
Fターム[4E090HA02]の内容
プレス機械の駆動及びプレスライン (3,037) | 用途 (405) | 板金プレス成形用 (188) | 曲げ成形用 (26)
Fターム[4E090HA02]に分類される特許
1 - 20 / 26
円筒軸及び円筒軸の製造方法
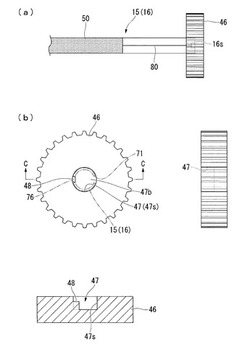
【課題】一端に形成される切欠部が繋ぎ目に悪影響を与えることのない円筒軸及び円筒軸の製造方法を提供する。
【解決手段】矩形金属板を円筒状にプレス曲げ加工して、矩形金属板の長手側端面同士を近接又は当接するように形成された円筒軸16において、軸方向の少なくとも一方の端部16sに、長手側端面同士の継ぎ目80を含んで形成される第一切欠部71と、第一切欠部71に対して円周方向反対側に形成される第二切欠部76と、を形成する。
(もっと読む)
フォーミングマシン及びスライド駆動装置

【課題】加工ツールによる加圧力のオーバースペックを抑え、生産性を高めることが可能なフォーミングマシン及びスライド駆動装置の提供を目的とする。
【解決手段】フォーミングマシンでは、旋回アームが回転すると、その旋回アームの回転軸J1の回りを周回ピン32が環状溝25Mに沿って回転し、周回ピン32の回転が加工ツールの直動に変換される。そして、加工ツールが上死点から下死点に向かう途中で周回ピン32が半径極小点P1を通過するときに、加工ツールがワークに1次加工を行い、加工ツールが下死点を通過するときに、加工ツールがワークに2次加工を行う。
(もっと読む)
プレスブレーキ
【課題】より高精度化、簡素化、小型コンパクト化を図ることのできるプレスブレーキを提供する。
【解決手段】ラム9における左右の両側面11L,11Rに、ラム9を上下動するための上下動用アクチュエータ15を備え、上下動用アクチュエータは上下方向に作動する大径のシリンダ17と小径のシリンダ19とを並列にかつ一体的に備えた構成であって、大径のシリンダにおけるシリンダ本体17Aがラムの両側面にそれぞれ一体的に備えられており、小径のシリンダは大径シリンダの後方であって左右のサイドフレーム3L,3Rの左右方向の外側に配置してあり、かつ大径シリンダの上部室21Uと小径シリンダ19の上部室23Uとを接続すると共に大径シリンダの下部室21Lと小径シリンダ19の下部室23Lとを接続して備え、大径シリンダを上下動するためのモータ27及び小径シリンダのピストンロッド19Rを上下動するためのモータ29配置する。
(もっと読む)
曲げ加工装置及び曲げ加工方法
【課題】上部テーブルの移動ストロークを同一のボールねじで担うことによる不具合を解消する。
【解決手段】パンチPを備える上部テーブル3を上部テーブル支持部材7に対して上下動可能とし、この上下方向の移動を、第2の駆動機構を構成する高負荷用サーボモータ49の駆動により回転する高負荷用ボールねじ43で行う。上部テーブル3を上部テーブル支持部材7とともに上下動させる第1の駆動機構は、低負荷用サーボモータ31の駆動により回転するボールねじ25によって、スライド部材21を左右方向に移動させ、これに伴ないリンク機構11が伸縮作動する。リンク機構11を伸長させて、上部テーブル3を上部テーブル支持部材7とともに下降させた状態で、高負荷用サーボモータ49の駆動により上部テーブル3をさらに下降させて曲げ加工を行う。
(もっと読む)
プレスブレーキ
【課題】油圧作動油を使用することなく、簡素な構成で、ワークに大きな曲げ力を与えることができるプレスブレーキを提供する。
【解決手段】下部テーブル7と、下部テーブル7に対向している上部テーブル9と、サーボモータ17を用い、上部テーブル9を下部テーブル7に対して相対的に移動させるトグル機構11とを有するプレスブレーキ1である。
(もっと読む)
曲げ加工機の駆動装置
【課題】大量の電力を必要とすることなくテーブルの高速移動を可能にし、油圧回路を不要とした構造とする。
【解決手段】一方のテーブル2を往復移動させる駆動シリンダ11と、モータ14及びモータに連結されたボールネジロッド16を備え、モータ14の駆動によってボールネジロッド16が往復移動する電動装置13と、ボールネジロッド16に連結された第1制御シリンダ21と、第1制御シリンダ21に連結された第2制御シリンダ22と、第1制御シリンダ21、第2制御シリンダ22及び駆動シリンダ11の間に設けられ、第1制御シリンダ21と駆動シリンダ11との連結・切断及び第2制御シリンダ22と駆動シリンダ11との連結・切断を切り換える制御弁23とを備える。第1制御シリンダ21のシリンダ室25の径d1、第2制御シリンダ22のシリンダ室35の径d2、駆動シリンダ11のシリンダ室45の径d3がd1<d3<d2となっている。
