
国際特許分類[B21B1/16]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 中実または輪かく状断面をもつ半製品を製造するための金属圧延方法または圧延機;圧延機列による連続作業;圧延機設備のレイアウト,例.スタンドの集合化;バスの連続またはカリバー形状の連続的変化 (1,932) | 線材または類似の小断面を有する材料の圧延のためのもの (141)
国際特許分類[B21B1/16]の下位に属する分類
連続工程中におけるもの (3)
不連続工程中におけるもの
国際特許分類[B21B1/16]に分類される特許
61 - 70 / 138
平角導体及びそれを用いたフラットケーブル
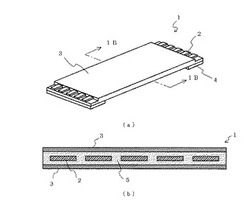
【課題】85℃もしくはそれ以上もの高温環境になりうる自動車などに使用する、価格低減および導体強度維持した平角導体を提供する。
【解決手段】導体が導電率95%以上のCu濃度99.9%以上の純銅からなり、その引張強さが350MPa以上400MPa以下の範囲とするものである。
(もっと読む)
ばね用線材及びその製造方法
【課題】フェライト脱炭をより高度に抑制することができ、且つ加工性も改善できるばね用線材の製造方法を提供する。
【解決手段】C:0.37〜0.54%(質量%の意味、以下同じ)、Si:1.7〜2.30%、Mn:0.1〜1.30%、Cr:0.15〜1.1%、Cu:0.15〜0.6%、Ti:0.010〜0.1%、Al:0.003〜0.05%を含有し、残部が鉄及び不可避不純物からなる鋼材を900℃以上A4(C=0)変態点以下で加熱し、
仕上げ圧延時の最高到達温度がA3(C=0)変態点以上、A4(C=0)変態点以下になるように熱間圧延し、
コイリング後、冷却床への載置温度をA1(C=0)変態点以上、A1(C=0)変態点+50℃以下にし、コイル密部で1.0℃/秒以上、コイル疎部で8℃/秒以下の冷却速度で冷却する。
(もっと読む)
線材・棒鋼の熱間圧延方法

【課題】線材・棒鋼の熱間孔型圧延で、角孔型の孔型溝底部と接触した圧延材の円弧部半径が直後のオーバル孔型で表面疵の発生原因とならない程度に大きい状態で、このオーバル孔型に適正に噛み込ませる圧延方法を提供することである。
【解決手段】線材・棒鋼の熱間孔型系列の、菱−角−オーバル孔型スケジュールで、前記角孔型に噛み込む菱孔型出側の圧延材自由表面の円弧部半径をr、角孔型での圧下量をaとしたときに、菱孔型出側の圧延材の幅寸法Wと前記円弧部半径rを予め対応づけて、この幅寸法Wから円弧部半径rを予測して比率r/aが0.1以上0.3以下の範囲に収まるようにロール隙を設定し、圧延中に前記幅寸法Wを実測し、実測した幅寸法Waから、予め対応付けておいた前記円弧部半径rを算出し、比率r/aが上記範囲から外れると、菱孔型直前の孔型ロール隙sを調整して、比率r/aを上記範囲に収めるようにした。
(もっと読む)
高強度非磁性ステンレス鋼、並びに、高強度非磁性ステンレス鋼部品及びその製造方法
【課題】強度、耐食性、及び加工性に優れた高強度非磁性ステンレス鋼、並びに、これを用いた高強度非磁性ステンレス鋼部品及びその製造方法を提供すること。
【解決手段】0.01≦C≦0.06mass%、0.10≦Si≦0.50mass%、20.5≦Mn≦24.5mass%、P≦0.040mass%、S≦0.010mass%、3.1≦Ni≦6.0mass%、0.10≦Cu≦0.80mass%、20.5≦Cr≦24.5mass%、0.10≦Mo≦1.50mass%、0.0010≦B≦0.0050mass%、O≦0.010mass%、0.65≦N≦0.90mass%を含み、残部がFe及び不可避的不純物からなり、次の(1)〜(4)式を満たす高強度非磁性ステンレス鋼。≪P.I≫=[Cr]+3.3×[Mo]+16×[N]≧30・・・(1) {Ni}/{Cr}≧0.15・・・(2) 但し、{Ni}=[Ni]+[Cu]+[N]、{Cr}=[Cr]+[Mo] 2.0≦[Ni]/[Mo]≦30.0・・・(3) [C]×1000/[Cr]≦2.5・・・(4)
(もっと読む)
銅荒引線の製造方法及び銅線
【課題】製造設備の変更を要さず、軟化温度を低下させた銅荒引線の製造方法及び銅荒引線に冷間加工と熱処理を施し、最終導体の導電率が高い銅線を提供することにある。
