
Fターム[5E313DD11]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 移送路のつまり、滞りの防止、解消 (68)
Fターム[5E313DD11]に分類される特許
1 - 20 / 68
アクチュエータの制御装置、制御方法およびアクチュエータの駆動時間測定方法
部品供給装置及び部品供給方法
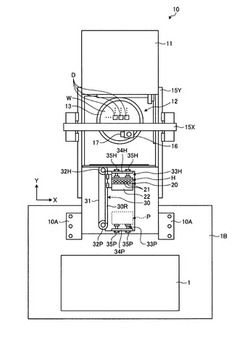
【課題】生産タクト向上を阻害せず、製造コストの上昇を回避すること。
【解決手段】部品供給装置10は、ダイDを搬送する吸着ヘッド16と、吸着ヘッド16からダイDを受け取った後、ダイDを表面実装装置1へ受け渡すとともに、ダイDを吸着ヘッド16から受け取る受取位置Hから、ダイDを表面実装装置1へ受け渡す受渡位置Pまでの間を往復移動する供給ステージ20と、供給ステージ20に設けられて、吸着ヘッド16が搬送したダイDを吸着するとともに、供給ステージ20が受渡位置Pから移動を開始するタイミングと受取位置Hで停止するタイミングとの少なくとも一方で気体を放出するノズル21と、を含む。
(もっと読む)
部品実装機

【課題】テープフィーダから排出される空テープがテープガイド通路のガイドカバーの上面側へはみ出していることを検出できるようにする。
【解決手段】テープフィーダ12の先端から排出される空テープ15が導入されるテープガイド通路16の上面カバーであるガイドカバー21の上面のうちの空テープ15のはみ出し方向に位置する検査エリアに画像認識可能な画像認識部22が設けられている。ガイドカバー21の上面側への空テープ15のはみ出しを検査する際に、部品実装機のカメラをガイドカバー21の上面のうちの画像認識部22が位置する検査エリアの上方へ移動させて該検査エリアを上方からカメラ19で撮像し、画像処理により該検査エリアの画像内に画像認識部22を認識できたか否かを判定し、その結果、画像認識部22を認識できない場合は、ガイドカバー21の上面側への空テープ15のはみ出しが有ると判定する。
(もっと読む)
基板処理システム、基板供給順序決定方法、プログラム、記録媒体
【課題】並列に配置された基板搬送系Cf、Cbへの基板Sの搬送順序を適切化することで、ヘッドユニット5f、5bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cfへの基板Sの搬送順序と基板搬送系Cbへの基板Sの搬送順序との組み合わせC(i)が複数生成される。そして、組み合わせC(i)が示す順序で基板搬送系Cf、Cbそれぞれに基板Sを搬送した場合に、ヘッドユニット5f、5bの排他領域Reからの退避動作が発生するか否かを判断した結果に基づいて、複数の組み合わせC(i)の中から、基板搬送系Cf、Cbに基板Sを搬送する順序が選定される。これによって各基板搬送系Cf、Cbへの基板Sの搬送順序が適切化されて、ヘッドユニット5f、5bの退避動作の発生を抑制することが可能となり、スループットの向上を図ることができる。
(もっと読む)
基板処理システム、基板供給順序決定方法、プログラム、記録媒体
【課題】並列に配置された基板搬送系Cf、Cbそれぞれが搬送する基板Sへの処理を、各基板搬送系Cf、Cbに設けられたヘッドユニット51f、51bにより行うにあたって、ヘッドユニット51f、51bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cf、Cbのうち一方へは幅の広い品種の基板Sから供給するとともに他方へは幅の狭い品種の基板Sから供給すると、基板搬送系Cf、Cbへの基板の搬送順序を決定する。そのため、基板搬送系Cf、Cbのうち、一方の基板搬送系へ幅広の基板Sが供給されるときには、他方の基板搬送系へは幅狭の基板Sが供給されることとなる。その結果、基板搬送系Cf、Cbの両方に同時に幅広の基板Sが供給されて、基板搬送系Cf、Cbに搬送されてきた各基板Sの間隔ΔSが狭くなるといった状況の発生を抑制し、スループットの向上を図ることが可能となっている。
