
国際特許分類[B21C35/04]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 押出しプレスからの加工品または押かすの除去;押出し加工品を引放すこと;金属押出し用ダイス,ダクト,コンテナまたはマンドレルの清浄 (52) | 押かすの切離しまたは除去 (11)
国際特許分類[B21C35/04]に分類される特許
1 - 10 / 11
押出プレスのシャー装置
【課題】構造を簡略化して保全及び製造に係るコストを低減するとともに、シャー刃とダイス端面との隙間を自動調整してシャー精度を向上させることで良好な切断面を得る、ビレットの残部であるディスカードと押出製品部とを切り離す押出プレスのシャー装置を提供すること。
【解決手段】下方に向けてシャーシリンダを、エンドプラテンのコンテナ側に設けたフレームに取り付け、下端部にシャー刃を備えてシャースライドを案内するシャーガイドを、前記フレームに傾動自在に取り付け、前記シャーガイドをホースシューに押圧することで前記ダイスタックの前面と前記シャー刃の隙間を一定に保持し得る前記シャーガイドの傾動用シリンダを、前記フレームに取付けるとともに、前記シャーシリンダのピストンロッドを、前記シャースライドに傾動、且つ摺動自在に取り付けた。
(もっと読む)
押出プレスのシャー装置

【課題】ディスカード切断工程のサイクルタイムを短縮するとともに、エネルギー効率に優れた押出プレスのシャー装置を提供する。
【解決手段】シャー刃移動シリンダとディスカード切断シリンダとをそれぞれ分離独立して設け、シャー刃移動シリンダによりシャー刃をディスカード切断位置に移動させた後に、ディスカードの切断力をディスカード切断シリンダ、係合手段、シャースライド、シャー刃を介して伝達する構成とし、シャースライドの上端部にディスカード切断シリンダのピストンロッドとシャースライドを係合する係合手段を備える。
(もっと読む)
押出加工方法及び押出加工装置
【課題】良好な外観と小さい表面粗さの押出材を製造できる押出加工方法を提供する。
【解決手段】押出加工方法は、コンテナ1内のビレット6をステム2により押圧することにより、ビレット6を押出ダイス3内に通過させて押出材20を成形するビレット押圧工程と、コンテナ1によるディスカード7の外周面の拘束を解除した後で又は解除しながら、ディスカード7をその厚さ方向にステム2により押圧することにより、ディスカード7の厚さを減少させるディスカード減厚工程と、ディスカード減厚工程の後で、ディスカード7を切除するディスカード切除工程と、ビレット押圧工程の前に、ステム2のビレット6への押圧面2zとビレット6の上流側端面6zとの少なくとも一方に、押圧面2zにディスカード7が付着するのを防止する離型剤8を塗布する離型剤塗布工程と、を含む。
(もっと読む)
シャー刃およびアルミニウムの押出加工方法
【課題】熱間押出加工におけるディスカードを切断する際に、平滑性の高い切断面が得られ、かつディスカードの付着や破損や摩耗を軽減して良好な切断面を持続させることができるシャー刃を低コストで提供する。
【解決手段】 アルミニウムの熱間押出加工において、下降してディスカードを切断するシャー刃(1)であって、刃先(10)の先端部の付着防止部(11)がシャー刃の移動方向(矢印)に垂直な面に対して傾斜する平面で形成され、前記付着防止部(11)に続く第1すくい面のシャー刃の移動方向に対する傾斜角度(θ1)とこの第1すくい面に続く第2すくい面のシャー刃の移動方向に対する傾斜角度(θ2)とがθ1>θ2の関係を満たしている
(もっと読む)
リアローディング型ショートストローク押出プレス
【課題】ステムとコンテナとの間にビレットの供給を行ない、機長を短くして省スペース化を図るとともに、アイドルタイムを短縮して生産性を向上させるようにしたリアローディング型ショートストローク押出プレスを提供すること。
【解決手段】シャー装置を、ダイスを保持しているエンドプラテンのコンテナ側に設けた固定フレームに、シャーシリンダとダイス方向及び反ダイス方向に回動自在なシャーガイドが下方に向けて取り付けられ、上端部でシャーシリンダのピストンロッドを軸支するとともに、下端部にシャー刃が取り付けられたシャースライドがシャーガイド内で摺動自在とし、デスカードを切断するときに固定フレームとは異なる曲率でシャーガイドを変形させる構成とした。
(もっと読む)
