
Fターム[5H601GA03]の内容
Fターム[5H601GA03]に分類される特許
1 - 20 / 280
電動機の固定子および永久磁石式回転電機
発電機
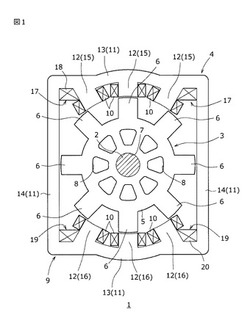
【課題】小型化および部品点数の削減による低コスト化を図ることができる、発電機を提供する。
【解決手段】ステータヨーク11に沿って互いに離れた2つの位置に、それぞれ相数に応じた複数のステータ磁極12からなるステータ磁極群15,16が設けられている。また、第1界磁コイル18および第2界磁コイル20が設けられている。第1界磁コイル18および第2界磁コイル20に界磁電流が流れると、ステータ磁極群15,16がそれぞれ
N極およびS極に着磁される。ロータ磁極6がN極に着磁されたステータ磁極12と対向し、別のロータ磁極6がS極に着磁されたステータ磁極12と対向すると、それらのステータ磁極12の間を磁束がロータ3/ステータヨーク11を経由して通る。その結果、それらのステータ磁極12に集中巻されたステータコイル10に誘導電流が流れる。
(もっと読む)
回転電機用ロータ及びその製造方法

【課題】回転電機用ロータにおいて、ステータで発生する磁束をロータコイルに多く鎖交させて、ロータコイルに生じる誘導電流を大きくすることである。
【解決手段】ロータ14は、それぞれ鋼板を含む複数の板部材58,60が積層される積層体を含み、コイル28n、28s、30n、30sが巻き回しされる複数のコア要素54,56を含む。複数のコア要素54,56は、隣り合うコア要素54,56の間に、一方のコア要素54から突出するように形成され、かつ、第1板部材58により形成される一方の補助突極42と、隣り合う2つのコア要素54,56の間に、他方のコア要素56から突出するように形成され、かつ、第1板部材58により形成される他方の補助突極42とを含む。それぞれの補助突極42に、互いに軸方向に整合するピン孔85を形成し、それぞれのピン孔85に連結ピン86を貫通させる。
(もっと読む)
モータ及び電動ポンプ
【課題】 樹脂層を成形する際に、2個のコアの相対的な位置ずれを抑制することができる技術を提供する。
【解決手段】 モータ部は、ロータとステータ50を備える。ステータ50は、第1のコアと第2のコアと樹脂層14を有する。樹脂層14は、第1及び第2のコアを覆って、第1及び第2のコアを接続すると共に、ロータを配置するための空間を形成する。樹脂層14は、第1の空隙部50bと第2の空隙部50cを備える。第1の空隙部50bは、第1のコアの第2のコアと対向する第1の対向面に接すると共に、第2のコアの第1のコアと対向する第2の対向面に接する。第2の空隙部50cは、第1のコアの表面のうちの第1のコアと第2のコアとが対向する方向と平行に伸びる表面に接すると共に、第2のコアの表面のうちの第1のコアと第2のコアとが対向する方向と平行に伸びる表面に接する。
(もっと読む)
回転電機
【課題】ステータコアを軸方に貫通してその両側のブラケットの間に架設した通しボルトを介して、ステータコアにラジアル方向の引張応力を付与して鉄損の低減化を図る。
【解決手段】電磁鋼板の積層体になるステータコア1aを軸方向に貫通してその両側に配したブラケット5と6の間に通しボルト11を架設した組立構造になる回転電機で、ステータコア1aのヨーク部にはその周方向に複数のボルト通し穴1bを軸対称位置に穿設したものにおいて、ステータコア1aの軸中心Oを基準に、ステータコア1aのヨーク部に穿設したボルト通し穴1bとの間の距離をr1、ブラケット5,6に穿孔したボルト穴5a,6aとの間の距離をr2として、少なくとも一方のブラケットに穿孔したボルト穴については前記距離をr1<r2に設定し、組立状態では通しボルト11を撓ませ、その曲げ応力をステータコア1aに加えてラジアル方向の引張応力を付与するようする。
