
Fターム[5H613KK18]の内容
電動機、発電機の集電 (7,555) | 製造・組立て、取付け・接続の工程 (668) | 治具、工具、金型 (35)
Fターム[5H613KK18]に分類される特許
1 - 20 / 35
整流子の製造方法
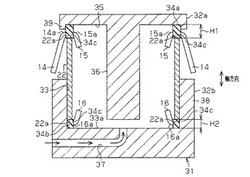
【課題】整流子の絶縁体を金型で樹脂成形する際、成形樹脂が外側にはみ出てしまうことを抑制することができる整流子の製造方法を提供する。
【解決手段】円筒素材22の軸方向端部は、軸方向に突出する複数の突出部(各ライザ14の折り曲げ端部14a、第1及び第2中爪15,16の折り曲げ端部15a,16a)を有する段差状に形成される。そして、第1及び第2金型32a,32bにそれぞれ設けられた耐熱ゴム部材34a,34bを各折り曲げ端部14a,15a,16aの周方向の隙間に入り込ませてシールし、その状態で円筒素材22の内側に樹脂材料を封入する。
(もっと読む)
整流子の製造方法

【課題】整流子の絶縁体を金型で樹脂成形する際、成形樹脂が外側にはみ出てしまうことを抑制することができる整流子の製造方法を提供する。
【解決手段】円筒素材22の軸方向端部は、軸方向に突出する複数の突出部(各ライザ14の折り曲げ端部14a、第1及び第2中爪15,16の折り曲げ端部15a,16a)を有する段差状に形成される。そして、第1及び第2金型32a,32bにそれぞれ円環状に設けられた食い込み突起34a,34bを円筒素材22の軸方向端部に軸方向から押し当てて、該軸方向端部の折り曲げ端部14a,15a,16aを含む周方向全体に亘って食い込み突起34a,34bを軸方向に食い込ませ、その状態で円筒素材22の内側に樹脂材料を封入する。
(もっと読む)
モータ及びブラシホルダの製造方法
【課題】ブラシの高度な位置決めができるモータを提供する。
【解決手段】回転可能なコミュテータ、ブラシベース、ブラシベースに固定されたブラシホルダ、ブラシホルダに収容されてコミュテータと接触するブラシを含む。ブラシホルダは、一対の側壁部と、上壁部と、側壁部の各々の下端から外向きに張り出す鍔部と、脚部とを備える。ブラシベースは、ブラシホルダが個別に取り付けられる複数のブラシ取付部を備える。ブラシ取付部は、脚固定孔と位置決め部とを有している。脚固定孔は脚部を収容し、鍔部の先端が位置決め部に接している。
(もっと読む)
電動モータおよび電動モータの製造方法
【課題】構成部品に負荷を掛けることなくブラシと整流子とを接合させることができる電動モータおよび電動モータの製造方法を提供する。
【解決手段】電動モータは、ブラシホルダ13の側部に第2切欠部32が形成されると共に、第2切欠部32に対応させて、ブラシホルダ13に収納されたブラシ12が整流子8に当接しない位置で第2切欠部32と重なるように溝部36が形成されている。これにより、ブラシ12と整流子8とを接合させる際に、ブラシ12をブラシホルダ13内に押し込んで第2切欠部32と溝部36とを一致させ、この状態で溝部36に治具等を取り付けてブラシホルダ13に対してブラシ12を一時的に固定することができる。
(もっと読む)
ヒュージング方法とその装置
【課題】 電極の加圧調整を不要とし、且つヒュージングの条件設定が容易であり、そして高品質な接合状態を安定して得ることを可能とする。
【解決手段】 リード線104を、電機子100の端子101に接合するためのヒュージング装置であり、端子101と予め電気的に導通された副電極20と、端子101のフック部103に押し当て当該フック部103を介して副電極20との間で電流供給する主電極10を有する。さらに、主電極10を押し当て方向へ移動させる主電極前後駆動装置11と、主電極10と副電極20の間に電流を流す電源装置30と、主電極前後駆動装置11および電源装置30を制御する制御装置40とを備える。制御装置40は、主電極10への電流供給時間と、主電極10の押し当て方向への移動時間とを同期させて、主電極前後駆動装置11と電源装置30を制御する。
(もっと読む)
回転電機のブラシ装置および回転電機およびインサート成形金型装置