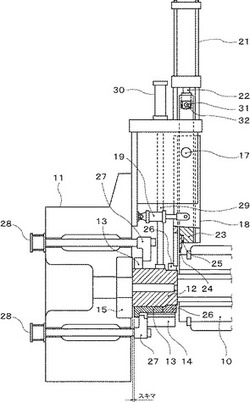
押出プレスのディスカード切断装置
【課題】構造を簡略化して保全及び製造に係るコストを低減するとともに、シャー刃とダイス端面との隙間を調整してシャー精度を向上させ良好な切断面を得る、ビレットの押出残部であるディスカードと押出製品部とを切り離す押出プレスのディスカード切断装置を提供する。
【解決手段】ダイス12を保持しているエンドプラテン11のコンテナ側に設けた固定フレーム21に、シャーシリンダ22と前記ダイス方向及び反ダイス方向に回動自在なシャーガイド25を下方に向けて取り付け、上端中央部で前記シャーシリンダのピストンロッド23を軸支するとともに、下端部ダイス側にシャー刃29が取り付けられたシャースライド24を前記シャーガイド内で摺動自在に設け、ディスカード41を切断するときに、前記シャースライドの摺動が前記固定フレームの変形に拘束されることのない前記構成とした押出プレスのディスカード切断装置。
(もっと読む)
押出プレス
【課題】シャー装置によって製品とディスカードとを切り離しする際に、ダイスユニット及びダイカセットの後端面が浮き上がることなく、ディスカードを製品との境目から確実に切り離して、ダイスの切断面にディスカードが残存することのない押出プレスを提供する。
【解決手段】ダイスユニット20を前方より押出方向に押し込み自在とするダイスユニットの押込装置50と、ダイリング23とダイカセット25を上方より押出方向と交差方向に押圧自在とするダイスユニットの押圧装置60とにより固定装置40が構成され、ダイスユニットの固定装置は、シャー装置30とエンドプラテン4との間に配されるとともに、ダイスユニットの押圧装置にはダイスユニットの押込装置の固定金具61とダイリングの押圧金具52が設けられ、ダイスユニットの押圧装置が動作してダイリングとダイカセットを押圧して固定するときに、前記ダイスの押込装置が固定される。
(もっと読む)
残滓分離方法及びその装置
【課題】残滓を除去する時間、工程、労力、コストが少なく、除去する過程でガスが発生したりせず、スラッジ及び廃液が生じないため環境に優しく、残滓のアルミニウム又はアルミニウム合金を回収して再利用することができ、しかも、ダイスが鈍ることを防止できて、使用するダイスの選択の幅が広がり、且つ、ダイス加熱時の熱量を低減できてコストを削減できる残滓分離方法及びその装置を提供する。
【解決手段】アルミニウム又はアルミニウム合金の残滓が付着した押出加工用のダイスを200〜550℃の温度域まで加熱して残滓を軟化させる。この後、軟化した残滓をダイスから分離する。
(もっと読む)
間接押出プレス用ダイスのハンドリング装置
【課題】コンテナシェルの収容部を備えたダイス又はシールリングの効率的な交換を行う。
【解決手段】コンテナ内壁面のコンテナシェルを掻き取るシールリング22を着脱自在に備えたフィックスダイス24をダイステム20に固定して押出成形を行った後、シールリング22をプレス機外に取り出して交換する間接押出プレス用ダイスのハンドリング装置10である。本装置は押出プレスの押出軸心Sと交差する方向に進退移動し、シールリング22をダイステム20から取外し機外に取り出す第1のスライド60Aと、第1のスライド60Aと並列に配置し、新たなシールリング14をダイステム20に装着する第2のスライド60Bとを押出プレス内外に移動自在に備え、使用済のシールリング22をフィックスダイスから取り外した後、新たなシールリングをフィックスダイス24に取り付けている。
(もっと読む)
押出プレスの押出成形方法
【課題】本発明は、ビレット押出ごとのコンテナ移動をなくし、複数のビレットを連続的に押出すことができる押出プレスの押出成形方法を提供する。
【解決手段】外表面が皮むき加工されてビレットを用い、ビレットを所定の長さに押し残して停止する第1の工程と、後位ビレットをコンテナに装填して前位ビレットを継ぎ押しし、後位ビレットを所定の長さに押し残して押出を停止する第2の工程と、次のビレットをコンテナ内に装填して前位ビレットを継ぎ押しし、後位ビレットを所定のディスカード長さに押し残して押出を停止する第3の工程とを有する。
前記の工程によりコンテナはダイスに当接して移動することがなく、ビレットは押し残しと継ぎ押しによって連続的に押出される。
(もっと読む)
1 - 10 / 11
[ Back to top ]