(もっと読む)
モータ及びポンプ及び機器
【課題】モータ効率を維持しながら小型化を図ったモータ及び、当該モータを備えるポンプ及び、当該ポンプを備える機器を提供する。
【解決手段】ステータ4とステータ4により回転駆動されるロータ31とを備え、ロータ31が回転方向に沿った周面を有し、ステータ4が、周面に正対する磁極部5を有したコア41と、コア41に導線を巻回して形成したコイル42とを備え、ロータ31の回転軸心の軸方向Axを基準とし、磁極部5の軸方向Axにおける両端に軸方向Axに突出する補助磁極部6を設け、磁極部5と補助磁極部6とを合わせた軸方向Axにおける全長L1に対する補助磁極部6の軸方向Axにおける寸法の割合を、0.50以上で0.85以下に設定した。
(もっと読む)
モータのステータコア
【課題】分割コアのラップ接合部における付加的な渦電流損の増加を抑制したモータのステータコアを提供する。
【解決手段】積層した電磁鋼板からなり、1以上のティース部を含むよう複数に分割したコア部材をラップ接合して環状に組み合わせた分割ステータコアにおいて、上記コア部材のヨーク周方向両端部に、周方向に伸びる1以上のスリット、好ましくは、周方向長さが隣り合うコア部材のヨークがラップする長さの1倍以上2倍以下、幅が0.5mm以下、間隔が1mm以上であるスリットを設けてなることを特徴とするモータのステータコア。
(もっと読む)
回転電気機械
【課題】ロータコアとステータコアとの間に立体ギャップを採用した回転電気機械において、積層鋼板同士を固定する溶接部に流れる積層方向の磁束を低減する。
【解決手段】ティース(34)の径方向内側面とロータコア(41)の外周面とのそれぞれには、ギャップ(G)の軸方向の形状が凹凸形状となるように凸部(21,51)及び凹部(22,52)が形成されている。ティース(34)の径方向内側面と、前記ロータコア(41)の外周面との一方又は両方に、凸部(21,51)を周方向に分断するように軸方向に延びる溝部(23,53)を形成する。この溝部(23,53)の底面(23a,53a)は、相手側の凸部(21,51)の先端(38a,46a)よりも径方向に陥没した位置に形成され、積層鋼板(33,43)を互いに溶接するための溶接面(23a,53a)を構成する。
(もっと読む)
電気機器
【課題】 性能が高く、剛性が高い電気機器を提供する。
【解決手段】 ステータコア3の両端部31,32の外周側角部33,34に、全周にわたって延びる位置決め用環状段部35,36を形成する。第1のエンドブラケット5には、ステータコア3の位置決め用環状段部35と全体的に嵌合される位置決め用環状突出部54を形成する。そして、第2のエンドブラケット7には、ステータコア3の位置決め用環状段部36と全体的に嵌合される位置決め用環状突出部74を形成する。
(もっと読む)
永久磁石式モータのステータの製造方法及びステータ
【課題】ステータ11のスロット部15に対する分布巻きの巻線21の充填密度を出来る限り高めて、永久磁石式モータの性能を十分に向上させる。
【解決手段】略直線状に延びるヨーク部13に設けられた各ティース部14が、該ティース部14の先端から基端側に向かって切り込まれた切欠き部14aにより、ヨーク部長手方向一側の第1分割部14bと他側の第2分割部14cとに分割されたストレートコア25を形成した後、巻線21を、ストレートコア25のティース部14に分布巻きにより巻回されるようにスロット部15に収容させ、その後、ストレートコア25のヨーク部13を、ティース部14が内周側に位置しかつ各ティース部14の第1分割部14bと第2分割部14cとが互いに密着するように略円環状に曲げる。
