
線状材の自動曲げ加工装置及び自動曲げ加工システム
【課題】線状材の姿勢を維持しながら、複数工程の加工ができる自動曲げ加工装置を提供する。
【解決手段】複数個の金型を並列設置したサーボプレス機2の前方に、先端に線状材Wのチャック部20を具備する1台の多関節式ロボットアーム4を配設し、サーボプレス機2のプレス速度を遅くすると共に下死点で所定時間停止する様に制御することによって、加工後の線状材Wの姿勢を維持可能にし、且つスプリングバック現象の影響を最小限に抑えることが出来る様にする。
【解決手段】複数個の金型を並列設置したサーボプレス機2の前方に、先端に線状材Wのチャック部20を具備する1台の多関節式ロボットアーム4を配設し、サーボプレス機2のプレス速度を遅くすると共に下死点で所定時間停止する様に制御することによって、加工後の線状材Wの姿勢を維持可能にし、且つスプリングバック現象の影響を最小限に抑えることが出来る様にする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば自動車のボンネットを開放支持するフードサポートの様な、線状材、
特に断面円形状の丸棒又は丸パイプを複数箇所で適宜屈曲した線状部品を自動的に曲げ加
工可能にした装置及びシステムに関する。
【背景技術】
【0002】
従来、線状材を複数箇所で複雑に曲げた線状部品を加工する手段としては、クランク、
リンク、カム等の機構により作動するメカ式プレス機を使用するのが一般的であり、異な
る金型を設置した複数台のメカ式プレス機の前に作業員が立ち、複数の曲げ加工を順送り
で所定形状に成形する手動式ラインが一般的であった。
しかし、複雑にして曲げ工程の多い線状部品を曲げ加工するには1人の作業員では対応
出来ないことから、複数の作業員が分業してひとつの製品を完成するが、効率的でないた
め、トランスファプレス機により自動加工する様にしたが、各線状部品の専用機になって
しまうため、異なる形状の線状部品を1台で加工出来ず、よって汎用性に劣り、多品種少
量生産に対応出来ない。
【0003】
そこで、作業員による順送り方式を自動化するために、作業員の代わりに、ワークの搬
送手段として、一般的に使用されている多関節式ロボットアームをメカ式プレス機の前方
に設置することが考えられる。
【0004】
研究開発段階や出願段階で先行技術調査を行っておらず、記載すべき先行技術文献を知
りません。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、単にメカ式プレス機への線状材のセット作業に多関節式ロボットアームを使用
したとしても、特に丸棒、丸パイプの加工においては、線状材が3次元形状に随時変形し
ていくが、メカ式プレス機では下死点で停止しないことから、瞬時に型締め及び型開きが
完了してしまうため、型開き後の線状材(特に断面円形状の丸棒又は丸パイプ)の姿勢を
維持出来ず、その結果多関節式ロボットアームで線状材をキャッチすることが甚だ困難で
あるなど、解決せねばならない課題があった。
而も、従来のメカ式プレス機では、線状材を一瞬プレスすることで曲げ加工が行われる
ことから、除荷後に弾性により原型に戻ろうとする所謂スプリングバック現象が発生する
ため、全ての製品を公差内で成形出来たとしても、やはりバラツキが出来てしまう。
【課題を解決するための手段】
【0006】
本発明は、上記従来技術に基づく、線状材の加工後の姿勢を維持出来ない課題に鑑み、
複数個の金型を並列設置した1台のサーボプレス機の前方に、線状材を金型にセットする
1台の多関節式ロボットアームを配設し、サーボプレス機のプレス速度を遅くすると共に
下死点で所定時間停止する様に制御することによって、加工後の線状材の姿勢を維持可能
にし、且つスプリングバック現象の影響を最小限に抑えることが出来る様にして、上記課
題を解決する。
【発明の効果】
【0007】
要するに本発明は、1台のサーボプレス機に複数個の金型を並列設置したので、かかる
サーボプレス機によれば、プレス速度を減速出来ると共に、下死点まで押し切って停止さ
せることが出来るため、スプリングバック現象の影響を最小限に抑えることが出来、よっ
て製品のバラツキを最小限に抑えることが出来、而も線状部品における全ての又は一部の
曲げ加工に必要な金型の全てをサーボプレス機に設置すれば、1台で複数工程の曲げ加工
を行うことが出来ることから、金型だけを取り替えれば、他の線状部品に対応させること
が出来るため、汎用性の向上を図ることが出来ると共に、未使用の金型だけを保管すれば
よく、保管スペースの省スペース化を図ることが出来る。
更に、サーボプレス機の前方に、線状材を金型にセットする1台の多関節式ロボットア
ームを配設したので、型締め状態で停止可能なことから、線状材の姿勢を維持することが
可能になり、多関節式ロボットアームであっても加工後の線状材を確実に掴むことが出来
