cにおけるクラックの発生頻度が改善される。
(もっと読む)
高電圧コイルおよびその製造方法
【課題】高い信頼性を有しながら、従来に比べて安価にかつ生産性良く製造することができる高電圧コイルおよびその製造方法を提供する
【解決手段】磁気コアに1次コイルと2次コイルとを巻回したコイル部品に注形用熱硬化性樹脂組成物が注形硬化された高電圧コイルであって、注形硬化したコイル部品が被覆用樹脂により被覆されていることを特徴とする高電圧コイルおよびその製造方法。
(もっと読む)
トランス
【課題】 全高が低い薄厚形状の構成を採り、例えば2次側のピン端子とコアとの間について沿面距離を十分に得ることができ、安全規格の仕様に対応した空間・沿面距離を確保することができるトランスを提供すること
【解決手段】 樹脂性のボビン1を薄厚形状に形成し、ボビンは扁平形状の筒部5の両端にベース板6を張り出させて一体に形成し、ベース板の端面には複数のピン端子2…を埋め込んで設け、筒部5へ線材3を巻き付けると共にベース板上にコア4を組み付ける。ベース板には例えば2次側となる一方について、ピン端子2…の並び列に沿う障壁8を一体に設け、障壁8にさらに、ピン端子2…の並び列に沿う凸部9を一体に設ける。ベース板6には少なくとも例えば2次側となる一方について両側に側壁7を一体に設ける。例えば2次側に、障壁,凸部および側壁を設けるので、沿面距離を長く得ることができる。
(もっと読む)
モールド変圧器用ボビン及びその製造方法
【課題】高品質で経済的なモールド変圧器用ボビン及びその製造方法を提供する。
【解決手段】樹脂製で矩形形状を有するモールド変圧器用ボビン23cは、ある厚さのガラスロービングクロス基材をある一辺(長い方の辺)の中央から巻き付け始端23csで巻き始めて、巻き始めの箇所と対向する辺の中央において巻き付け終端23ceで巻き終わり、ボビンの厚さが基材の厚さ分だけ違う二種類の厚みを持ったボビンとなる。基材の巻回数が多く厚さの厚い部分は、モールドコイルの製造時に樹脂の硬化収縮の力が作用してもボビンが内側に座屈に耐える強度を得ることに寄与し、基材の巻回数が少ない薄い部分は使用する材料の量を少なくするのに寄与している。コイル内側に樹脂製ボビンを適用し、これをコイルの一部として製品に組み込むことで、モールドコイルの製造に際して、巻型を待つこと無く巻線の実施が可能となり、ハンドリングの向上を図ることができる。
(もっと読む)
点火コイルの製造方法
【課題】生産性を向上させることができると共に、絶縁耐久性に優れた点火コイルを製造することができる点火コイルの製造方法を提供すること。
【解決手段】熱硬化性樹脂4によって、一次コイル21及び二次コイル22を樹脂部材3に対して絶縁・固着すると共に、点火コイル1における最外殻のケースを形成する。組付工程において、一次コイル21及び二次コイル22と樹脂部材3とを組み付けて、コイル組付体を形成する。配置工程において、コイル組付体を、最外殻のケースを成形するための成形面を備えた成形型内に配置する。充填工程において、コイル組付体の内部、及びコイル組付体と成形面との間に形成されたキャビティ内に、液状態の熱硬化性樹脂4を充填する。充填工程を行う際には、成形型を加熱すると共に、一次コイル21及び二次コイル22の少なくとも一方を、通電により発熱させて、液状態の熱硬化性樹脂4を硬化させる。
(もっと読む)
モールドコイルの製造方法
【課題】低コスト且つ小型や低背なモールドコイルの製造方法の提供を目的とする。
【解決手段】
モールドコイルの製造方法において、上型と下型の少なくとも一方がダイスとパンチを備える上下一対の金型を用いると共に、以下の工程を有する。
(1)上型と下型を磁性体モールド成形材料が軟化する温度に予熱する工程。
(2)上型に設けられた上部キャビティと下型に設けられた下部キャビティのそれぞれに所定量の磁性体モールド成形材料を充填する工程。
(3)上部キャビティと下部キャビティに充填された磁性体モールド成形材料の何れか一方の露出する面上の所定の位置にコイル部材を載置する工程。
(4)上部キャビティと下部キャビティがコイル部材を挟むように上型と下型を重ね合わせて固定し、パンチを用いて磁性体モールド成形材料を加圧して成形する工程。
(もっと読む)
1 - 20 / 68
[ Back to top ]