
国際特許分類[B21D24/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | プレス内のまたはプレスに関連した深しぼりのための特別な装置 (551) | ダイクッション (134)
国際特許分類[B21D24/02]に分類される特許
131 - 134 / 134
ダイクッション装置
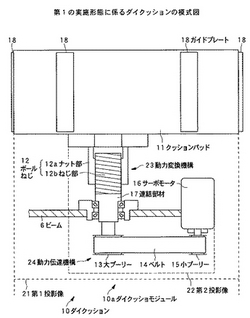
【課題】
ダイクッションの設計を容易にすると共にダイクッションの駆動機構を小型化して使用部品種類数を抑える。
【解決手段】
ダイクッション装置を、個別に駆動可能にしてユニット化されたダイクッションモジュールによって構成する。各ダイクッションモジュールは、クッションパッド、サーボモータ、動力伝達機構、動力変換機構及びガイド部材を備えている。
(もっと読む)
ハイブリッド駆動装置を備えた絞り加工用のダイクッション装置
本発明は、液圧シリンダ(6)と、プレッシャボックス(3)に対して作用する単数又は複数の電気駆動装置(7,15)との組合せから成るハイブリッド系を備えた絞り加工用のダイクッション装置に関する。本発明ではこのようなダイクッション装置において、液圧シリンダ(6)が高レベルのパワー機能を引き受け、電気駆動装置(7,15)が、前加速や上昇のようなストローク機能と、液圧シリンダ(6)の不作動時における低レベルのパワー機能を引き受けている。  (もっと読む)
(もっと読む)
トランスファプレスにおける絞り成形過程を制御するための装置
相互に作用し合う2つの成形ツール部分(11,12)を備えていて、両成形ツール部分の間に、変形加工したいワーク(10)が保持されている、トランスファプレスにおける絞り成形過程を制御するための装置が記載される。一方の成形ツール部分(11)は、一定の回転速度で駆動される機械的なクランク伝動装置(13)によって2つの反転点(OT,UT)の間を移動可能である。第2の成形ツール部分(12)は、ピストンロッド(17)を介してハイドロリック式の差動シリンダ(15)のピストン(16)に結合されている。第1の反転点と第2の反転点とにより仕切られた範囲内の第1の時間区分の間、ピストンのロッド側の面(Ar)は、両成形ツール部分の衝突時に両成形ツール部分が実質的に同じ速度で運動するように第2の成形ツール部分(12)を加速するために十分な大きさの圧力で負荷されている。底部側のチャンバ(15b)とタンク(26)との間には、制御可能な絞り(35)が配置されている。このようなトランスファプレスの運転時にエネルギを節約するために、第1の時間区分に続いて第2の反転点(UT)への到達にまで延びる第2の時間区分において、ピストンのロッド側の面(Ar)が、第1の時間区分の間の第1の圧力よりも小さな第2の圧力で負荷されている。  (もっと読む)
(もっと読む)
プレスダイクッションの安全回路
131 - 134 / 134
[ Back to top ]