るため、線状材の金型へのセット作業及び離型作業を多関節式ロボットアームで行うこと
が出来、よって従来の手動式ラインで必要であった作業員を他の作業に従事させることが
出来る。
【0008】
多関節式ロボットアームのチャック部における対向する挟着面に、少なくとも3本の角
度の異なる溝を形成したので、1本を水平状の溝とし、残る2本をX状に交差配置すれば
、加工後の線状材の前端部位が水平状態であれば水平状の溝内に、上下に屈曲状態であっ
てもチャック部を僅かに上下回転させれば傾斜状の溝内に夫々収容出来るため、線状材を
確実且つ位置ズレなく掴むことが出来る。
【0009】
金型における下型を、上型に対応する下型本体と、該下型本体の前部に配置した線状材
の載置部と、下型本体の後方部又は載置部の前方部に設けたストッパーとにより構成した
ので、先ず線状材の端部をストッパーに当接させれば、線状材の後端部位を下型本体に、
前端部位を載置部上に正確に載置することが出来るため、線状材を正確にセットすること
が出来、而も下型に固定手段があれば上記セット位置を維持することが出来るため、線状
材を正確に曲げ加工することが出来る。
【0010】
金型における下型及び多関節式ロボットアームにおけるチャック部に線状材確認センサ
ーを設け、該線状材確認センサーのON/OFFによりサーボプレス機による型締め及び
型開きを制御する様にしたので、例えば金型の線状材確認センサーがONで、チャック部
の線状材確認センサーがOFFになったら曲げ加工を開始し、型締め停止時にチャック部
の線状材確認センサーがONになったら型開きを開始する様に制御すれば、曲げ加工及び
その後の離型作業を確実に行うことが出来る。
【0011】
曲げ加工の工程数は金型の個数と同じであり、工程数が増えれば金型も増やす必要があ
るが、1台の自動曲げ加工装置に設置可能な金型の個数には限界があることから、請求項
1乃至請求項4に記載の線状材の自動曲げ加工装置を複数台並設したので、金型の総数を
増やすことが出来るため、工程数の多い複雑な線状部品の加工にも対応出来、而も隣接す
る自動曲げ加工装置間に線状材の仮置き台を配設したので、更に複雑な曲げ加工が必要な
線状部品にも対応することが出来、又各自動曲げ加工装置で加工済の線状材を仮置き台に
移載すれば、次の自動曲げ加工装置における多関節式ロボットアームによる受け取りが容
易化出来るため、次の曲げ加工工程への移行をスムーズに行うことが出来る。
【0012】
各自動曲げ加工装置の付近に、加工途中の線状材の測定ゲージ台を配設したので、各自
動曲げ加工装置により曲げ加工が終了した時点で、加工済の線状材を選別出来るため、加
工不良の線状材が次工程へ移行せず、よって無駄な加工作業を省略することが出来、搬出
部には良品である線状部品だけを移載することが出来る等その実用的効果甚だ大である。
【発明を実施するための最良の形態】
【0013】
本発明に係る線状材の自動曲げ加工装置の一実施例を図面に基づき説明する。
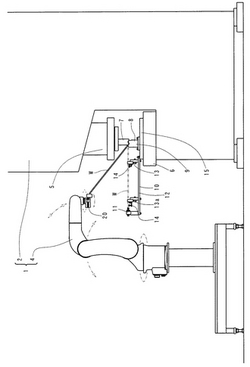
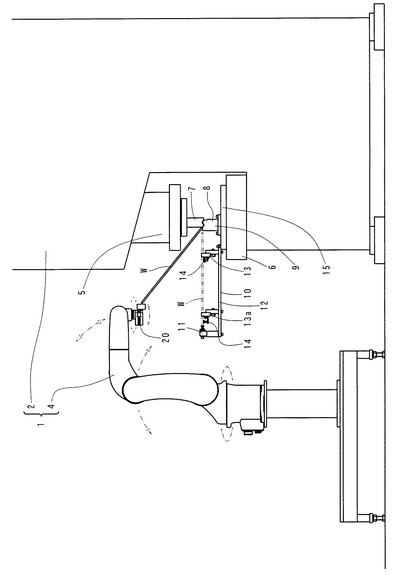
図1、2で平面図及び側面図を示した本発明に係る線状材の自動曲げ加工装置1は、サ
ーボプレス機2に複数種類の金型3、3a…を並列設置すると共に、サーボプレス機2の前
方に多関節式ロボットアーム4を配設している。
【0014】
サーボプレス機2にあっては、図2、3に示す様に、サーボモーター(図示せず)でク
ランク軸(図示せず)を正逆回転させることで主スライド5を昇降自在となしており、サ
ーボモーターの回転速度及び回転量を制御することで、プレス速度を変更可能にすると共
に、主スライド5を下死点で所定時間停止させることを可能にしている。
【0015】
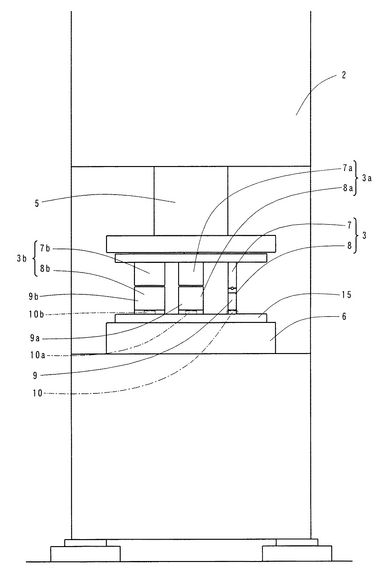
金型3、3a…にあっては、図3に示す様に、主スライド5の下面に設置した上型7、7a
…及びテーブル6の上面に設置した下型8、8a…により構成している。
特に、下型8、8a…にあっては、図4に示す様に、上型7、7a…に対応する下型本体9
、9a…と、線状材Wの載置部10、10a …と、下型本体9、9a…の後方又は載置部10、10a
…の前方に設けたストッパー11、11a …とにより構成し、上記下型本体9、9a…はテーブ
ル6への固定板15の上面に固定されている。
載置部10、10a …は、前後方向に長い基板12及び該基板12の上面に設けた受承部13、13
a …とにより構成し、基板12の後端部を上記固定板15の上面に固定することで、サーボプ
レス機2に対し載置部10、10a …を固定している。
又、受承部13、13a …は、前工程で加工された線状材Wの形状に対応すべく線状材Wの
任意箇所の下方に位置する様に配置し、かかる受承部13、13a …に線状材確認センサー14
