
株式会社日立ハイテクインスツルメンツにより出願された特許
1 - 10 / 607
電子部品装着方法及び電子部品装着装置
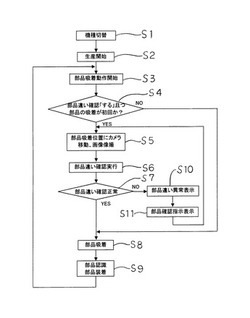
【課題】トレイから取り出された電子部品が基板に誤装着されることを極力回避できる電子部品装着装置を提供すること。
【解決手段】プリント基板Pの生産機種が変更されたとき、トレイ13に配置された部品収納部41に収納され変更された生産機種で使用される電子部品の表面に設けられている文字を基板認識カメラ4により撮像して認識し、この認識した画像を予め格納されているデータの画像と比較し、その結果に基づいて、前記電子部品が正しいか否かを判断する。
(もっと読む)
反動吸収装置及び半導体組立装置

【課題】本発明は、軽量化を図った反動吸収装置を提供すること、あるいは軽量化を図った反動吸収装置を用い、更に処理時間を短い生産性或いは品質の高い半導体組立装置を提供することである。
【解決手段】本発明は、装置ベースと、装置ベースに固定された支持体と、第1のボールネジと、前記第1のボールネジによって所定方向に移動され、少なくとも半導体を組み立てる処理ヘッドを負荷とする負荷ユニットと、前記所定方向と逆の方向に反力を発生させる第2のボールネジと、前記第1のボールネジと前記第2のボールネジを駆動する動力源を有する駆動ユニットと、を具備するカウンタ機構部と、前記支持体と、前記カウンタ機構部を前記第2のボールネジにより移動可能に支持する支持部材とを備えている反動吸収ユニットを有することを特徴とする。
(もっと読む)
電子部品の装着方法
【課題】電子部品の吸着姿勢の不良が発生したときに、吸着ノズルの真空吸着のために真空源に切替え接続するための切替弁が駆動するタイミングを変更することにより、電子部品の吸着姿勢の不良を極力減少させること。
【解決手段】連鎖吸着の過程において、CPU15は装着ヘッド6A又は6Bの吸着姿勢不良フラグの内容がONであれば、エア切替バルブ電磁弁35がONしてから真空度100%に到達までの時間tnをRAM17から読み込む。吸着ノズル5の下降を開始させ、吸着ノズル5の下限位置への到達を確認したら、エア切替バルブ電磁弁35をONさせて真空側に切替え、真空/正圧切替弁33を介して真空源に連通させ、電子部品取出しのための真空吸引動作を開始する。このエア切替バルブ電磁弁35をONさせたらタイマ40をスタートさせ、時間tnが経過したことを確認したら、上下軸駆動モータを制御して吸着ノズル5の上昇を開始させる。
(もっと読む)
ダイボンダ装置、及びダイボンド方法
【課題】
はんだ接合部中のボイド、界面の接合不良を低減可能なダイボンダ、及びこれを用いたダイボンドプロセスを提供する。
【解決手段】
リードフレーム、又は基板に半導体チップをはんだで接合するダイボンダにおいて、上記リードフレーム、又は基板を搬送する搬送部と、上記リードフレーム、又は基板上にはんだを供給するはんだ供給部と、上記リードフレーム、又は基板上のはんだに半導体チップを搭載、接合する搭載部を備え、上記はんだを上記リードフレーム、又は基板上に供給した後に、炉内で溶融しているはんだ表面の酸化膜を除去する表面清浄化ユニットを有することを特徴とするダイボンダ設備により、ダイボンド品質を向上させる。
(もっと読む)
トレイのセット方向判断方法及び電子部品装着装置
【課題】トレイがセットされた方向を把握し、誤った方向でセットされたトレイから取り出された電子部品が基板に誤装着されることを極力回避できる電子部品装着装置を提供すること。
【解決手段】部品供給装置に出し入れ自在にセットされ電子部品を収納する複数の部品収納部41を配置した矩形のトレイ13の少なくとも1つのコーナーに設けられたセット方向確認マークである面取り43を基板認識カメラ4により撮像し、 この撮像した画像に基づいて、トレイ13の部品供給装置へのセット方向を把握する。
(もっと読む)
電子部品装着装置の装着データ作成方法、電子部品装着装置、電子部品装着装置の電子部品装着順序決定方法及び電子部品装着装置の装着データ作成方法