【課題】ブラシ装置の小型化を図り、併せて電気的短絡回避の信頼性を向上すること。
【解決手段】正極ターミナルプレート70と負極ターミナルプレート80とがブラシホルダ42の径方向に交差する部分を含み、交差部分においてブラシホルダ42の軸線方向に間隙を有して互いに非接触の配置とし、正極ターミナルプレート70と負極ターミナルプレート80をブラシホルダ42にインサート成形する。更には、ブラシホルダ42に存在にする抜き去り貫通孔160、162や抜き去り有底孔150、154等によって正極ターミナルプレート70、負極ターミナルプレート80の放熱性を向上する。
(もっと読む)
導電ターミナル装置の製造方法及び導電ターミナル部品、並びに導電ターミナル装置
【課題】本発明の目的は、材料コストを高騰させることなく、材料歩留まりを向上させることができるとともに、品質の安定した導電ターミナル装置の製造方法及び導電ターミナル部品、並びに導電ターミナル装置を提供することにある。
【解決手段】ブラシ16と、ブラシホルダ3と、コネクタ11bと、導電ターミナル部品31と、を備えた導電ターミナル装置Tの製造方法に関する。
導電ターミナル部品原型を、平板より打ち抜く第1の工程と、導電ターミナル原型の切り欠き部31a以外の部分を固定場所として固定するとともに、切り欠き部31aに対して固定場所と反対側の一部に力を加えて、切り欠き部31aが閉じる方向に向けて折り曲げることにより屈曲部分31Aを形成して、導電ターミナル部品31を形成する第2の工程と、ブラシホルダ3に導電ターミナル部品31を装着するとともに、ブラシ16及びコネクタ11bに電気的に接続する第3の工程とを行う。
(もっと読む)
回転電機用整流子の製造方法
【課題】生産性が高く、且つ整流子片の配置精度の高い回転電機用の整流子の製造方法を提供する。
【解決手段】回転電機に用いられる整流子の製造方法において、一般の成型温度以下(例えば150℃)に加熱した熱硬化性樹脂を第1の金型20に射出することにより、回転軸5が挿入される貫通孔11aが形成され、貫通孔11aと平行な保持溝11bおよび嵌合溝11cを外周部に複数備えた略円筒状の樹脂胴体11を成形する(ステップ2)。嵌合溝11cに嵌合する嵌合突起12cおよびブラシ8が摺接する断面円弧状の摺接面12aを備えた複数の整流子片12を樹脂胴体11の外周部に配置する(ステップ3)。これを第2の金型30にセットし、熱硬化性樹脂のガラス転移温度以上の温度(例えば200℃)で樹脂胴体11を圧縮することにより、整流子片12の摺接面12aを樹脂胴体11の貫通孔11aと同軸の円筒面上に配置する(ステップ4)。
(もっと読む)
小型モータ
【課題】外部端子24が斜めに傾いて挿入された場合であっても内部端子21が塑性変形以上に変形することなく、接触信頼性を低下させることなく、電気的接続の信頼性が高いブラシ付の小型モータを提供することである。
【解決手段】整流子と摺動係合されるブラシ13とこのブラシ13に電気的に接続された内部端子21とを具備した合成樹脂製のブラケット10を有する小型モータにおいて、外部端子24の挿入時に内部端子21が弾性変形する方向であって、内部端子21に臨む近傍箇所にリブ23をブラケット10と一体成形にて形成してなることを特徴とする。
(もっと読む)
バリスタ付き整流子ユニット
【課題】整流子セグメントとバリスタとを半田付け等によって接続するのではなく、安全かつ確実に導通接続させることができるバリスタ付き整流子ユニットを提供することである。
【解決手段】細径円筒体部と大径円板部とが連続して形成された円筒状の絶縁体である基台と、整流子片部とライザ部とからなる整流子セグメントと、円環状のバリスタと、を備え、複数の前記整流子セグメントが基台の外周面に整列配置される整流子付きモータの整流子ユニットにおいて、前記バリスタが前記ライザ部に対応する位置に突起部を有し、アーマチュアコイルの端末部分により前記ライザ部と前記突起部とをからげてなることを特徴とする。
(もっと読む)
バリスタ付き整流子ユニット
【課題】整流子セグメントとバリスタとを半田付け等によって接続するのではなく、安全かつ確実に導通接続させることができるバリスタ付き整流子ユニットを提供することである。