を設けている。
尚、必要に応じて載置部10、10a …に、セットされた線状材Wの固定手段(図示せず)
を設けており、該固定手段は、受承部13、13a …の側方に配設した、上下動且つ回動自在
な軸と、該軸の上端部に設けた押さえ板により構成している。
そして、待機位置の押さえ板を受承部の上方の固定位置まで正回転させ軸を下動させて
、受承部に線状材Wを固定し、加工後軸を上動させ固定位置の押さえ板を待機位置まで逆
回転させた後、線状材Wを次工程へ移行可能な状態にしている。
【0016】
尚、金型3、3a…には識別手段(図示せず)が設けられており、該識別手段を自動曲げ
加工装置1の制御系に接続し、異なる金型3、3a…が設置されていると自動曲げ加工装置
1が始動しない様になっているため、加工対象でない形状の加工途中の線状材Wをセット
、加工することによる金型3、3a…の破損を未然に防ぐことが可能になる。
例えば、金型3、3a…に設けた、制御系への接続コネクタのピンの本数及び位置により
金型3、3a…を識別する様にしている。
【0017】
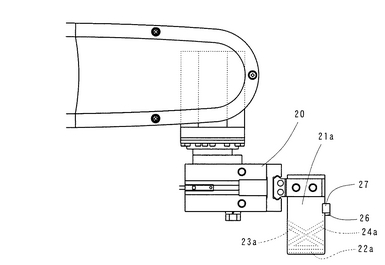
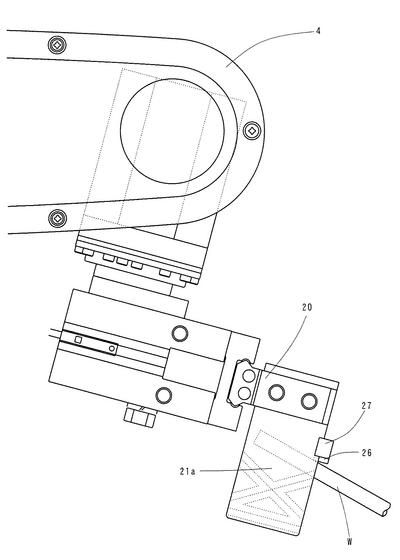
多関節式ロボットアーム4にあっては、図5〜7に示す様に、先端に線状材Wのチャッ
ク部20を縦横回動自在に設け、該チャック部20におけるチャック部材21、21a の挟着面に
は、少なくとも3本の角度の異なる溝22、22a 、23、23a 、24、24a を形成している。具
体的には、水平状に形成した溝22、22a と該溝22、22a の上方にX状に交差させる様に形
成した傾斜状の溝23、23a 及び溝24、24a により構成している。
又、チャック部20における一方のチャック部材21に線状材Wの確認センサー25、25a を
設け、一方の線状材確認センサー25の先端を水平溝22の中央部位に、他方の線状材確認セ
ンサー25a の先端を傾斜溝23、24の交差部位に夫々位置させている。
【0018】
そして、多関節式ロボットアーム4により、最初の金型3における下型8のストッパー
11に、線状材Wの端部を当接させて、線状材Wの後端部位を下型本体9に、前端部位を載
置部10上に載置した後、金型3への線状材Wのセット状態を線状材確認センサー14のON
信号により確認すると共に、チャック部20の解除を線状材確認センサー25のOFF信号に
より確認すると、サーボプレス機2が作動し上型7が下降して線状材Wの後端部位を曲げ
加工し且つ下死点で型締め状態で停止し、その後多関節式ロボットアーム4で加工された
線状材Wを掴んだことを線状材確認センサー25のON信号により確認すると、サーボプレ
ス機2が作動し上型7が上昇して型開きされた後、多関節式ロボットアーム4により次の
金型3aにおける下型8aに、線状材確認センサー14がOFFであることを確認した後に加工
済の線状材Wをセットし曲げ加工することを順次行って自動曲げ加工装置1における曲げ
加工を完了する。
【0019】
チャック部20に、線状材Wの加工後の振動を止める衝撃吸収材26を設けており、具体的
には、チャック部20における一方のチャック部材21の前面に取付材27の基端部を固設し、
該取付材27における、一対のチャック部材21、21a 間に位置させた先端下面に上記衝撃吸
収材26を固設している。
そして、加工された線状材Wを掴む前に、図7に示す様に、先ずチャック部20を揺動さ
せ、振動状態の線状材Wの後端部を衝撃吸収材26に当接させて振動を止めた後、チャック
部20を、掴持するための設定角度にすべく所定方向に揺動させる様にしている。
【0020】
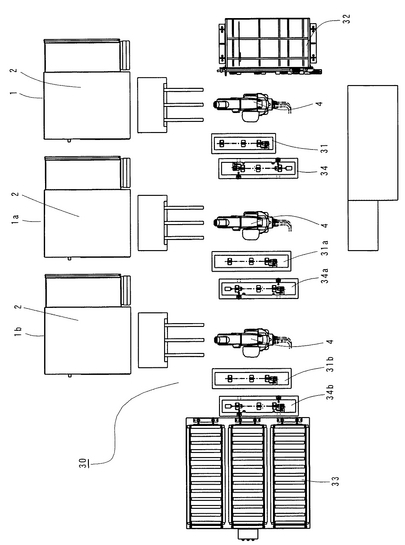
図8は、複数台の上記自動曲げ加工装置1、1a…を並設してなる自動曲げ加工システム
30の平面図であり、隣接する自動曲げ加工装置1、1a…間に線状材Wの仮置き台31、31a
…を配設し、上流側に線状材Wの供給部32を、下流側に線状部品(図示せず)の搬出部33
を夫々配設している。
【0021】
そして、多関節式ロボットアーム4により供給部32から1本の線状材Wを取り出して、
最初の自動曲げ加工装置1により曲げ加工を行った後、加工済の線状材Wを仮置き台31上
に移載し、次の自動曲げ加工装置1aにおける多関節式ロボットアーム4により仮置き台31
上の線状材Wを持ち上げて曲げ加工を行うことを下流側へ順次行い、最後の自動曲げ加工
装置1cで加工され完成した線状部品(図示せず)を多関節式ロボットアーム4により搬出
部33に移行する様にしている。
尚、線状材Wの両端部を加工する場合、先ず仮置き台31、31a …上に線状材Wを一旦移
載し、次にチャック部20を180度回転させて持ち直した後、チャック部20を180度回
転させて元に戻すことで、線状材Wを180度回転させる様にしている。