(もっと読む)
基板搬送装置、基板搬送方法および表面実装機
【課題】第1位置に停止している基板を第2位置に向けて搬送し、当該第2位置に正確に、かつ安定して停止させる。
【解決手段】基板を基板停止位置から実装作業位置に向けて搬送している最中に中間位置到達時間ATを計測し、これによって基板の搬送状況(突発的要因の発生の有無)を把握する。そして、基板を実装作業位置に搬送させる前に、中間位置到達時間ATに応じて減速開始タイミングT14および減速度bを変更することで減速パターンを制御し、これによって当該基板を正確に実装作業位置に停止位置決めする。このようにフィードフォワード制御によって基板を実装作業位置に搬送しているため、1枚目の基板であっても、2枚目以降の基板であっても、搬送中に突発的な要因によって基板搬送状況は変化しても、それに応じた基板搬送を行うので、基板を安定して実装作業位置に搬送することができる。
(もっと読む)
フィーダカート及び電子部品装着装置
【課題】
本発明は、テープ押さえの浮き上がりを防止し、生産性の高いフィーダカート及び電子部品装着装置を提供する。
【解決手段】
本発明は、電子部品を供給する供給テープを部品取出位置で押えるテープ押さえを有する複数のテープフィーダを所定位置に搭載可能とする規則的に並んだフィーダガイドを具備するフィーダカートが、前記テープフィーダを前記所定位置にセットした状態において、前記テープ押えの浮きを防止するテープ押さえ浮き防止手段を有する。
(もっと読む)
基板処理システム、基板処理方法
【課題】基板処理システムの汎用性の向上を図る。
【解決手段】受渡位置P2より基板搬送方向Dbの下流側で搬送経路R1に存在する基板処理装置200、300の台数(3台)と、受渡位置P7より基板搬送方向Dfの下流側で搬送経路R3に存在する基板処理装置200、300の台数(2台)とは異なっている。したがって、搬送経路R1に沿って存在する基板処理装置100、200、300の台数(5台)と、搬送経路R3に沿って存在する基板処理装置100、200、300の台数(4台)とは異なることとなる。このように、基板Sの搬送経路を搬送経路R1、R3の間で適宜切り換えることで、基板Sへの処理に供する基板処理装置100、200、300の台数を変更することが可能となっている。
(もっと読む)
電子回路部品装着機
【課題】部品供給具と吸着ノズルとが回路基板に対して一緒に相対移動させられる電子回路部品装着機の使い勝手を向上させる。
【解決手段】12個の吸着ノズル172は、バルクフィーダ402および部品撮像装置と共にヘッド本体186に設けられ、回路基板に対して一緒に移動させられるとともに、回転体180の回転により部品受取位置へ移動してバルクフィーダ402から電子回路部品を受け取り、部品撮像装置へ移動して部品撮像装置により電子回路部品が撮像され、部品装着位置へ移動して回路基板に電子回路部品を装着する。また、吸着ノズル172は、部品装着位置において、モジュール本体に設けられたテープフィーダから電子回路部品を受け取り、回路基板に装着する。
(もっと読む)
テープフィーダ
【課題】本発明は、電子部品の飛び出しを防止しつつ、カバーテープの詰まりを防止できるテープフィーダを提供することを目的とする。
【解決手段】本発明にかかるテープフィーダは、カバーテープ20を折り返し、電子部品16が収納されたメインテープ18から該カバーテープ20を剥離する剥離爪24と、該メインテープ18から剥離した該カバーテープ20を巻き取り収納するカバーテープ収納リール26と、該メインテープ18から剥離した該カバーテープ20を、該カバーテープ収納リール26へ導く通路を提供するように構成されたカバーテープガイド構造28と、テープ14の送り方向と平行に伸びるように該カバーテープガイド構造28と接続して形成された平行部分44と、を備える。