(もっと読む)
プレス機械
【課題】 高速低負荷用の昇降機構により可動側の金型を安定して昇降させることができ、かつ低速高負荷用の昇降機構により確実なプレス加工を行えるプレス機械を提供する。
【解決手段】 プレス機械は、可動側の金型を昇降させる昇降機構27を備える。昇降機構27は、サーボモータ31を駆動源とするモータ駆動系昇降機構30と、油圧アクチュエータ41を駆動源とする油圧駆動系昇降機構40とを有する。可動側の金型を、モータ駆動系昇降機構30により待機位置から可動側の金型がワークとの接触を開始するプレス開始位置の直前の駆動系切換位置まで移動させ、かつ油圧駆動系昇降機構40により駆動系切換位置から下死点位置まで移動させるように昇降機構27を制御する。
(もっと読む)
成形用ローラの製造方法
【課題】寸法精度の高い成形用ローラの生産効率を高めることができるローラの製造方法を提供する。
【解決手段】成形用ローラの製造方法は、円盤部材92の外周面93に、外周面93より内側に窪む窪み部94を複数個形成し、その窪み部94間に第一領域56を形成する第一領域形成工程と、窪み部94から回転周方向に沿って第一領域56に光を当てながら研削する光学式倣い研削により第一領域56に凹状部48を形成する凹状部形成工程と、凹状部42から外側に突き出るように入れ子部材110を窪み部94に固定し、入れ子部材110に第二領域58を形成する第二領域形成工程と、第一領域56の外周側から回転周方向に沿って第二領域58に光を当てながら研削する光学式倣い研削により第二領域58に凸状部48を形成する凸状部形成工程とを有する。
(もっと読む)
円筒軸の製造方法
【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸の製造方法は、曲げ方向の長さがプレス型の円筒周長よりも短い所定
長さに形成された金属板を、曲げ方向の両端面が近接又は当接するように円筒状にプレス
曲げ加工して、軸方向において一定方向に湾曲した円筒軸を形成する円筒加工工程を有す
る。所定長さは、プレス型の円筒周長から金属板のプレス曲げ加工における曲げ方向の伸
びを除いた長さを基準として一定範囲内に規定される。
(もっと読む)
パネル折り曲げ装置
【課題】ワーク曲げ径の違いによって金型を補填するごとにラム押圧力の不足を自動調整して補助できるようにすることで、高精度で信頼性の高いパネル折り曲げ装置を提供する。
【解決手段】駆動源20の動力を倍力機構7,8,9で倍加してラム2の上下動ストロークによる押圧力に変換し、ラムに保持されて一体に上下動する上型3を含む金型によってパネルを所要の形状に曲げ加工するパネル折り曲げ装置であって、上型を厚さの増大したものに変更することで厚さ増大分10だけ短くなるラムのストロークを、ストローク調整装置30によって最大の押圧力を発生する長さに補正する。
(もっと読む)
油圧プレス装置
【課題】比較的安価な設備で設置スペースも大きくしなくて済むプレス装置を提供することを課題とする。
【解決手段】互いに対向するプレス型11,12間にワーク50を挟んだ状態で、油圧により少なくとも一方の型を移動させ、ワークのプレス成形を行う油圧プレス装置において、下型12と当該型を保持するベースプレート13との間にフリーモーションユニット30を設け、該フリーモーションユニットは、下型12のプレス面上を複数に分割した各部位に対応させた複数のアクチュエータを備え、各アクチュエータはプレス成形の途中に、ワーク50と下型12面との間の摩擦抵抗を抑制するように下型12に対する押圧力若しくは下型12に対する押圧位置を複数回繰り返し変化させ、その繰り返し制御は各アクチュエータ毎に行われることを特徴とする。
(もっと読む)
プレス機械
下方および上方の工具支持体を備えたプレス機械(1)において前記上方の工具支持体に作用する液圧駆動装置が、少なくとも1体の液圧式シリンダ−ピストンユニット(12)を備えていて急速工程とプレス工程との間で切換え可能な少なくとも1機の閉鎖式の液圧駆動システムを備える。その際前記少なくとも1機の液圧駆動システムの圧媒液が予備貯蔵タンクを形成する蓄圧器(19)内に予備貯蔵され、それが該当する全液圧駆動システムに対して少なくとも周囲環境圧よりも高い基礎圧力を継続的に付加する。前記少なくとも1機の液圧駆動システムの前記少なくとも1体のシリンダ−ピストンユニット(12)のピストンロッド側の作用空間(22)とピストン側の作用空間(24)の間にはいずれの場合も液圧結合は存在しない。上方の工具支持体はバネ装置(21)によってその上方の終止位置に位置するように予荷重される。 (もっと読む)