【0022】
又、仮置き台31、31a …とは別に、その前迄での線状材Wの加工形状を確認する手段を
具備する測定ゲージ台34、34a …を、自動曲げ加工装置1、1a…の付近、具体的には隣接
する測定ゲージ台34、34a …間及び最下流側の自動曲げ加工装置1bと搬出部33間に設け、
該測定ゲージ台34、34a …による測定の結果、誤差が公差内でなかった場合に不良品とし
て排除する様にしている。
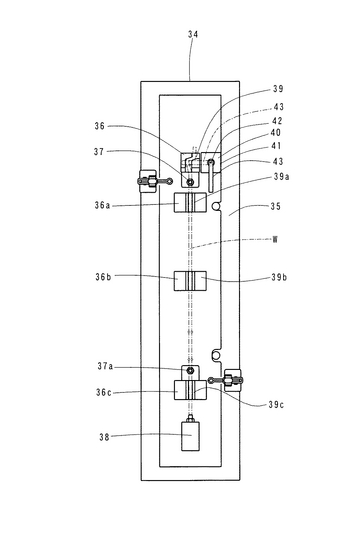
具体的には、図9に示す様に、各測定ゲージ台34、34a …は、ベース35上に複数個の載
置ブロック36、36a …を所定位置に配置し、該載置ブロック36、36a …における両端部の
ものに近接センサー37、37a を設け、ベース35の後部又は前部にも、線状材Wの後端部又
は前端部に対応する近接センサー38を設けている。
又、各載置ブロック36、36a …は、構成部品は略同じであるが、各構成部品の形状が全
く異なり、具体的には、載置ブロック36、36a …の上面に形成した、線状材Wの中間部が
嵌まり込む位置決め溝39、39a …が、各加工段階で異なる線状材Wの正しい形状に対応す
る方向及び位置に沿う様に形成され、良品であれば、近接センサー37、37a 、38で検知さ
れる様になっている。
又、近接センサー38と反対側の載置ブロック36に線状材Wの固定手段40を併設し、該固
定手段40は、駆動部41における回動可能且つ上下動可能な駆動軸42の上端部に押さえ板43
を固定している。
そして、近接センサー38と反対側の載置ブロック36により加工済の線状材Wの基準端部
を位置決めして線状材Wを測定ゲージ台34、34a …上に移載した後、固定手段40における
駆動部41により待機状態の押さえ板43を90度正回転させると共に押さえ板43を下動させ
て、加工済の線状材Wの基準端部を固定した後、全ての近接センサー37、37a 、38により
線状材Wを検知出来た場合は良品として次工程に移行させ、いずれか1個の近接センサー
37、37a 、38で検知出来なかった場合は、次工程に移行させずに不良品として、例えば多
関節式ロボットアーム4により自動排除するか、或いは自動曲げ加工システム30を自動停
止させ作業員により排除する様にしているが、いずれにしても押さえ板43を上動させると
共に90度逆回転させた後に、測定済の線状材Wを測定ゲージ台34、34a …から排除する
様にしている。
【図面の簡単な説明】
【0023】
【図1】本発明に係る線状材の自動曲げ加工装置の概略平面図である。
【図2】図1の側面図である。
【図3】サーボプレス機の概略正面図である。
【図4】設置状態の下型の平面図である。
【図5】多関節式ロボットアームのチャック部の拡大側面図である。
【図6】チャック部の正面の要部拡大図で、(a)開放状態を、(b)は閉鎖状態を示す図である。
【図7】線状材の振動止め工程時のチャック部の拡大側面図である。
【図8】本発明に係る線状材の自動曲げ加工ラインの概略平面図である。
【図9】測定ゲージ台の平面図である。
【符号の説明】
【0024】
1、1a… 自動曲げ加工装置
2 サーボプレス機
3、3a… 金型
4 多関節式ロボットアーム
7、7a… 上型
8、8a… 下型
9、9a… 下型本体
10、10a … 載置部
11、11a … ストッパー
14 線状材確認センサー
20 チャック部
22、22a 、23、23a 、24、24a 溝
25、25a 線状材確認センサー
26 衝撃吸収材
31、31a … 仮置き台
32 供給部
33 搬出部
34、34a … 測定ゲージ台
W 線状材
【技術分野】
【0001】
本発明は、例えば自動車のボンネットを開放支持するフードサポートの様な、線状材、
特に断面円形状の丸棒又は丸パイプを複数箇所で適宜屈曲した線状部品を自動的に曲げ加
工可能にした装置及びシステムに関する。
【背景技術】
【0002】
従来、線状材を複数箇所で複雑に曲げた線状部品を加工する手段としては、クランク、
リンク、カム等の機構により作動するメカ式プレス機を使用するのが一般的であり、異な
る金型を設置した複数台のメカ式プレス機の前に作業員が立ち、複数の曲げ加工を順送り
で所定形状に成形する手動式ラインが一般的であった。
しかし、複雑にして曲げ工程の多い線状部品を曲げ加工するには1人の作業員では対応
出来ないことから、複数の作業員が分業してひとつの製品を完成するが、効率的でないた
め、トランスファプレス機により自動加工する様にしたが、各線状部品の専用機になって
しまうため、異なる形状の線状部品を1台で加工出来ず、よって汎用性に劣り、多品種少
量生産に対応出来ない。
【0003】
そこで、作業員による順送り方式を自動化するために、作業員の代わりに、ワークの搬
送手段として、一般的に使用されている多関節式ロボットアームをメカ式プレス機の前方