(もっと読む)
電子部品実装装置および電子部品実装装置における基板搬送方法
【課題】基板連結状態を実装作業前に検出するとともに、基板連結状態の是正・解消を自動的に行うことができる電子部品実装装置および電子部品実装装置における基板搬送方法を提供することを目的とする。
【解決手段】搬入コンベア2Aにおいて先行・後続の基板3A,3Bが所定間隔以下に近接した状態となる基板連結がセンサSCによって検出されたならば、先行する基板3Aのみを実装コンベア2Bに搬入するとともに後続の基板3Bを搬入コンベア2A上で待機させることにより基板連結を解消する。すなわち基板3Aを搬入コンベア2Aから実装コンベア2Bへ乗り移らせるのに必要な乗り移り移動距離d1だけ搬入コンベア2Aを駆動して当該基板3Aを実装コンベア2Bに乗り移らせ、次いで搬入コンベア2Aの駆動を停止することにより後続の基板3Bを搬入コンベア2A上に停留させる。
(もっと読む)
電子部品実装装置および電子部品実装装置における基板搬送方法
【課題】基板連結状態を実装作業前に検出するとともに、基板連結状態の是正・解消を自動的に行うことができる電子部品実装装置および電子部品実装装置における基板搬送方法を提供することを目的とする。
【解決手段】搬入コンベア2Aにおいて基板長さ演算用の基板検出センサであるセンサSBが搬入コンベア2Aの駆動中に基板3A,3Bを連続して検出する検出継続時間と当該搬入コンベア2Aの搬送速度から基板長さL*を近似的に演算し、演算された基板長さL*を既知の基板長さLと比較することにより先行・後続の基板3の端部が当接した連結状態となる基板連結を検出し、基板3Aを搬入コンベア2Aから実装コンベア2Bへ乗り移らせるのに必要な乗り移り移動距離だけ搬入コンベア2Aを駆動して基板3Aを実装コンベア2Bに乗り移らせ、搬入コンベア2Aの駆動を停止することにより基板3Bを搬入コンベア2A上に停留させる。
(もっと読む)
電子部品実装ラインおよび電子部品実装方法
【課題】異種類の基板を含めた複数枚の基板を対象として同時並行的に印刷作業を効率よく実行する電子部品実装ラインおよび電子部品実装方法を提供する。
【解決手段】電子部品搭載装置3の上流に2つのスクリーン印刷部7A,7Bをそれぞれ直列に配置して成る2列のスクリーン印刷ラインを並設したスクリーン印刷システムを連結して構成された電子部品実装ラインにおいて、2列のスクリーン印刷ラインは、スクリーン印刷システムの中心側にそれぞれのバイパス用の基板搬送路8を並列に配置し、それぞれのスクリーン印刷部7A、7Bを基板搬送路8の外側に配置した構成とする。これにより、下流側装置から当該スクリーン印刷装置の上流側へ基板5を戻すためのリターン搬送および上流側から送られた基板5を当該スクリーン印刷装置を通過させて下流側装置へ搬送するためのバイパス搬送など必要に応じて多様な基板搬送形態が可能となる。
(もっと読む)
印刷装置
【課題】搬送対象である基材を円滑に搬送できる印刷装置を提供する。
【解決手段】間隔をあけて配置され、基材1を支持するレール部142a、142bと、レール部の間隔を調整する調整部150と、レール部に支持された基材を搬送する搬送部13と、搬送部に設けられ、レール部の間隔を検知する検知装置120と、を備える。
(もっと読む)
部品実装装置および部品実装方法
【課題】2つの実装レーンを備え独立実装モードと交互実装モードとを選択して実行する構成において、生産データの更新を合理的且つ効率的に実行することができる部品実装装置および部品実装方法を提供することを目的とする。