【解決手段】細径円筒体部と大径円板部とが連続して形成された円筒状の絶縁体である基台と、整流子片部とライザ部とからなる整流子セグメントと、円環状のバリスタと、を備え、複数の前記整流子セグメントが基台の外周面に整列配置される整流子付きモータの整流子ユニットにおいて、前記バリスタの電極と前記ライザ部とを弾性的に圧接する圧接手段を備えたことを特徴とする。
(もっと読む)
ブラシ付きモータの製造方法及び製造システム並びにブラシホルダの保持構造、ブラシ付きモータ
【課題】電機子の中心軸とブラシホルダの中心との一致精度を向上させると共に、複数のブラシをマグネットの磁極に対して周方向に精度良く配置させる。
【解決手段】モータハウジング14にブラシホルダ22を載置した状態で、軸受収容部50と周方向壁部88に入れ子118を挿入して軸受収容部50の中心軸Lと複数のブラシ62の中心部Oとを一致させる。また、入れ子118をモータハウジング14に対して周方向に位置決めした状態で、入れ子118に形成された位置決め突起122とブラシホルダ22に形成された溝部94とを周方向に係合させることにより、複数のブラシ62をモータハウジング14の周方向における予め定められた位置にそれぞれ配置させる。そして、モータハウジング14とモータヨーク16とを互いに周方向に位置決めした状態で固定する。
(もっと読む)
ブラシホルダの製造方法、ブラシホルダおよびモータ
【課題】小型化を図ることができ、また、所望の強度を確保することができるブラシホルダの製造方法、ブラシホルダおよびモータを提供する。
【解決手段】接続端子31を備えたコネクタ接続部と、接続端子35,36を備えたモータ内部接続部と、コネクタ接続部とモータ内部接続部とを連結する連結部と、を有し、接続端子35,36が、連結部からそれぞれ異なる方向に屈曲して形成されているブラシホルダの製造方法において、接続部71を有するインサート端子連結体62を形成する工程と、接続端子35,36を保持する第一中子部材73および第二中子部材81、並びに接続端子31を保持する第三中子部材91を組み付けてインサート端子一体品95を形成する工程と、第一〜第三中子部材が組み付けられた状態で、インサート端子一体品の接続部を切断する工程と、各接続端子における端子接続部以外を樹脂材料にて覆う工程と、を有する。
(もっと読む)
コミュテータ及びその製造方法
【課題】胴部の樹脂成形時における樹脂材料の漏れを防止することにより、樹脂除去のための後工程を不要として、コミュテータの製造コストを低減することである。
【解決手段】セグメント素材形成工程P1により円筒状の本体部と軸方向に突出する複数のライザ部と一対の傾斜面を備えた切り欠き部とを備えたセグメント素材を形成し、曲折部形成工程P2により各ライザ部を本体部に対して径方向外側に折り曲げて曲折部を形成する。胴部成形工程P3により成形型に設けられる係合片を切り欠き部に軸方向から填め合わせて当該部分を閉塞するとともに成形型に設けられる当接部を軸方向から曲折部に当接させて当該部分を閉塞した状態で成形室内に樹脂材料を射出し、セグメント素材の内側に胴部を形成する。そして、セグメント片形成工程P4により内側に胴部が形成されたセグメント素材を周方向に等間隔に切断して複数のセグメント片を形成する。
(もっと読む)
電機子コイルと整流子片の接続方法
【課題】電機子コイルと整流子片とが電気的及び機械的に安定して接合できる接合方法を得る。
【解決手段】銅又は銅合金からなる整流子片1の一端部側にライザ部1aを設け、ライザ部1aに形成した溝1bに整流子片1より導電率の低い材質からなる電機子コイルの端部2を挿入し、可動電極3によって加熱してヒュージング接合する電機子コイルと整流子片の接続方法であって、溝1bの溝幅を、絶縁被覆を剥がした裸の端部導体2が挿入可能な寸法とし、可動電極3の先端部に溝幅より大きい幅の平坦部3aと溝幅より小さい幅の凸部3bを形成しておき、端部導体2を溝1bに可動電極した後、可動電極3の凸部3bで端部導体2を押圧して通電すると共に平坦部3aで溝1bの開口部の両縁部を押圧して通電し、接合するようにした。