に設置することが考えられる。
【0004】
研究開発段階や出願段階で先行技術調査を行っておらず、記載すべき先行技術文献を知
りません。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、単にメカ式プレス機への線状材のセット作業に多関節式ロボットアームを使用
したとしても、特に丸棒、丸パイプの加工においては、線状材が3次元形状に随時変形し
ていくが、メカ式プレス機では下死点で停止しないことから、瞬時に型締め及び型開きが
完了してしまうため、型開き後の線状材(特に断面円形状の丸棒又は丸パイプ)の姿勢を
維持出来ず、その結果多関節式ロボットアームで線状材をキャッチすることが甚だ困難で
あるなど、解決せねばならない課題があった。
而も、従来のメカ式プレス機では、線状材を一瞬プレスすることで曲げ加工が行われる
ことから、除荷後に弾性により原型に戻ろうとする所謂スプリングバック現象が発生する
ため、全ての製品を公差内で成形出来たとしても、やはりバラツキが出来てしまう。
【課題を解決するための手段】
【0006】
本発明は、上記従来技術に基づく、線状材の加工後の姿勢を維持出来ない課題に鑑み、
複数個の金型を並列設置した1台のサーボプレス機の前方に、線状材を金型にセットする
1台の多関節式ロボットアームを配設し、サーボプレス機のプレス速度を遅くすると共に
下死点で所定時間停止する様に制御することによって、加工後の線状材の姿勢を維持可能
にし、且つスプリングバック現象の影響を最小限に抑えることが出来る様にして、上記課
題を解決する。
【発明の効果】
【0007】
要するに本発明は、1台のサーボプレス機に複数個の金型を並列設置したので、かかる
サーボプレス機によれば、プレス速度を減速出来ると共に、下死点まで押し切って停止さ
せることが出来るため、スプリングバック現象の影響を最小限に抑えることが出来、よっ
て製品のバラツキを最小限に抑えることが出来、而も線状部品における全ての又は一部の
曲げ加工に必要な金型の全てをサーボプレス機に設置すれば、1台で複数工程の曲げ加工
を行うことが出来ることから、金型だけを取り替えれば、他の線状部品に対応させること
が出来るため、汎用性の向上を図ることが出来ると共に、未使用の金型だけを保管すれば
よく、保管スペースの省スペース化を図ることが出来る。
更に、サーボプレス機の前方に、線状材を金型にセットする1台の多関節式ロボットア
ームを配設したので、型締め状態で停止可能なことから、線状材の姿勢を維持することが
可能になり、多関節式ロボットアームであっても加工後の線状材を確実に掴むことが出来
るため、線状材の金型へのセット作業及び離型作業を多関節式ロボットアームで行うこと
が出来、よって従来の手動式ラインで必要であった作業員を他の作業に従事させることが
出来る。
【0008】
多関節式ロボットアームのチャック部における対向する挟着面に、少なくとも3本の角
度の異なる溝を形成したので、1本を水平状の溝とし、残る2本をX状に交差配置すれば
、加工後の線状材の前端部位が水平状態であれば水平状の溝内に、上下に屈曲状態であっ
てもチャック部を僅かに上下回転させれば傾斜状の溝内に夫々収容出来るため、線状材を
確実且つ位置ズレなく掴むことが出来る。
【0009】
金型における下型を、上型に対応する下型本体と、該下型本体の前部に配置した線状材
の載置部と、下型本体の後方部又は載置部の前方部に設けたストッパーとにより構成した
ので、先ず線状材の端部をストッパーに当接させれば、線状材の後端部位を下型本体に、
前端部位を載置部上に正確に載置することが出来るため、線状材を正確にセットすること
が出来、而も下型に固定手段があれば上記セット位置を維持することが出来るため、線状
材を正確に曲げ加工することが出来る。
【0010】
金型における下型及び多関節式ロボットアームにおけるチャック部に線状材確認センサ
ーを設け、該線状材確認センサーのON/OFFによりサーボプレス機による型締め及び
型開きを制御する様にしたので、例えば金型の線状材確認センサーがONで、チャック部
の線状材確認センサーがOFFになったら曲げ加工を開始し、型締め停止時にチャック部
の線状材確認センサーがONになったら型開きを開始する様に制御すれば、曲げ加工及び
その後の離型作業を確実に行うことが出来る。
【0011】
曲げ加工の工程数は金型の個数と同じであり、工程数が増えれば金型も増やす必要があ
るが、1台の自動曲げ加工装置に設置可能な金型の個数には限界があることから、請求項
1乃至請求項4に記載の線状材の自動曲げ加工装置を複数台並設したので、金型の総数を
増やすことが出来るため、工程数の多い複雑な線状部品の加工にも対応出来、而も隣接す
る自動曲げ加工装置間に線状材の仮置き台を配設したので、更に複雑な曲げ加工が必要な
線状部品にも対応することが出来、又各自動曲げ加工装置で加工済の線状材を仮置き台に
