
国際特許分類[B21D43/04]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属板,金属管または金属プロフィルを加工または処理するための装置内に組み込まれあるいはその中に配置され,あるいは関連して使用するために特に適応された給送,位置決め,または貯蔵装置;切断装置との組合せ (728) | ダイスまたは工具のストロークと関連した被加工物の送り (393) | 被加工物に対して機械的に係合する手段によるもの (277)
国際特許分類[B21D43/04]の下位に属する分類
多行程のプレスのために特に適応させたもの (146)
処理される板または類似のものの対応する部分と協働する凹部もしくは凸部係合部分を有するもの (6)
ロールによるもの (30)
グリッパーによるもの (49)
チェーンまたはベルトによるもの (4)
直線的に動くテーブルによるもの (2)
回転装置によるもの,例.ターンテーブル
国際特許分類[B21D43/04]に分類される特許
31 - 40 / 40
プレスライン
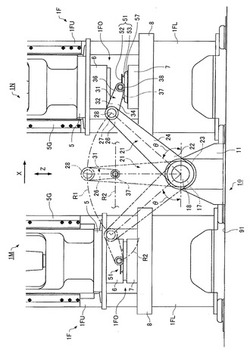
【課題】ワーク搬送速度の高速化を促進する。
【解決手段】ワーク搬送装置10が、上流側プレス1Mと下流側プレス1Nとの中間位置に設けられかつ第1の回動軸18を中心に回動可能な第1のアーム21と、第2の回動軸28を中心に回動可能な第2のアーム31と、この第2のアーム31の先端側に設けられた吸着手段51と、第3の回動軸38を利用して吸着手段51の姿勢を調整可能な姿勢調整手段を具備し、ボルスタ8よりも低い位置に設けた第1の回動軸18を中心に第1のアーム21を回動させかつ第2のアーム31を第2の回動軸28を中心に回動させつつ吸着手段51をプレス加工領域内に移動可能に形成されている。
(もっと読む)
セパレータおよびこれを備えた板材加工システム

【課題】素材の歩留まりを考慮した製品配置を行った場合でも、製品の個別搬出の際には、生産性を阻害することなく、製品をその特性に応じて確実に仕分けできるセパレータおよびこれを備えた板材加工システムを提供すること。
【解決手段】板材加工システムにおいて、セパレータ6は、板材加工機で加工された製品を仕分けして積み込み、かつ格納する装置であって、上下に配置された複数段の載置テーブル62と、これらの載置テーブル62を個別に移動させる移動手段とを備え、載置テーブル62の移動位置としては、少なくとも製品を載置テーブル62上に積み込む積込位置Aと、製品を当該セパレータ6内に格納しておく格納位置Bとが設定され、移動手段は、板材加工機で加工される製品の製品情報に基づいて生成される駆動信号により、製品が積み込まれる載置テーブル62を移動するように駆動される。
(もっと読む)
ブロー成形装置およびブロー成形方法
【課題】成形装置の小型化を通して、低コスト化を図り、設備レイアウトの自由度を高め得るブロー成形技術を提供する。
【解決手段】ブロー成形装置10は、軸線方向に沿う端部に開放口30aを備える円筒容器30と、円筒容器の内周面30bに接するように配置され成形用凹部41が形成された複数個の成形型40と、複数個の成形型のそれぞれにシート状のブランク材21を保持する保持手段50と、開放口を閉じる封止手段60と、ブランク材を成形用凹部に圧接させるためのガス圧を円筒容器内に供給する圧力供給手段70と、を有する。
(もっと読む)
材料供給装置
【目的】 コンパクトで、薄物材料も送ることできる材料供給装置を提供する。
【構成】 薄物の帯状部材を加工するプレス金型の出口側に帯状部材を挟んで順次送り出すワークグリップと、前記ワークグリップをスライド送りするための送り機構部と、前記送り機構部の送り量を決めるためのストッパ部と、前記送り機構部が戻るタイミングで帯状部材を位置決めするパイロットピンを設けて、カムと引っ張りバネにより送り機構部を移動させるように構成した。
(もっと読む)
パイロット
【課題】ワークの姿勢を矯正するパイロットにおいてコンパクト化を図ることができる。
