
国際特許分類[B21D7/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 棒,プロフィル,または管の曲げ (367)
国際特許分類[B21D7/00]の下位に属する分類
静止した成形部材上でのもの;揺動する成形部材またはアバットメントの使用によるもの (154)
可動に配列された成形部材の上でのもの (1)
プレスブレーキの中でのまたはラムとアンビルまたはアバットメントの間でのもの;成形ダイをもったプライヤー (55)
ローラ間の通過またはわん曲ダイスの通過によるもの (39)
アバッテング部材と柔軟な曲げ手段によるもの,例.チェーン,ロープを有するもの (2)
プログラム制御を持つもの (5)
曲げまたは長さの測定と結合したもの (3)
補助装置,例.曲げに際する加熱または冷却のためのもの (57)
国際特許分類[B21D7/00]に分類される特許
1 - 10 / 51
曲げ加工が施されたアルミニウム合金製押出形材およびこれを一部に用いてなる構造部材

【課題】本発明は、形状の制約が少なく、かつ、汎用的でありながら、他部品が接合される突出フランジの平坦面の精度を確保することが可能な曲げ加工が施されたアルミニウム合金製押出形材およびこれを一部に用いてなる構造部材を提供することを目的とする。
【解決手段】本体部11と、この本体部11から曲げ内側に向かって突出した突出フランジ12とを長手方向に亙って有し、かつ、曲げ加工が施された中空押出形材10であって、突出フランジ12は本体部11の曲げ半径方向に略平行な方向に延出し、突出フランジ12の長手方向の一端には、前記延出した突出フランジ12の平坦面12aに対して略直交する方向に所定の高さを有し且つ長手方向に延設された屈曲部13を有したことを特徴とする。
(もっと読む)
延長管着脱装置

【課題】最終曲げ位置より後方に位置するチューブの直管部が短い場合に、直管部を延長する延長管を自動で着脱でき、かつチューブの外径が変わる場合でも、高さ調整が不要である延長管着脱装置を提供する。
【解決手段】チューブ1の後端に外径が同一の延長管12を着脱する延長管着脱装置であって、チューブと延長管の下面を同一高さで水平に支持するサポート14と、延長管を待機高さHからサポート上に位置する着脱高さLまで下降させ、チューブの後端部を把持し、延長管の先端部をチューブの後端部に挿入する延長管移動装置と、延長管の先端部を拡大又は縮小してチューブと延長管を連結又は分離する延長管連結装置とを備える。延長管移動装置の昇降駆動装置24は、上限高さと下限高さとの間で昇降駆動される昇降金具と、支持金具とからなるフロート機構を有し、昇降金具は上限高さから下降し、支持金具から下方に遊動して下限高さまで下降する。
(もっと読む)
曲がり形状パイプの製造方法
【課題】 曲がり部の内外での肉厚差が少ない曲がり形状パイプを製造する方法を提供する。
【解決手段】 断面における円周方向の一部が次第に厚くなった偏肉厚パイプ1Aを準備する過程と、この偏肉厚パイプ1Aを、厚肉側を外側、薄肉側を内側として曲げ加工して曲がり形状パイプ1とする過程とを含む。偏肉厚パイプ1Aを準備する過程は、例えば、全周に均等な均等肉厚パイプ1Bを準備する過程と、この均等肉厚パイプ1Bを塑性加工して円周方向の一部が次第に厚くなった偏肉厚パイプ1Aとする過程とでなる。
(もっと読む)
曲がりパイプ製造装置
【課題】角パイプ素材の自動供給技術を提供することを課題とする。
【解決手段】図(b)に示すように、中子芯金31が傾いているとする。中子芯金31の傾きに対応して(a)に示すように、ブロック部材34が傾いている。対策として、(c)に示すように、シリンダ37を作動させ、ピストンロッド37aを前進させる。弾性体39及びディスク38を介してピストンロッド37aで平坦面34aが押され、この平坦面34aが水平になる。(d)に示すように、中子芯金31は水平になる。
【効果】中子芯金を所定の姿勢に合致するように姿勢補正する芯金姿勢補正機構が、備えられている。材料台車上の角パイプ素材と中子芯金の姿勢が合っているため、角パイプ素材を材料台車からパイプベンダーへ移動するだけで、角パイプ素材を中子芯金に被せることができる。角パイプ素材の自動供給が可能となる。
(もっと読む)
角パイプの曲げ方法
【課題】 薄肉厚の角パイプを従来と同じ方法で曲げると、肉厚が薄く、縦横寸法が大きくなるにつれて、角パイプ内側にシワが寄ったり、あるいは外側に割れが生じ、良好に曲げることが困難になっていく。また、標準肉厚角パイプにおいても、曲げ半径が小さいと、シワや割れが生じやすくなり、曲げ限界半径が大きくせざるを得なく、レイアウト設計の自由度を狭めてしまう。
【解決手段】 角パイプ外周部に金属板を接着する。これにより、薄肉厚または縦横寸法の大きい角パイプ曲げ加工や小曲げ半径の曲げ加工においても、良好な曲げ加工を行うことができる。
(もっと読む)
曲げ加工品の検査装置