【解決手段】第1作業モード(独立実装モード)、第2作業モード(交互実装モード)のいずれを実行するかを指示するモード選択指令及び指示された作業モードに対応した生産データ32をホストコンピュータ20から受信し、部品実装作業の実行に際し実装制御部23が参照する記憶部24に記憶された生産データ32を、モード選択指令によって指示された作業モードに対応した新たな生産データ32に生産データ更新処理部26によって更新する.これにより、2つの実装レーンを備え独立実装モードと交互実装モードとを選択して実行する構成において、生産データの更新を合理的且つ効率的に実行することができる。
(もっと読む)
電子部品装着装置
【課題】収納テープの送り動作前のカバーテープのテンション回復処理を行うことにより、収納テープが部品供給ユニットに未装填の状態であるとか、カバーテープが切れている状態の場合にも適切に対処すること。
【解決手段】収納テープCの送り動作前のカバーテープCaに所定のテンションが掛かっていないとき、回収用駆動モータ42を正転させるように、CPU110は制御し、この駆動モータ42の正転駆動によりスプリング63の付勢力に抗して支軸58を支点として剥離レバー59が時計方向に揺動して、適正テンションに回復する。
(もっと読む)
バルクフィーダ用部品収納ケース
【課題】電子部品が供給通路内に流入する確率を高めることができるバルクフィーダ用の部品収納ケースを提供する。
【解決手段】部品収納ケース10は、磁力による吸引を可能とした多数の電子部品をバラ状態で収納するための収納室16と、所定円軌道に沿うように収納室16の一側面に下から上に向かって形成された円弧状の貫通孔13bと、上面開口、内側開口及び外側開口を有し貫通孔13bの上端に達するように形成された取出口形成凹部13cと、貫通孔13bの内側開口の上部と取出口形成凹部13cの内側開口を閉塞する部材12及び15とを備えている。
(もっと読む)
バルクフィーダ及びバルクフィーダ用部品収納ケース
【課題】部品供給速度(取出口から部品が取り出されてから次の部品を取出口に供給するまでの時間を指す)が極めて速いバルクフィーダを提供する。
【解決手段】フィーダ本体に着脱自在に取り付けられた部品収納ケースは、収納室、案内溝25、供給通路26及び取出口を有すると共に、供給通路26の基準深さDgよりも大きな深さDg1を有し、且つ、取込口26a近傍箇所から供給通路26内に及んで局部的に設けられた食い込み抑制部分26bを有している。
(もっと読む)
部品供給方法
【課題】短い時間間隔で取出口に部品を確実に供給できる部品供給方法を提供すること。
【解決手段】部品供給方法として、前側の永久磁石35が取出口17の右側を通り過ぎた位置に存在し、且つ、該永久磁石35に続く後側の永久磁石35が供給通路16の右側に入り込んだ位置に存在する状態でロータ30を停止させ、そして、取出口17を通じて先頭の部品が取り出される度にロータ30を取出口17に向かう方向に所定角度回転させて前記ロータ停止位置と同じ状態を作り上げる方法を採用した。
(もっと読む)
基板搬送装置、基板搬送方法および表面実装機
【課題】作業位置からの基板の搬出と、作業位置への基板の搬入とを並行して行うことで搬送タクトを短縮しながらも、作業位置に搬入される基板が作業位置から搬出される基板に追いついて連なるのを未然に防止する。
【解決手段】標準搬入時間T1が標準搬出時間T2よりも短い場合に、搬送時間差ΔT(=T2−T1+f)だけ(n+1)枚目基板3bの搬入開始だけ遅らせたことによって、(n+1)枚目基板3bが実装位置Pbに到達する前に、n枚目基板3aが搬出側センサ24cを通過する、つまり部品実装されたn枚目基板3aが実装位置Pbから完全に搬出される。その後のタイミングtn4で、(n+1)枚目基板3bが実装位置Pbに搬入される。
(もっと読む)
1 - 20 / 68
[ Back to top ]