
Fターム[5E313DD49]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 作業者に対する取付部品の指示、用意 (149)
Fターム[5E313DD49]に分類される特許
41 - 60 / 149
電子部品装着装置
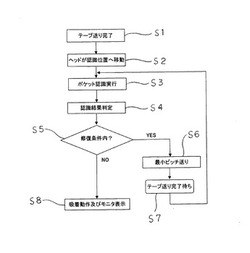
【課題】電子部品供給装置の頭出し動作を行ったとき等の作業者のピッチ送りの作業を軽減することができ、また、部品取出しミスを回避して吸着率を維持する。
【解決手段】ポケット認識が実行されCPUは認識結果の判定を行う。この認識結果の判定において、ポケットの位置と吸着位置との距離(ずれ)が、判定距離以上であり、ピッチ送りの修復条件を満たしているときには、CPUは吸着対象部品供給ユニットに最小ピッチ送りの信号を出力し、部品供給ユニットは最小ピッチでテープを送り、自動的にピッチ送りの修復を行う。
(もっと読む)
電子部品の収納位置の教示方法及び電子部品装着装置

【課題】電子部品の収納位置を把握し、部品供給装置から確実に電子部品を取出せるようにすること。
【解決手段】部品ライブラリデータの対象の電子部品のサイズからこの電子部品を収納する収納部Cdを複数に分割して撮像するための分割数をCPUが計算し、部品供給ユニットの部品取出位置にある収納部Cdを前記分割して撮像することを前記分割数分、繰り返してこの収納部Cdの全体を基板認識カメラが撮像する。そして、CPUは、この分割して撮像した複数の画像を合成し、この合成された収納部Cdの画像及び目合わせ用の電子部品のグラフィックBGをモニタに表示し、表示された画面上で、前記合成された収納部Cdの画像とグラフィックBGとが位置合わせするように、前記グラフィックBGを移動させ、この移動量に基づいて、CPUが前記収納部Cdの位置を把握する。
(もっと読む)
電子部品装着装置及びその電子部品装着方法
【課題】プリント基板の機種切替を容易、迅速、かつ間違い無く実現すること。また、生産トラブルに対処して、装置本体でも容易、迅速、かつ間違い無く過去の生産履歴を確認できること。
【解決手段】プリント基板の機種切替する場合に、過去に生産した機種名のプログラム名のリストを、機種切替履歴のリストとしてモニタに表示する。モニタにリスト表示した機種切替履歴データから、所望のプログラム名を選択することによって機種切替を可能とする。また、少なくとも、機種切替履歴として、機種切替日時、プログラム名、生産枚数を不揮発性メモリに保存する。
(もっと読む)
電子部品装着装置、部品供給装置及び電子部品装着方法
【課題】本発明は、部品供給テープの掛け違いを低減できる信頼性の高いあるいは部品供給テープの掛け違いを低減し新たな電子部品テープを供給できる稼働率の高い電子部品装着装置、部品供給装置及び電子部品装着方法を提供することである。
【解決手段】本発明は、部品供給装置の挿入口から供給テープを挿入し、供給テープに収納された電子部品を吸着しプリント基板に装着する電子部品装着する際に、前記供給テープの有する前記電子部品の情報を読み取り、読み込まれた情報に基づき前記供給テープを挿入すべき前記部品供給装置を選択し、供給テープが未装着な時は閉じている挿入口を開くことを特徴とする。
(もっと読む)
電気回路組立方法
【課題】1枚の回路基板全体あるいはその少なくとも1装着領域に、多数の同一電気部品を装着して、電気回路を組み立てるのに適した電気回路組立方法を得る。
【解決手段】予め設定した装着領域への設定数の同一電気部品の装着開始に先立って、現在供給中の部品供給具の部品残数により装着領域全体に対する装着が可能であるか否かを判定し(S11)、可能であれば装着を行う(S12)。それに対し、不可能であれば、同一の電気部品を供給する別の部品供給具が搭載されているか否かを判定し(S13)、搭載されていれば現在供給中の部品供給具の電気部品のすべてを装着する(S17)とともに、別の部品供給具から不足分の電気部品を供給させて装着する(S18)。別の部品供給具が搭載されていなければ、作業者に、同一の電気部品を供給する部品供給具または別の電気部品を供給する部品供給具を搭載すべき旨の案内を行う(S19,20,24)。
(もっと読む)
電子部品搭載装置
【課題】吸着ノズル撓みの影響をなくし、精度良く電子部品の搭載を行う電子部品搭載装置を提供する。