(もっと読む)
積層固定鉄心の製造方法
【課題】製造時における加工費を抑制し、且つ、設備の省スペース化を実現でき、生産性に優れた回転電機の積層固定鉄心の製造方法を提供する。
【解決手段】異なる鉄心部材で構成する複数の積層固定鉄心の製造工程において、鉄心部材製造工程は、抜きカシメ部4、通し穴5を形成するS1、S2工程においては同じ金型を使用し、分割鉄心片のヨーク部端面を形成する打ち抜き工程S3では、それぞれの積層固定鉄心用の金型セットを使用して打ち抜き、最後に、S5工程において、ヨークの端面以外の部分を同一の金型を使用して打ち抜く。
(もっと読む)
ロータ及びモータ
【課題】極間磁石の径方向外側への飛び出しを防止しながらも爪状磁極を単純な形状とすることができるロータを提供すること。
【解決手段】ロータ11は、第1爪状磁極21b又は第2爪状磁極22bの径方向内側で径方向に挟持される被挟持部31aと、第1及び第2極間磁石26,27の周方向端面に沿って該第1及び第2極間磁石26,27の径方向外側端面まで径方向に延びる径方向連結部31b,31cと、該径方向連結部31b,31cの径方向外側端部から第1及び第2極間磁石26,27の径方向外側端面を覆うように周方向に延びる当接保持部31d,31eとを有する固定部材31を備える。
(もっと読む)
回転電機の固定子及びその製造方法
【課題】小型化、高信頼性で、組み立て作業性が良く、コストダウンを図ることができる回転電機の固定子及びその製造方法を提供すること。
【解決手段】固定子は、ボビン6の外側鍔部6cから中心軸と平行な方向に延び、コイル7から延出するコイル口出し線17と複数のコイル7間を電気的に接続するわたり線18が絡げられた絡げピン15とを有しており、わたり線18が巻き付けられる絡げピン15のわたり線絡げ箇所15aは、コイル口出し線17が巻き付けられる絡げピン15の口出し線絡げ箇所15bよりも、絡げピン15の先端側に設けられている。
(もっと読む)
電動機
【課題】電磁鋼板の圧延方向の磁気特性を有効に活用できる電動機、及びこの電動機を備えた電動機ユニットを提供する。
【解決手段】周方向に分割されたバックヨーク部(66)と、バックヨーク部(66)から電磁鋼板の圧延方向に平行に突出するティース部(53)とを有する複数の分割コア(65)と、複数の分割コア(65)の内側に配置され、ティース部(53)に対向する複数の永久磁石(72)を有するロータ(70)とを備えた電動機において、分割コア(65)のティース部(53)には、ティース部(53)の突出方向に延びる空隙部(80)が形成されている。
(もっと読む)
電動モータおよびステータ
【課題】 ステータを冷却して、ステータの昇温を防止できる電動モータのステータを提供する。
【解決手段】 ステータ27は、ステータコア28を覆う合成樹脂製インシュレータ29にステータコイル30が巻かれ、ステータコイル30に接続されるバスバー39,40が組み込まれたものである。バスバー39,40に設けられた放熱部39dが、ステータコア28の外周面を覆うインシュレータ29の外側に配置されている。
(もっと読む)
回転電気機械
【課題】ロータの永久磁石の部分的な減磁を抑制する。
【解決手段】モータは、複数の積層板(43)が駆動軸(60)の軸方向に積層されてなるロータコア(41)と該ロータコア(41)の周方向に複数形成されてそれぞれ軸方向に貫通する複数の貫通孔(44a)に挿入された複数の永久磁石(42)とを有するロータ(40)と、ロータコア(41)と所定のギャップ(G)を隔てて対向するステータコア(30)を有して回転磁界を発生するステータ(20)とを備えている。ステータコア(30)のロータコア(41)との対向面に、ギャップ(G)の軸方向形状が凹凸形状となるようにステータコア(30)側に凹部(38d)を形成し、ロータコア(41)側に凹部(38d)に嵌り込む凸部(46d)を形成する。複数の貫通孔(44a)におけるロータコア(41)の最大径部分(41b)に対応する部分に永久磁石(42)が挿入されない非磁石挿入部(45)を形成する。