移載すれば、次の自動曲げ加工装置における多関節式ロボットアームによる受け取りが容
易化出来るため、次の曲げ加工工程への移行をスムーズに行うことが出来る。
【0012】
各自動曲げ加工装置の付近に、加工途中の線状材の測定ゲージ台を配設したので、各自
動曲げ加工装置により曲げ加工が終了した時点で、加工済の線状材を選別出来るため、加
工不良の線状材が次工程へ移行せず、よって無駄な加工作業を省略することが出来、搬出
部には良品である線状部品だけを移載することが出来る等その実用的効果甚だ大である。
【発明を実施するための最良の形態】
【0013】
本発明に係る線状材の自動曲げ加工装置の一実施例を図面に基づき説明する。
図1、2で平面図及び側面図を示した本発明に係る線状材の自動曲げ加工装置1は、サ
ーボプレス機2に複数種類の金型3、3a…を並列設置すると共に、サーボプレス機2の前
方に多関節式ロボットアーム4を配設している。
【0014】
サーボプレス機2にあっては、図2、3に示す様に、サーボモーター(図示せず)でク
ランク軸(図示せず)を正逆回転させることで主スライド5を昇降自在となしており、サ
ーボモーターの回転速度及び回転量を制御することで、プレス速度を変更可能にすると共
に、主スライド5を下死点で所定時間停止させることを可能にしている。
【0015】
金型3、3a…にあっては、図3に示す様に、主スライド5の下面に設置した上型7、7a
…及びテーブル6の上面に設置した下型8、8a…により構成している。
特に、下型8、8a…にあっては、図4に示す様に、上型7、7a…に対応する下型本体9
、9a…と、線状材Wの載置部10、10a …と、下型本体9、9a…の後方又は載置部10、10a
…の前方に設けたストッパー11、11a …とにより構成し、上記下型本体9、9a…はテーブ
ル6への固定板15の上面に固定されている。
載置部10、10a …は、前後方向に長い基板12及び該基板12の上面に設けた受承部13、13
a …とにより構成し、基板12の後端部を上記固定板15の上面に固定することで、サーボプ
レス機2に対し載置部10、10a …を固定している。
又、受承部13、13a …は、前工程で加工された線状材Wの形状に対応すべく線状材Wの
任意箇所の下方に位置する様に配置し、かかる受承部13、13a …に線状材確認センサー14
を設けている。
尚、必要に応じて載置部10、10a …に、セットされた線状材Wの固定手段(図示せず)
を設けており、該固定手段は、受承部13、13a …の側方に配設した、上下動且つ回動自在
な軸と、該軸の上端部に設けた押さえ板により構成している。
そして、待機位置の押さえ板を受承部の上方の固定位置まで正回転させ軸を下動させて
、受承部に線状材Wを固定し、加工後軸を上動させ固定位置の押さえ板を待機位置まで逆
回転させた後、線状材Wを次工程へ移行可能な状態にしている。
【0016】
尚、金型3、3a…には識別手段(図示せず)が設けられており、該識別手段を自動曲げ
加工装置1の制御系に接続し、異なる金型3、3a…が設置されていると自動曲げ加工装置
1が始動しない様になっているため、加工対象でない形状の加工途中の線状材Wをセット
、加工することによる金型3、3a…の破損を未然に防ぐことが可能になる。
例えば、金型3、3a…に設けた、制御系への接続コネクタのピンの本数及び位置により
金型3、3a…を識別する様にしている。
【0017】
多関節式ロボットアーム4にあっては、図5〜7に示す様に、先端に線状材Wのチャッ
ク部20を縦横回動自在に設け、該チャック部20におけるチャック部材21、21a の挟着面に
は、少なくとも3本の角度の異なる溝22、22a 、23、23a 、24、24a を形成している。具
体的には、水平状に形成した溝22、22a と該溝22、22a の上方にX状に交差させる様に形
成した傾斜状の溝23、23a 及び溝24、24a により構成している。
又、チャック部20における一方のチャック部材21に線状材Wの確認センサー25、25a を
設け、一方の線状材確認センサー25の先端を水平溝22の中央部位に、他方の線状材確認セ
ンサー25a の先端を傾斜溝23、24の交差部位に夫々位置させている。
【0018】
そして、多関節式ロボットアーム4により、最初の金型3における下型8のストッパー
11に、線状材Wの端部を当接させて、線状材Wの後端部位を下型本体9に、前端部位を載
置部10上に載置した後、金型3への線状材Wのセット状態を線状材確認センサー14のON
信号により確認すると共に、チャック部20の解除を線状材確認センサー25のOFF信号に
より確認すると、サーボプレス機2が作動し上型7が下降して線状材Wの後端部位を曲げ
加工し且つ下死点で型締め状態で停止し、その後多関節式ロボットアーム4で加工された
線状材Wを掴んだことを線状材確認センサー25のON信号により確認すると、サーボプレ