【解決手段】回転矯正パイロット40は、柱状体の側面でありワークに設けられた正方形のパイロット孔の各辺のいずれかと接触してワークの位置決めを行う規制面41と、規制面41から柱状体の中心軸に近づくよう挿入端側に向けて傾斜した傾斜面45と、傾斜面45に隣接し長手方向に平行に形成された平行面46と、傾斜面45と平行面46とがなす稜線としてのガイド線48と、を備えている。そして、ワークのパイロット孔に回転矯正パイロット40が挿入されると、パイロット孔の辺とガイド線48とが接触し、接触したガイド線48が、ワークに回転モーメントを付与しパイロット孔の各辺と各規制面41とが一致するようワークを導く。このように、ワークの中心に設けられたパイロット孔に挿入可能な大きさ且つ1つの部品でワークの姿勢を矯正可能である。
(もっと読む)
搬送装置、搬送方法及びプレス成形装置
【課題】 搬送量の再現性及び精度が優れ、金型と短冊材料との位置決めの整合性を損なうことなく連続的に材料を金型内部へと搬送することができる搬送装置、搬送方法及びプレス加工方法を提供する。
【解決手段】 送りピン13aは、その先端が搬送位置とプレス位置との間に位置するように配置されている。移送部8は、第2の金型3が上昇して、送りピン13aのみが短冊材料17aに形成された開孔部を貫通したときに、送りピン13aを左方向に所定量移動させる。短冊材料17aは、送りピン13aと一体的に左方向へと搬送される。また、第2の金型3が短冊材料17aと共に下降して、第2の金型3の位置決めピン10のみが短冊材料17aの開孔部を貫通したときに、送りピン13aのみを右方向に復帰させる。
(もっと読む)
プレス装置
【課題】特有な形成加工による被加工板の送りに影響を与えることなく高精度に行い得るプレス装置を提供する。
【解決手段】ダイ設置台5に移動可能に設けられる下型ダイセット3と、上型設置プレート4に移動可能に設けられる上型ダイセット2と、ダイ設置台5に昇降自在に設けられ、下型ダイセット3に係合して固定する位置固定係止手段9と、位置固定係止手段9に対向して上型ダイセット2に設けられ、上型ダイセット2が下型ダイセット3に進行して被加工板tを上型ダイセット2に設けた型内パイロットピン2pで位置決めし、ストリッパ6で挟圧し、パンチpとダイdにより加工開始するに際し、位置固定係止手段9に当接して位置固定係止手段9による下型ダイセット3の固定を解除する固定解除手段10と、パイロット孔t1に挿入して、被加工板tを下型ダイセット3、上型ダイセット2とともに移動させて位置決めするパイロットピン16p、17pとを具備する。
(もっと読む)
ピアスバーリング装置
【課題】バッフルプレートの複数箇所にバーリング穴を形成するためのピアスバーリング装置において、レイアウト効率を向上させるとともに、偏芯荷重の影響を低減する。
【解決手段】X−Y搬送機構59によりワーク39を所定の下型位置まで搬送するとともに、X−Y搬送機構51によりスペーサ35を所定の上型位置まで搬送して、油圧プレス19からの圧力をスペーサ35を介して上型27a〜に加え、ワーク39に対して下型27b〜側から上型27a〜側に向かってピアス加工することによりワーク39の所定位置にバーリング穴を形成するようにした。
(もっと読む)
線状材の自動曲げ加工装置及び自動曲げ加工システム
【課題】線状材の姿勢を維持しながら、複数工程の加工ができる自動曲げ加工装置を提供する。
【解決手段】複数個の金型を並列設置したサーボプレス機2の前方に、先端に線状材Wのチャック部20を具備する1台の多関節式ロボットアーム4を配設し、サーボプレス機2のプレス速度を遅くすると共に下死点で所定時間停止する様に制御することによって、加工後の線状材Wの姿勢を維持可能にし、且つスプリングバック現象の影響を最小限に抑えることが出来る様にする。
(もっと読む)
プレスへのワーク供給装置
【課題】 ワークの変形,バリに影響されることなく、ワークを高速で精度良くプレスへ供給することのできるワーク供給装置を提供する。
【解決手段】 サーボモーター1で駆動されるボールネジ2を介しプレスP側へ移動可能なテーブル3に、エアシリンダ5でリンク12を介し左右方向へ開閉されるクランプケース6が設けられ、このクランプケース6は、2個のワークW,Wを保持する第1ケース6aと第2ケース6bを有し、先端には、プレスP上のプレス済みワークW,Wを払い出す先端爪部6c,6cが形成されている。
(もっと読む)
31 - 40 / 40
[ Back to top ]