【解決手段】本発明に係る銅荒引線の製造方法は、不純物元素を含む銅の溶湯に鋳造処理を施して銅鋳塊にし、その銅鋳塊に熱間圧延加工を多段に施して銅荒引線を製造する方法において、上記鋳造処理を1100℃以上1200℃以下の鋳造温度で行い、上記熱間圧延加工の最終圧延を500℃以上600℃以下の圧延温度で行うものである。
(もっと読む)
ねじ節異形棒鋼
【課題】 PC鋼棒、鉄筋用棒鋼におけるねじ節棒鋼の節の形状の改良により節部質量を合理的に削減して鋼材の軽量化を図る。
【解決手段】 ねじ節の形状を、1)底幅比(=ねじ底幅/ねじ山幅)の値を従来製品の1.0〜1.3に対して1.4以上3以下とする、2)ねじ山縦断面形状を従来製品の台形状から頂部が丸みを持った3角形状に修正する。節部の質量比率は従来製品の5〜12%からそれぞれ半減となる。2方ロールによる2列ねじ節と同様、3方ロールによる3列、4方ロールによる4列についても同一方法同一効果が期待される。
(もっと読む)
棒鋼または線材の製造方法
【課題】断面形状が略正方形の角鋼材をタンデム圧延して棒鋼または線材を製造するに当たり、表面疵の発生を防止でき、しかも得られた棒鋼または線材を鍛造しても表面に線状の疵が発生しない棒鋼または線材を製造できる方法を提供する。
【解決手段】圧延方向が互いに直交するスタンドを交互に並べたタンデム圧延機によって、断面形状が略正方形の角鋼材を粗圧延し、その後さらに圧延を続けて棒鋼または線材を製造するにあたり、粗圧延前に、前記角鋼材の断面について2組の対辺の距離を夫々測定し、それらの距離の差が所定値を超える場合には、該距離の差が所定値以下となるように角鋼材の表面を研削してからタンデム圧延すればよい。
(もっと読む)
条鋼材の熱間圧延方法
【課題】条鋼材を熱間圧延する際に発生する表面疵を、大きな設備投資をすることなく抑制することができ、近年の厳しい表面疵保証を満足する条鋼材製品を製造することができる条鋼材の熱間圧延方法を提供することである。
【解決手段】Siを0.05質量%以上と、Cr、Niのうち少なくとも1種以上を0.1質量%以上含有する鋼からなる素材ビレット4(被圧延材)を1200℃以下で加熱した後、この被圧延材4aを少なくとも1回、露点:30〜60℃の湿潤雰囲気中に2秒以下曝して水蒸気酸化処理を行ない、この酸化処理工程後、メカニカルデスケーリングを施して熱間圧延を行ない、所要の形状・寸法の条鋼材に仕上げるようにした。水蒸気の作用で剥離が困難なサブスケールを含むスケール性状を剥離しやすいスケール性状に改質することにより、大掛かりな設備を必要とせずに効果的にスケールを除去することができる。
(もっと読む)
棒鋼・線材の熱間圧延方法および熱間圧延設備
【課題】棒鋼・線材を熱間圧延するに際し、難加工材や細径材の熱間加工性を良好とするために、鋼材表面温度を誘導加熱により効果的に高めると共に、圧延素材の結晶粒粗大化、脱炭を防止する圧延方法と圧延設備列を提供する。
【解決手段】鋼片加熱炉、デスケラー、粗圧延機列、中間圧延機列、および仕上圧延機列を順次、連続的に配列した棒鋼または線材の熱間圧延設備により棒鋼・線材を熱間圧延するに際し、粗圧延機列の第1圧延機と第2圧延機との間から連続して複数の圧延機間の各々に誘導加熱装置を設けて、該誘導加熱装置により、各圧延機間を通過中の鋼材を加熱して、粗圧延機列(但し、第1圧延機除く)および中間圧延機列の全圧延機における鋼材の圧延噛み込み表面温度を高めることを特徴とする棒鋼・線材の熱間圧延方法。
(もっと読む)
多数排出圧延機
【課題】多数の異なる圧延機排出部を同時に作動させるための手段を設けることを目的とする。
【解決手段】高い第1生産速度を有する圧延機導入部IMSと低い第2生産速度を有する複数の異なる圧延機排出部OMSの各々との間に蓄積装置48が設けられる。各蓄積装置48は、高い第1生産速度で圧延機導入部IMSから中間品16を受け取って、それぞれの低い第2生産速度で中間品16を関連の圧延機排出部OMSへ送出するような構造と構成を持つ。第1および第2生産速度の間の差から生じる余剰中間品は、蓄積装置48に一時的に保管される。包装された完成品26となるように同時に処理するため、スイッチ18は、連続する一定長の中間品16を圧延機導入部IMSから選択された圧延機排出部OMSへそれぞれの蓄積装置48を介して案内する。
(もっと読む)
61 - 70 / 138
[ Back to top ]