ス機2が作動し上型7が上昇して型開きされた後、多関節式ロボットアーム4により次の
金型3aにおける下型8aに、線状材確認センサー14がOFFであることを確認した後に加工
済の線状材Wをセットし曲げ加工することを順次行って自動曲げ加工装置1における曲げ
加工を完了する。
【0019】
チャック部20に、線状材Wの加工後の振動を止める衝撃吸収材26を設けており、具体的
には、チャック部20における一方のチャック部材21の前面に取付材27の基端部を固設し、
該取付材27における、一対のチャック部材21、21a 間に位置させた先端下面に上記衝撃吸
収材26を固設している。
そして、加工された線状材Wを掴む前に、図7に示す様に、先ずチャック部20を揺動さ
せ、振動状態の線状材Wの後端部を衝撃吸収材26に当接させて振動を止めた後、チャック
部20を、掴持するための設定角度にすべく所定方向に揺動させる様にしている。
【0020】
図8は、複数台の上記自動曲げ加工装置1、1a…を並設してなる自動曲げ加工システム
30の平面図であり、隣接する自動曲げ加工装置1、1a…間に線状材Wの仮置き台31、31a
…を配設し、上流側に線状材Wの供給部32を、下流側に線状部品(図示せず)の搬出部33
を夫々配設している。
【0021】
そして、多関節式ロボットアーム4により供給部32から1本の線状材Wを取り出して、
最初の自動曲げ加工装置1により曲げ加工を行った後、加工済の線状材Wを仮置き台31上
に移載し、次の自動曲げ加工装置1aにおける多関節式ロボットアーム4により仮置き台31
上の線状材Wを持ち上げて曲げ加工を行うことを下流側へ順次行い、最後の自動曲げ加工
装置1cで加工され完成した線状部品(図示せず)を多関節式ロボットアーム4により搬出
部33に移行する様にしている。
尚、線状材Wの両端部を加工する場合、先ず仮置き台31、31a …上に線状材Wを一旦移
載し、次にチャック部20を180度回転させて持ち直した後、チャック部20を180度回
転させて元に戻すことで、線状材Wを180度回転させる様にしている。
【0022】
又、仮置き台31、31a …とは別に、その前迄での線状材Wの加工形状を確認する手段を
具備する測定ゲージ台34、34a …を、自動曲げ加工装置1、1a…の付近、具体的には隣接
する測定ゲージ台34、34a …間及び最下流側の自動曲げ加工装置1bと搬出部33間に設け、
該測定ゲージ台34、34a …による測定の結果、誤差が公差内でなかった場合に不良品とし
て排除する様にしている。
具体的には、図9に示す様に、各測定ゲージ台34、34a …は、ベース35上に複数個の載
置ブロック36、36a …を所定位置に配置し、該載置ブロック36、36a …における両端部の
ものに近接センサー37、37a を設け、ベース35の後部又は前部にも、線状材Wの後端部又
は前端部に対応する近接センサー38を設けている。
又、各載置ブロック36、36a …は、構成部品は略同じであるが、各構成部品の形状が全
く異なり、具体的には、載置ブロック36、36a …の上面に形成した、線状材Wの中間部が
嵌まり込む位置決め溝39、39a …が、各加工段階で異なる線状材Wの正しい形状に対応す
る方向及び位置に沿う様に形成され、良品であれば、近接センサー37、37a 、38で検知さ
れる様になっている。
又、近接センサー38と反対側の載置ブロック36に線状材Wの固定手段40を併設し、該固
定手段40は、駆動部41における回動可能且つ上下動可能な駆動軸42の上端部に押さえ板43
を固定している。
そして、近接センサー38と反対側の載置ブロック36により加工済の線状材Wの基準端部
を位置決めして線状材Wを測定ゲージ台34、34a …上に移載した後、固定手段40における
駆動部41により待機状態の押さえ板43を90度正回転させると共に押さえ板43を下動させ
て、加工済の線状材Wの基準端部を固定した後、全ての近接センサー37、37a 、38により
線状材Wを検知出来た場合は良品として次工程に移行させ、いずれか1個の近接センサー
37、37a 、38で検知出来なかった場合は、次工程に移行させずに不良品として、例えば多
関節式ロボットアーム4により自動排除するか、或いは自動曲げ加工システム30を自動停
止させ作業員により排除する様にしているが、いずれにしても押さえ板43を上動させると
共に90度逆回転させた後に、測定済の線状材Wを測定ゲージ台34、34a …から排除する
様にしている。
【図面の簡単な説明】
【0023】
【図1】本発明に係る線状材の自動曲げ加工装置の概略平面図である。
【図2】図1の側面図である。
【図3】サーボプレス機の概略正面図である。
【図4】設置状態の下型の平面図である。
【図5】多関節式ロボットアームのチャック部の拡大側面図である。
【図6】チャック部の正面の要部拡大図で、(a)開放状態を、(b)は閉鎖状態を示す図である。