(もっと読む)
DCモータ
【課題】大きなコストアップを招くことなくコギングトルクを低減抑制し得て、費用対効果に優れたDCモータを提供する。
【解決手段】ロータ30の回転軸部32を回転自在に支持すべくステータ20の下側に取り付けられる軸受ブラケット40に所定個数の立上片部45が同一円周上に所定角度間隔をあけて一体に設けられる。各立上片部45は、隣り合う突極歯25-25の歯部25b-25b間に形成されるスリット状間隙27に挿入されて、その一側端面が片方の歯部25の一側端面に接触せしめられ、これによって、スリット状間隙27の幅βが立上片部45の幅γ分だけ実質的に狭められてβ’にされる。
(もっと読む)
電動機の固定子または回転子
【課題】本発明の課題は、VカシメとVカシメが嵌合する開口との間の摩擦を軽減する構造の電磁鋼板から成る電動機の固定子または回転子を提供することにある。
【解決手段】電動機21の固定子50または回転子40は、複数の電磁鋼板41,51を備える。複数の電磁鋼板は、一対の切り込み部41a,51aと、Vカシメ部41b,51bとを有し、Vカシメ部が一致するように積層される。一対の切り込み部は、対向する一対の線に沿って少なくとも切り込まれる。Vカシメ部は、切り込み部の間の部分をV字状に凹ませた凹部である。複数の電磁鋼板は、平面視において、Vカシメ部のV字状先端部41c,51cの幅寸法W1が、切り込み部間の幅寸法W2よりも小さい。この幅寸法W2は、V字状先端部41c,51cの幅方向延長線上の位置における一対の切り込み部の幅寸法である。
(もっと読む)
電動機の固定子または回転子
【課題】本発明の課題は、VカシメとVカシメが嵌合する開口との間の摩擦を軽減する構造の電磁鋼板から成る電動機の固定子または回転子を提供することにある。
【解決手段】電動機21の固定子50または回転子40は、複数の電磁鋼板41,51を備える。複数の電磁鋼板は、一対の主切り込み部41a,51a,61a,71a,81a,91aと、Vカシメ部41b,51b,61b,71b,81b,91bと、小切り込み部41d,51d,61d,71d,81d,91dとを有し、Vカシメ部が一致するように積層される。一対の主切り込み部は、対向する一対の線に沿って切り込まれる。Vカシメ部は、一対の主切り込み部の間の部分をV字状に凹ませた凹部である。小切り込み部は、一対の主切り込み部に交差する方向に延びる。
(もっと読む)
積層鉄心の製造方法及び積層鉄心
【課題】巻積層鉄心の軸方向両端面の段差部の問題を解消し、高品質なロータ又はステータとして使用できる積層鉄心の製造方法及び積層鉄心を提供する。
【解決手段】所定形状に加工された帯状鉄心片14を螺旋巻して形成された巻積層鉄心11の軸方向両端のいずれか一方又は双方に、軸心に対して垂直な端面を有する被覆層21、22を備えた積層鉄心10であって、巻積層鉄心11を上下にそれぞれ覆い金型25、26を介して上型45と下型44の間で挟持し、上型45又は下型44に設けられた樹脂溜めポット47から樹脂を上下の覆い金型25、26と巻積層鉄心11の隙間に充填する。この場合、巻積層鉄心11に永久磁石17を挿入する磁石挿入孔15が有る場合には、この磁石挿入孔15にも合わせて樹脂を充填する。
(もっと読む)
1 - 20 / 280
[ Back to top ]