【解決手段】Y軸方向に沿った入射光のX軸方向の受光幅により吸着ノズルに対する吸着電子部品の位置の計測を行う位置計測手段と、搭載動作制御を実行する動作制御手段とを備える電子部品搭載装置において、吸着ノズルの撓みが各電子部品の各々に要求される搭載精度の許容範囲となるX軸方向の駆動源の許容最大加速度を、各電子部品ごとに記憶する許容最大加速度記憶手段を備え、動作制御手段は、搭載を行う電子部品に応じて許容最大加速度記憶手段からX軸方向の駆動源の許容最大加速度を取得すると共に、ヘッド移動機構により部品供給部から基板保持部の基板にヘッドの移動を行う移動期間の少なくとも一部について、位置計測手段による電子部品の位置計測を行うために、X軸方向の駆動源の加速度を許容最大加速度に制限する制限期間を設ける制御を行う。
(もっと読む)
電子部品装着装置
【課題】作業管理者の電子部品の撮像画像を確認する作業の負荷を極力減らして、作業効率を向上させる。
【解決手段】RAMに格納された部品ライブラリデータに従い、表示しようとしている電子部品D1の部品IDが「AAAAA」であれば、X方向の部品表示サイズ(定められた所定の大きさのサイズ)をこの電子部品D1のX方向のサイズのXX1ミリメートルでCPUが割り算して、X方向の拡大表示倍率を求めると共に、Y方向の部品表示サイズ(予め定められた所定の大きさに固定されている。)をこの電子部品D1のY方向のサイズのYY1でCPUが割り算して、Y方向の拡大表示倍率を求める。そして、電子部品D1のX方向のサイズのXX1、Y方向のサイズのYY1に、算出されたそれぞれの拡大表示倍率をCPUが掛け算して、予め定められた部品表示サイズでモニタ25に表示させるように制御する。
(もっと読む)
電子部品装着装置
【課題】撮像された認識マークの画像とこの認識マークに係るグラフィックスとの目合わせ作業を簡単に且つ迅速に行うと共に、この目合わせ自体の精度を高める。
【解決手段】再認識位置決めモードスイッチ部41が押圧操作されて、作業管理者が認識マークMの中心付近を押圧操作すると、CPUは再認識開始位置が指定されたものと理解し、この指定された再認識開始位置を中心に、認識範囲を設定して再認識を実行する。従って、認識処理装置が認識処理することができるようになり、CPUは再認識結果に応じて認識マークMの位置情報を更新して、その位置にグラフィックスGMを移動させて、重ねるように表示させる。この場合、CPUは再認識結果をRAMに格納させ、この再認識による再認識結果に基づいて、取出した電子部品のプリント基板への装着に際して、電子部品が適正な位置に装着されるように制御する。
(もっと読む)
電子部品手動実装機
【課題】作業者における実装方向への部品持ち換え作業をなくし、実装方向の間違いを防止することができ、かつ実装時間の短縮化を実現する。
【解決手段】テーピングされた電子部品を供給し、かつ部品供給角度を変更することができる複数のカセット型部品供給装置101を部品供給設置部102に設け、制御部108により、部品供給設置部102における各カセット型部品供給装置101の位置に応じて、電子部品を実装する実装基板801を保持する基板位置決め部104における基板基準位置112に合うように部品供給角度を変更し、作業者による実装方向の間違いの防止と、実装時間ロスを削減し、実装時間の短縮化を図る。
(もっと読む)
対回路基板作業システム
【課題】光により作業者に対する報知が行われ、より実用的な対回路基板作業システムを提供する。
【解決手段】装着モジュールの部品供給装置は、基板搬送方向に平行に一列に並ぶ3つ以上のテープフィーダ60を備え、電子回路部品を供給する。これらフィーダ60はそれぞれ、赤色と緑色とで点灯する報知ランプ150を備え、テープ化部品のスプライシングの時期が到来したフィーダ60の対象報知ランプ150を赤色で点灯させて作業者に報知する。その対象フィーダ60の両側に隣接する複数のフィーダ60の緑色で点灯している各報知ランプ150を注意喚起ランプとし、対象報知ランプ150から遠い注意喚起ランプ150から対象報知ランプ150に近い注意喚起ランプ150への順で設定時間ずつ消灯することを繰り返し、対象報知ランプ150への作業者の注意を喚起する。ディスプレイ装置の表示により装着モジュールの報知,注意喚起を行ってもよい。
(もっと読む)
部品供給用プレート収容体及び部品供給装置