【課題】部品供給ユニットの交換が発生する場合でも、ビームの稼動状況を向上させて生産効率の向上を図ること。
【解決手段】手前側(一方の外方側)の部品装着装置3の部品供給ユニット13の交換作業時には、手前側のビーム8は奥側(他方の外方側)の部品供給装置5側に乗り入れ、装着ヘッド11は装着ヘッド10と同様に搬送装置2上のプリント基板Pと部品供給装置3との間を移動し、各装着ヘッド10、11に設けられた吸着ノズルにより部品供給装置5から電子部品を取出してプリント基板P上に装着する。
(もっと読む)
電子部品装着装置の測定方法
【課題】電子部品装着装置にて実装された電子部品の位置を正確に測定できるようにすること。
【解決手段】検査用基板PPに設けられ、複数の認識マーク34から構成されるキャリブレーションマーク33を基板認識カメラ19で撮像して認識処理し、検査用基板PPの倍率及び傾きのパラメータを求め、更に、検査用基板PPに装着された電子部品を基板認識カメラ19で撮像して装着位置を認識し、前記パラメータに基づいて電子部品が装着されている位置を補正する。
(もっと読む)
電子部品の装着方法
【課題】二列の搬送装置で搬送する装着エリアの搬送方向の長さを超える長尺の基板に実装する際の、複数回位置決め動作による実装待ち時間を排除して、稼動効率の向上を図ること。
【解決手段】Aレーン2Aで搬送される装着ヘッド6A、6Bの装着エリアの搬送方向の長さを超える長尺のプリント基板Pを1回目の位置決めをした状態で、前記両装着ヘッド6A、6Bで部品供給装置3A、3Bから取出した電子部品を前記プリント基板Pの右半分に装着している間に、Bレーン2Bで前記プリント基板Pの搬送及び第1回目の位置決め動作を行い、Aレーン2Aで1回目の位置決めをした前記プリント基板Pの右半分に装着した後は、このAレーン2Aで前記プリント基板Pの2回目の位置決めのための搬送及び位置決め動作をする前に、Bレーン2Bで搬送及び位置決めされた前記プリント基板Pの右半分に装着する。
(もっと読む)
部品ライブラリデータの作成方法
【課題】電子部品の厚さに係るデータを作成すべく電子部品を撮像するに際し、自動的に明るさを設定するようにして、明るさ設定作業効率の向上を図ること。
【解決手段】光源の明るさを変えて調整台上の電子部品を部品認識カメラが複数回撮像し、この各撮像画像の評価エリアを設定して、各撮像画像の前記評価エリア内の各画素の輝度の平均値、標準偏差σ、最大値を算出し、全ての前記撮像画像において、適切な高さ画像を得るための明るさに関する判定式を満足するかを判定する。満足しないと判定した場合に、評価エリア全体が輝度の飽和状態の明るさに設定して、この明るさの第1の所定の割合の明るさで第1の画像を取得し、飽和に達した直前の明るさの第2の所定割合の明るさで第2の画像を取得し、前記第1の画像及び前記第2の画像を合成した画像を取得し、この合成画像を認識処理装置が認識処理して、前記電子部品の厚さに係るデータを作成する。
(もっと読む)
基板生産ラインの管理方法
【課題】吸着ミス等を考慮することにより、より各電子部品装着装置間の基板生産時間バランスを向上させること。
【解決手段】割り振られたA部品を電子部品装着装置の「1号機」、「2号機」、「3号機」に割り振った場合のシミュレーション時間とリカバリ時間との合算を行うと、各号機の合算時間はそれぞれ「10秒間」であり、これらの合算時間に基づいてこの対象電子部品であるA部品は最少時間である1号機に決定され、このA部品の評価・更新は終了する。次に、割り振られたB部品を各号機に割り振った場合のシミュレーション時間とリカバリ時間との合算を初めに行うと、各号機の合算時間は、1号機が「20秒間」、2号機が「10秒間」、3号機が「10秒間」であり、これらの合算時間に基づいて最少時間であるB部品は2号機に決定され、このA部品の評価・更新は終了する。同様に以下、対象のプリント基板P上に装着される電子部品の評価・更新を行う。
(もっと読む)
1 - 10 / 607
[ Back to top ]