(もっと読む)
カーボンコンミテータとその製造方法および製造用治具、並びに回転電機
【課題】ブラシが摺接するカーボン材9、ライザ7が形成される金属材、そして内周面部にコア軸2が組込まれる樹脂材10からなり、スリット6を介してセグメント8が絶縁状に隣接して構成されるカーボンコンミテータ5を製造するにあたり、スリット6が樹脂材10にまで至らないようにする。
【解決手段】カーボンコンミテータ5を、カーボン材9および金属材7が各セグメント毎に分割形成されたものとし、これを、スリット6相当部位に樹脂材が入らないように型面11bを有した第一治具11に組込んでから樹脂材10を射出するようにしてスリットが樹脂材10に至らないようにする。
(もっと読む)
アーマチュアの巻線の始線端部処理装置
【課題】巻線の始端部のライザに対する保持を確実にする。
【解決手段】ワイヤ把持部材31によりワイヤWを把持しつつアーマチュアのインデックス動作と併せて、始線端部を隣り合う2つのライザ8に係止する。2つのライザ間に始線押さえ部材を位置させてから一方のライザ側に変位し、そのライザの折り返された内側に始線端部を押圧して固定する。巻線終了まで、始線端部が確実にライザに押圧固定されるため、巻線途中で保持が解除されてしまうことがない。特に、始線端部保持手段がコンミテータの軸線回りに回転することにより、各一対のスロット間に巻線を行っていく際にインデックス処理を行うアーマチュアと同期させて回転させることができ、上記保持状態を巻線終了時まで好適に維持することができる。
(もっと読む)
アーマチュアの巻線装置
【課題】巻線時のガイド部材の押し付け力による回転のアンバランスに対する影響を受けないようにコアを保持する。
【解決手段】コア3の複数のスロット7に対して半径方向内側部分に複数の軸線方向貫通孔5を設け、コアにおける点対称となる一対の軸線方向貫通孔に一対のチャック11を挿入しかつ互いに近付けてコアを把持して巻線を行う。コアと一体のシャフト2の軸線方向両端部で保持するものに対して、ガイド部材をコアの外周面に押し付けた場合の荷重が偏荷重とはならず、回転のアンバランスが生じることを防止し得る。また、扁平型モータにおいて軸線方向から見てコンミテータと重なる部分の無駄となるスペースを利用して軸線方向貫通孔を設けることができ、かつそれによりコアの軽量化を好適に達成することができる。
(もっと読む)
整流子及び直流モータ
【課題】短絡部材の抵抗値の増大を抑えつつ外径を小さくし、全体の小型化を図ることができる整流子、及び該整流子を備えた直流モータを提供すること。
【解決手段】セグメント本体2022を、径方向外側端部の周方向における外側中心位置O1と径方向内側端部の周方向における内側中心位置O2とを結ぶ直線L1が、外側中心位置O1を通る径方向直線L0に対して、α°傾斜するように形成した。また、短絡部材を、各セグメント2018の外周側接続部2023に接続される外周側端末と、各セグメント2018の内周側接続部2026に接続される内周側端末と、外周側端末と内周側端末とを連結する連結部とを有する24個の短絡片から構成した。そして、連結部を、外周側端末と該外周側端末からセグメント2018に形成された傾きと反対方向にずれた内周側端末とを接続するように形成した。
(もっと読む)
整流子の製造方法及び整流子
【課題】整流子素材端面でのバリの発生を好適に抑制することが可能な整流子の製造方法を提供すること。
【解決手段】「溶融樹脂充填工程」において、略円筒状に形成された整流子素材20の軸方向両端側に第1及び第2の金型21,22を装着し整流子素材20の内側に溶融樹脂Mを充填する際、整流子素材20の内側に充填される溶融樹脂Mの一部を整流子素材20の軸方向一端側の第1の端面12c上における径方向内側に導出し、第1の端面12cにおける径方向内側の部分を覆う端面被覆部23を形成する。そして、「整流子片形成工程」において、溶融樹脂Mの固化後に、切削加工により整流子素材20を分割する際、整流子素材20を端面被覆部23とともに軸方向他端側から切削加工する。
(もっと読む)
1 - 20 / 35
[ Back to top ]