【課題】複数の部品が配置された複数の部品供給用プレートを段積みして収容する部品供給用プレート収容体において、収容されている夫々のプレートの取り出しを確実かつ効率的に行なう。
【解決手段】プレート収容体が、夫々の支持ガイド部の組の間に配置されて、夫々のプレートと係合されることで、夫々のプレートのプレート供給方向における水平方向の支持姿勢を案内する複数の姿勢ガイド部を備えることで、プレート収容体へのプレートの収納姿勢を正常な状態に保持することができ、プレート収容体に対する夫々のプレートの収納及び取り出しを円滑に行なう。
(もっと読む)
電子部品装着装置の管理システムにおける管理方法
【課題】吸着異常が多発する問題のある部品供給ユニットを誤って他の電子部品装着装置で使用しようとしても、この部品供給ユニットを確実に使用させないようにする、また吸着異常が多発することに起因した電子部品装着装置の生産運転の停止タイミングを極力遅らせるようにする。
【解決手段】電子部品装着装置1に配設された部品供給ユニットに電源が供給された際に、電源が供給された部品供給ユニットのメモリに格納されたシリアル番号を手掛かりに電子部品装着装置のCPU20がサーバー33からこの部品供給ユニットに係る部品吸着情報及び異常判断条件情報を取得し、電子部品装着装置が取得した前記部品吸着情報及び異常判断条件情報に基づいて停止条件を満たしているか否かをCPUが判断し、満たしていると判断した場合には、使用に際して警告をモニタ25,34に表示させる。
(もっと読む)
対フィーダ作業支援装置
【課題】2つ以上のフィーダ装着位置について作業者が行う対フィーダ作業を支援する装置を提供する。
【解決手段】フィーダ20の脱着作業等を行う作業位置に作業支援装置200を設ける。作業支援装置200はフィーダ20の取付間隔と等しいピッチで設けた複数の指示・検出ユニット208を備え、各指示・検出ユニット208は、フィーダを上方から照らす第一投光装置202と、スロット180を下方から照らして指示する第二投光装置204とを含む。同時に2つ以上のフィーダ20について脱着作業を行うべき旨の指示が出た場合、それら2つ以上のフィーダ20の全てに対応する指示・検出ユニット208の投光装置202,204を一斉に点灯し、作業者が順序を任意に決定してフィーダ20の脱着作業を行う。各指示・検出ユニット208に設けたフィーダ検出装置206により脱着作業が的確に行なわれたか否かを監視する。
(もっと読む)
テープフィーダ
【課題】光センサを交換することなく様々な種類のキャリアテープの接続部分を検出することができるテープフィーダを提供する。
【解決手段】所定の距離をおいて上下に配置された上ブロック14と下ブロック13の間にキャリアテープの移動を案内する案内路を形成し、上ブロック14から鉛直下方に投射された光17を下ブロック13が受光する光センサ8において、上ブロック14と下ブロック13の間の空間にアプリケータ20を着脱可能に備える。アプリケータ20には、光17が送り穴28を通過するようにキャリアテープ21の移動を案内する溝24、25及び光軸調整穴26,27が形成されている。
(もっと読む)
部品実装基板生産方法及び部品実装基板生産システム
【課題】回路基板に実装する部品の種類数が実装機ラインのフィーダ搭載数よりも多い場合でも、実装機を増設することなく、生産を可能とする。
【解決手段】回路基板15に実装する部品の種類数が実装機ライン11のフィーダ13の搭載数よりも多い場合には、部品実装基板を生産するジョブを複数に分割し、実装機ライン11に順方向に回路基板15を搬送して該回路基板15に一部の部品を実装する順方向の実装作業と、実装機ライン11に逆方向に回路基板15を搬送して該回路基板15に他の部品を実装する逆方向の実装作業と、回路基板15の搬送方向を反転させる前に実装機12に取り付けられているフィーダパレット14を搬送方向反転後の実装作業で実装する部品を供給するフィーダ13をセットしたフィーダパレット14に取り替えるフィーダ取替作業とを回路基板15に所定数の部品を実装するまで繰り返す。
(もっと読む)
基板種識別方法、部品実装機及びプログラム
【課題】識別精度の高い基板種識別方法を提供する。
