
国際特許分類[B21B1/16]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 線材または類似の小断面を有する材料の圧延のためのもの (141)
国際特許分類[B21B1/16]の下位に属する分類
連続工程中におけるもの (3)
不連続工程中におけるもの
国際特許分類[B21B1/16]に分類される特許
21 - 30 / 138
振り分け装置を備えた棒線用多ストランド圧延設備及びビレットの振り分け方法
【課題】 1ストランド圧延機と多ストランド圧延機の間に小スペースでビレットを振り分けすることができ、生産性を向上できる棒線用多ストランド圧延設備の提供。
【解決手段】 加熱炉から抽出されたビレットを圧延する棒線用多ストランド圧延機を備えた圧延設備であって、前記加熱炉と前記多ストランド圧延機との間に、ビレットを減面するための1ストランド圧延機と、前記多ストランド圧延機の各ストランドへビレットを振り分ける装置とを有する棒線用多ストランド圧延設備において、前記振り分け装置は、前記多ストランド圧延機の孔数以下の複数の搬送トラフを備え、各搬送トラフは、1ストランド圧延機によって圧延されたビレットを搬送するためのライン上へ入側がシフトする機能と、狙いの各ストランド位置へ搬送するため出側が各ストランドへシフトする機能とを有することを特徴とする棒線用多ストランド圧延設備。
(もっと読む)
条鋼の圧延方法

【課題】生産性を損なうことなく表面疵を低減することができる条鋼の圧延方法を提供する。
【解決手段】複数の圧延機で断面積を順次減少させながら条鋼の圧延を行う圧延方法において、圧延材を断面各角部が曲面を有する角形状に成形し、成形された上記圧延材が圧延される次の孔型が平坦な溝底部を有し、その溝底部とフランジ部との間に上記圧延材の各角部を圧下する曲面からなる圧下部を有し、上記圧延材の角部曲面の曲率半径をr、上記圧下部曲面の曲率半径をRとするとき、R>rとなるように上記次の孔型を形成し、上記次の孔型の入側に上記圧延材を導入し、上記圧延材の角部を、上記圧下部によって対辺方向から圧下し、上記圧下部によって圧下された上記圧延材を、さらに次の孔型で断面丸形状または断面角形状に圧延することを特徴とする。
(もっと読む)
棒鋼の圧延方法
【課題】圧延処理と冷却処理を切り離し、それぞれ個別に実施することによって、鋼材に必要とされる適切な冷却を行うことにより、制御圧延に耐え得る温度制御を可能ならしめた棒鋼の圧延方法を提供する。
【解決手段】連続鋳造したブルームを粗圧延して棒鋼の圧延用素材としたのち、該圧延用素材に仕上げ圧延を施して棒鋼を製造するに際し、
粗圧延機と仕上げ圧延機との配置間隔を、粗圧延を完了した圧延用素材の長さよりも長くすると共に、該間隔に冷却ゾーンを設け、該冷却ゾーンにおける圧延用素材の冷却を、圧延処理と同期させずに独立して行う。
(もっと読む)
棒鋼の圧延方法
【課題】冷却処理の有無にかかわらず、圧延能率を低下させることなしに複数本の棒鋼圧延を可能にする。
【解決手段】連続鋳造したブルームを粗圧延し、ついで仕上げ圧延することにより棒鋼を製造するに際し、
粗圧延機を出た圧延用素材を仕上げ圧延機まで搬送する搬送ラインに、該搬送ラインから該圧延用素材を退避させる退避ラインを設け、仕上げ圧延前に冷却が必要な圧延用素材については、一旦、圧延用素材を搬送ラインから退避ラインに移送して、この退避ラインにおいて必要とする冷却を施し、該圧延用素材が所望温度まで冷却された後に、搬送ラインに復帰させて仕上げ圧延機に搬送する一方、仕上げ圧延前に冷却を必要としない圧延用素材については、そのまま搬送ラインを通板させて仕上げ圧延機に導く。
(もっと読む)
条鋼の製造方法
【課題】表面の脱炭を抑制すると共に、スケール剥離性にも優れた条鋼を製造するための有用な方法を提供する。
【解決手段】本発明の製造方法は、Si:0.10質量%以上および/またはCr:0.1質量%以上を含有する鋼材を圧延して条鋼を製造する方法であって、複数の圧延機で熱間圧延を行う前に、加熱炉内にて、鋼材の表面温度を900℃以下となるように加熱し、且つ加熱炉抽出から1パス目の熱間圧延までの冷却速度を30℃/秒以下として操業する。