【図7】線状材の振動止め工程時のチャック部の拡大側面図である。
【図8】本発明に係る線状材の自動曲げ加工ラインの概略平面図である。
【図9】測定ゲージ台の平面図である。
【符号の説明】
【0024】
1、1a… 自動曲げ加工装置
2 サーボプレス機
3、3a… 金型
4 多関節式ロボットアーム
7、7a… 上型
8、8a… 下型
9、9a… 下型本体
10、10a … 載置部
11、11a … ストッパー
14 線状材確認センサー
20 チャック部
22、22a 、23、23a 、24、24a 溝
25、25a 線状材確認センサー
26 衝撃吸収材
31、31a … 仮置き台
32 供給部
33 搬出部
34、34a … 測定ゲージ台
W 線状材
【特許請求の範囲】
【請求項1】
上下型からなる複数個の金型を並列設置した1台のサーボプレス機の前方に、先端に線
状材のチャック部を具備する1台の多関節式ロボットアームを配設したことを特徴とする
線状材の自動曲げ加工装置。
【請求項2】
チャック部における挟着面に、少なくとも3本の角度の異なる溝を形成したことを特徴
とする請求項1記載の線状材の自動曲げ加工装置。
【請求項3】
チャック部に、線状材の加工後の振動を止める衝撃吸収材を設けたことを特徴とする請
求項1又は2記載の線状材の自動曲げ加工装置。
【請求項4】
金型における下型を、上型に対応する下型本体と、該下型本体の前部に配置した線状材
の載置部と、下型本体の後方部又は載置部の前方部に設けたストッパーとにより構成した
ことを特徴とする請求項1、2又は3記載の線状材の自動曲げ加工装置。
【請求項5】
金型における下型及び多関節式ロボットアームにおけるチャック部に線状材確認センサ
ーを設け、該線状材確認センサーのON/OFFによりサーボプレス機による型締め及び
型開きを制御する様にしたことを特徴とする請求項1、2又は3記載の線状材の自動曲げ
加工装置。
【請求項6】
請求項1乃至請求項5に記載の線状材の自動曲げ加工装置を複数台並設すると共に、隣
接する自動曲げ加工装置間に線状材の仮置き台を配設し、上流側に線状材の供給部を、下
流側に線状部品の搬出部を夫々設けたたことを特徴とする線状材の自動曲げ加工システム
。
【請求項7】
各自動曲げ加工装置の付近に、加工途中の線状材の測定ゲージ台を配設したことを特徴
とする請求項6記載の線状材の自動曲げ加工システム。
【請求項1】
上下型からなる複数個の金型を並列設置した1台のサーボプレス機の前方に、先端に線
状材のチャック部を具備する1台の多関節式ロボットアームを配設したことを特徴とする
線状材の自動曲げ加工装置。
【請求項2】
チャック部における挟着面に、少なくとも3本の角度の異なる溝を形成したことを特徴
とする請求項1記載の線状材の自動曲げ加工装置。
【請求項3】
チャック部に、線状材の加工後の振動を止める衝撃吸収材を設けたことを特徴とする請
求項1又は2記載の線状材の自動曲げ加工装置。
【請求項4】
金型における下型を、上型に対応する下型本体と、該下型本体の前部に配置した線状材
の載置部と、下型本体の後方部又は載置部の前方部に設けたストッパーとにより構成した
ことを特徴とする請求項1、2又は3記載の線状材の自動曲げ加工装置。
【請求項5】
金型における下型及び多関節式ロボットアームにおけるチャック部に線状材確認センサ
ーを設け、該線状材確認センサーのON/OFFによりサーボプレス機による型締め及び
型開きを制御する様にしたことを特徴とする請求項1、2又は3記載の線状材の自動曲げ
加工装置。
【請求項6】
請求項1乃至請求項5に記載の線状材の自動曲げ加工装置を複数台並設すると共に、隣
接する自動曲げ加工装置間に線状材の仮置き台を配設し、上流側に線状材の供給部を、下
流側に線状部品の搬出部を夫々設けたたことを特徴とする線状材の自動曲げ加工システム
。
【請求項7】
各自動曲げ加工装置の付近に、加工途中の線状材の測定ゲージ台を配設したことを特徴
とする請求項6記載の線状材の自動曲げ加工システム。
【図1】



【図2】
【図3】
【図4】

【図5】
【図6】

【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−136890(P2006−136890A)
【公開日】平成18年6月1日(2006.6.1)
【国際特許分類】
【出願番号】特願2004−325902(P2004−325902)
【出願日】平成16年11月10日(2004.11.10)
【出願人】(391023172)大橋鉄工株式会社 (10)
【Fターム(参考)】
【公開日】平成18年6月1日(2006.6.1)
【国際特許分類】
【出願日】平成16年11月10日(2004.11.10)
【出願人】(391023172)大橋鉄工株式会社 (10)
【Fターム(参考)】
[ Back to top ]