【解決手段】部品実装機に搬入された基板の基板種を識別する基板種識別方法であって、搬入された基板の基板種が、所定の基板種であると仮決定する仮決定ステップ(S2)と、仮決定した前記所定の基板種の基板に付される基板マークの位置であって、基板種固有の位置を示す位置情報を取得する取得ステップ(S4)と、基板の搬入時に、前記位置情報で特定される位置へ、前記基板マークを認識するための基板カメラを移動させ、前記基板カメラにより当該位置を撮像する撮像ステップ(S6)と、前記撮像ステップで得られた画像に基づいて、前記位置情報で特定される位置における前記基板マークの有無を検知し、前記基板マークが有ると検知された場合には、搬入された前記基板の基板種が、仮決定した前記所定の基板種と同じであると判断する判断ステップ(S6〜S10)とを含む。
(もっと読む)
電子部品実装システム
【課題】複数の基板に対して同時並行的に効率よく部品実装作業を実行することができ、高い生産性と多品種対応性を両立させることが可能な電子部品実装システムを提供することを目的とする。
【解決手段】複数の基板搬送機構を備えた部品搭載部の上流側にスクリーン印刷装置M2を連結して構成された電子部品実装システムにおいて、スクリーン印刷装置M2に、それぞれ個別に制御されて独立して印刷動作が可能であり且つ印刷対象の基板品種の切り替えに伴う段取り替え作業が個別に実行可能な第1の個別印刷機構8A、第2の個別印刷機構8Bを設け、これらの個別印刷機構から搬出される印刷後の基板を下流側の複数の基板搬送機構12A、12Bに任意の基板振り分けパターンで振り分ける基板振り分け装置M3を付随させた構成とする。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】複数の基板に対して同時並行的に効率よく部品実装作業を実行することができ、高い生産性と多品種対応性を両立させることが可能な電子部品実装システムおよび電子部品実装方法を提供することを目的とする。
【解決手段】複数の基板搬送機構を備えた部品搭載部の上流側に段取り替え作業が個別に実行可能な複数の個別印刷機構を備えたスクリーン印刷部を連結して構成された電子部品実装システム1によって複数の個別実装レーンL1,L2を作動させて複数の基板に対して同時並行的に部品実装作業を実行させる複数基板実装作業において、全ての個別実装レーンにおいて基板品種を固定して連続的に部品実装作業を行わせる第1の作業モードと、一の個別実装レーンにおいて基板品種の切り替えの都度個別印刷機構において段取り替え作業を反復しながら断続的に部品実装作業を行わせる第2の作業モードとを選択的に指令する構成とする。
(もっと読む)
電子部品実装システム
【課題】複数の基板に対して同時並行的に効率よく部品実装作業を実行することができ、高い生産性と多品種対応性を両立させることが可能な電子部品実装システムを提供することを目的とする。
【解決手段】複数の基板搬送機構を備えた部品搭載部の上流側に複数の個別印刷機構を備えたスクリーン印刷装置M2および電子部品接着用の樹脂を塗布するとともに塗布状態を検査する塗布・検査装置M4を配置して構成された電子部品実装システムにおいて、塗布検査装置M4に、スクリーン印刷装置M2から搬出され基板搬送機構12A、12Bによって搬送される基板をそれぞれ対象として樹脂の塗布動作を実行する塗布ヘッド15および塗布前検査およびまたは塗布後検査を実行する検査ヘッド16を備える構成とする。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】複数の基板に対して同時並行的に効率よく部品実装作業を実行することができ、高い生産性と多品種対応性を両立させることが可能な電子部品実装システムおよび電子部品実装方法を提供することを目的とする。
【解決手段】複数の基板搬送機構を備えた部品搭載部の上流側に段取り替え作業が個別に実行可能な複数の個別印刷機構を備えたスクリーン印刷部を連結して構成された電子部品実装システム1によって複数の個別実装レーンL1,L2を作動させて複数の基板に対して同時並行的に部品実装作業を実行させる複数基板実装作業において、全ての個別実装レーンにおいて基板品種を固定して連続的に部品実装作業を行わせる第1の作業モードと、一の個別実装レーンにおいて基板品種の切り替えの都度個別印刷機構において段取り替え作業を反復しながら断続的に部品実装作業を行わせる第2の作業モードとを選択的に指令する構成とする。
(もっと読む)
41 - 60 / 149
[ Back to top ]