(もっと読む)
マグネシウム長尺材の製造方法
【課題】塑性加工性に優れるマグネシウム長尺材の製造方法、及びこの製造方法により得られるマグネシウム長尺材を提供する。
【解決手段】純マグネシウム又はマグネシウム合金を鋳造して鋳造材を作製し、この鋳造材に塑性加工を施して長尺な加工材を得る。この塑性加工には、断面減少を伴う加工で250℃以上の温度で行う熱間加工を含む。熱間加工を行うことで、加工中に被加工材の表面近傍において酸化物が生成されて、加工材の表面近傍には、酸化物が存在し、この酸化物が、加工材に伸線や鍛造などの塑性加工(2次加工)を行う際、割れや断線の起点となる恐れがある。そこで、本発明では、加工材の表面層を除去して、割れや断線の起点となる酸化物を効果的に除去し、2次加工性を向上する。
(もっと読む)
金属線の製造方法
【課題】金属線材の圧延中において金属線材の捻転を防止することができる金属線の製造方法を提供する。
【解決手段】全工程を通じての総減面率を75%以上となるように、金属線材を第1偏平成形ロールで温間圧延し、次に第1カリバーロールで拘束部分と下記式(1)及び式(2)を満たす非拘束部分とからなる断面形状を有するように温間圧延し、そして前記非拘束部分が押圧されるように第2偏平成形ロールで温間圧延し、さらに偏平率を低下させるように温間圧延する。
w1 ≧ 0.26w10 (1)
r1 ≧ 2.23w10 (2)
(式中、w1は非拘束部分の両端の直線距離、w10は第1カリバーロールで温間圧延した後の金属線材の幅、r1は非拘束部分の外周の曲率半径を示す。)
(もっと読む)
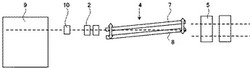
棒鋼の圧延方法
【課題】圧延操業時間の短縮が可能で、棒鋼材質の向上も達成できる棒鋼の圧延方法を提供する。
【解決手段】連続鋳造したブルーム1を粗圧延して棒鋼7の圧延用素材6としたのち、該圧延用素材に仕上げ圧延を施して棒鋼を製造するに際し、粗圧延直後の圧延用素材に対して、表面温度をMS点超Ar3点以下まで冷却する冷却処理を施すと共に、該冷却処理後、仕上げ圧延開始までに次式(1)0.15×D−8.2≦t≦1.5×D−63.6---(1)但し、Dは粗圧延後の圧延用素材の断面短辺寸法(mm)の範囲を満足する待機時間t(秒)を設け、圧延用素材の表面温度をAc3点以上、(Ac3点+50℃)以下に調整したのち、仕上げ圧延に供する。
(もっと読む)
棒鋼の圧延方法
【課題】鋼材の材質劣化を招くことなしに、圧延における負荷を軽減した棒鋼の圧延方法を提供する。
【解決手段】連続鋳造したブルームを粗圧延して棒鋼の圧延用素材としたのち、該圧延用素材に仕上げ圧延を施して棒鋼を製造するに際し、
粗圧延を完了した圧延用素材に対し、仕上げ圧延の直前に冷却処理を施して、該圧延用素材の表面温度をAr3点以下 MS点超の温度範囲に調整したのち、該表面温度がAc3点を超える前に仕上げ圧延に供する。
(もっと読む)
ばね用鋼の製造方法
【解決課題】
鋼材のフェライト脱炭を抑制して疲労特性を確保しつつ、しかも過冷を防止して伸線時の加工性を改善するばね用鋼の製造方法を提供することを主たる解決課題とする。
【解決手段】
C:0.35〜0.65%(質量%、以下同様)、Si:1.4〜3.0%、Mn:0.1〜1.0%、Cr:0.1〜2.0%、P:0.025%以下(0を含まない)、S:0.025%以下(0を含まない)、残部がFeおよび不可避的不純物からなる鋼材を、加熱炉抽出後、仕上前温度を1000℃未満として熱間圧延し、仕上圧延後、1000〜1150℃の範囲に5sec以下保持して巻き取った後に冷却速度2〜8℃/sで750℃以下に冷却し、その後、巻取りから150sec以上かけて600℃まで徐冷することを特徴とするばね用鋼の製造方法。
(もっと読む)
21 - 30 / 138
[ Back to top ]