【課題】導電体材料で構成された長尺金属体から成る曲げ加工品の割れの有無を自動的に、かつ簡単に検査できるようにした曲げ加工品の検査装置を提供する。
【解決手段】導電体材料で構成された長尺金属体からなる曲げ加工品1が搬送される検査台2を有し、この検査台2には曲げ加工品1の基準部位1Aを位置決めする位置決め部材4と、曲げ加工品の比較部位の位置ずれを検知する検知部材5、6とが設けられ、この検知部材5、6が曲げ加工品1の比較部位1Bの位置ずれを検知したときに警報を発する制御手段12を備えたことを特徴とし、曲げ加工装置による曲げが強すぎて割れが発生して比較部位1Bの位置が公差から外れたときには検知部材5、6でこれを検出し、制御手段12で警報を発することにより、曲げ加工品1の割れの有無が自動的に、かつ簡単に検査できるようにしている。
(もっと読む)
曲げ加工装置及び曲げ部材の製造方法
【課題】装置全体の設置スペースの小型化及び設備コストの抑制と、動作速度の抑制とを図ることができ、これにより、寸法精度が優れた曲げ部材を高い生産性でかつ低コストで製造できる曲げ加工装置及び曲げ部材の製造方法を提供する。
【解決手段】(i)鋼管25の一端側を固定するクランプ22と、(ii)鋼管25を加熱し、加熱された部分を冷却する加熱冷却ユニット23と、(iii)少なくとも6自由度を有し、鋼管25の他端部を保持しながら並進3自由度及び回転3自由度の荷重を与えることにより、鋼管25における高温部分に曲げモーメントを与える第1マニピュレータ24と、(iv)加熱冷却ユニット23を保持し、第1マニピュレータ24が曲げモーメントを与える際に、加熱冷却ユニット23の位置を鋼管25の多端側から一端側に接近する位置へ変更する第2マニピュレータ29とを有する曲げ加工装置20である。
(もっと読む)
管マニピュレータ
本発明は、大きな直径の管を(8)を曲げるための装置において使用する、管(8)を搬入及び搬出する管マニピュレータに関し、この曲げるための装置において、管(8)を軸線方向において、この管を環状に取り囲む、誘導式に作用する加熱装置(3)を通して案内する。管(8)の端部には、管(8)の送り方向において軸線方向で可動な押さえスリーブ(5)が設けられており、この押さえスリーブ(5)は管を曲げるための装置と不動に接合されている。押さえスリーブ(5)は内側から管(8)を把持し、この管を内側から緊締し、管(8)を誘導式に作用する加熱装置を通して押し込む軸線方向の力を付与する。押さえスリーブ(5)は管(8)を、前方の緊締囲みロック部(2)における後方の端部が曲げアームに固定されるまで、所定の形式で誘導式に作用する加熱装置(3)を通して軸線方向に案内する。  (もっと読む)
(もっと読む)
曲げ加工部材及びその製造方法
【課題】自動車用部材に用いるのに好適な、優れた塗装後耐食性及び高強度を有する合金化溶融亜鉛めっき鋼材を素材とする曲げ加工部材を提供する。
【解決手段】少なくとも片面に合金化溶融亜鉛めっきを行われた合金化溶融亜鉛めっき鋼材の少なくとも一部を焼入可能温度域に加熱する熱処理を行われた合金化溶融亜鉛めっき熱処理鋼材である。熱処理を行われた部分の少なくとも一部の表面に残存する皮膜の付着量が片面当り30〜90g/m2であり、皮膜中のFe濃度が8〜50%であり、さらに、皮膜の表面における中心線平均粗さRaが2.0μm以下である。少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35質量%であるとともに、中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える管状の金属材を、大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後に、3DQで曲げ加工する。
(もっと読む)
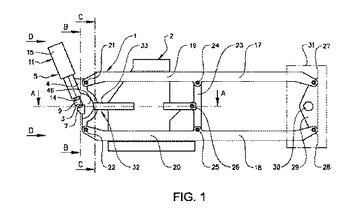
ワイヤブランク等の物体を保持する保持装置
機械加工のための作業機械における作業位置で細長い物体(3)を保持し、且つ、その物体を回転させるための装置。ホルダ部(4)は、その物体のための座部(7)を有し、その座部にあるその物体の範囲におけるその物体の軸と一致する回転中心の回りを回転可能である。そのホルダ部は、運動伝達機構を用いて、固定支持装置(2)で支持される。これは、ピボット点(21、22、24、25、27、28)を介して、駆動装置(30)とホルダ部との間に接続される支持アーム(17、18)を備える。それらピボット点は、ホルダ部の回転のためにホルダ部に作用するトルクを創出するために、回転中心(34)から離れて配置される。ロック用装置(5)は、その物体の固定位置と解除位置とで切り替えられる。支持機構(32)は、その支持装置とそのホルダ部との間で、その座部と同じ高さに配置され、且つ、そのホルダ部と一緒に動く可動支持部分にある可動支持面(41−45)と接触する固定支持面(36−40)を持つ固定支持アーム(33)を有する。
 (もっと読む)
(もっと読む)
1 - 10 / 51
[ Back to top ]