薄肉曲がり管部材の成形方法及び薄肉曲がり管部材の製造装置
【課題】薄肉管の曲げ加工等を直線的なライン上に配置された装置で、効率よく加工することができる薄肉曲がり管部材の成形方法及びその薄肉曲がり管部材を製造するための製造装置を提供することを課題とする。
【解決手段】薄肉管のワークの少なくとも一個所を曲げる曲げ工程と、該曲げ工程の後に、該ワークの加工端面側を切断する切断工程とを有する製造ラインLにて薄肉曲がり管部材を製造する製造方法において、前記曲げ工程では、曲げの曲率半径の中心軸が前記製造ラインLの流れ方向L1と平行に設けられ、前記各工程において、前記ワークの加工端面側の中心線が前記流れ方向と略直交するようにして加工した薄肉曲がり管部材の製造方法。
(もっと読む)
油圧曲げプレス機の省エネ方法
本発明は、上側クランプ(11)の上下運動を提供するピストン(30)と、前記ピストン(30)を動かす少なくとも1個の原動機(50)と、ピストン(30)の高速の上下運動中に事前充填を提供する充填弁(70)とを含む曲げプレス機(100)であって、前記原動機(50)から受け取った運動をピストン(30)に伝達する可変循環形の定容量ポンプ(40)を少なくとも1個備える曲げプレス機(100)に関する。 (もっと読む)
プレス装置からの駆動系の取外し方法、及びプレス装置
【課題】プレス用の上型と下型との位置関係を保持したままの状態でプレス装置本体から駆動系を取り外すための取外し方法。
【解決手段】ベアリングホルダ34は、下型のベース22に向かうねじ穴が形成されたフランジ34aを備えている。そして、本方法は、フランジ34aねじ穴にボルトBを螺合させ、ねじ穴に螺合されたボルトBをベース22に向かう方向に締め込み、先端がベース22に突き当たったボルトBをさらに締め込むことにより、ベアリングホルダ34を下型から離反する方向に移動させることを特徴とする。
(もっと読む)
タワミ防止用軸受を備えたロール加圧装置
【課題】加圧ロールによる加工に際して当該加圧ロールに生ずるタワミを抑制し、品質の良好な加工品が得られるようにする。
【解決手段】本装置1は、上下フレーム4,5に回動自在にそれぞれ取り付けられた一対の加圧ロール2,3で、且つ、このうちの加圧ロール2が上フレーム4の上下動に従って上下方向に移動可能にされてこれら加圧ロール2,3の間に被加圧部材Fを通して当該被加圧部材Fを挟圧加工するもので、タワミ防止用軸受11,12は、上下フレーム4,5に対し移動可能に取り付けられた半円形状の溝をなす内周面を有する軸受で、この内周面の最底部には当該軸受11,12の長手方向に沿って略等間隔に空気噴出孔(流体噴出手段)が複数個設けられ、これら空気噴出孔を通して加圧ロール2,3との隙間に高圧空気を噴出し、かかる隙間に噴出された高圧空気は、この隙間の開口口から外部に排気される。
(もっと読む)
エッジ曲げプレス機
【課題】薄板の2つのエッジ上で閉じた反力の系が得られ、力の系が外部への効果に関して対称で零である結果となるようなエッジ曲げプレス機を提供する。
【解決手段】上部プラテン、下部プラテン及び操作アクチュエータを備えるエッジ曲げプレス機に関する。操作アクチュエータは、上部プラテンと下部プラテンとの互いに近づく及び/又は離れる相対運動を起すように設計される。また、プレス機は、上部プラテンに結合されている上部ダイホルダアセンブリ及び下部プラテンに結合されている下部ダイホルダアセンブリ備える。各ダイホルダアセンブリは、右側ダイホルダ及び左側ダイホルダを備え、したがって、上部右側ダイホルダ、下部右側ダイホルダ、上部左側ダイホルダ及び下部左側ダイホルダがある。また、プレス機は、右側ダイホルダ及び左側ダイホルダが互いに近づく及び/又は離れる相対運動を起すように設計された調節アクチュエータを備える。
(もっと読む)
トロリ線懸吊用ハンガの加工装置及び予備成形装置
【課題】携帯に便利で、不良品の発生する虞がないトロリ線懸吊用ハンガの加工装置を提供する。
【解決手段】トロリ線懸吊用ハンガ1の加工装置10は、U字形帯状ワークWを所定寸法に切断してその両端にトロリ線把持部材の連結部2をプレス成形するものであって、U字形帯状ワークWの両端を同時に切断する切断部11と、U字形帯状ワークWの両端部を別々にプレス成形する成形部12とを同一のハウジング13内に収容するとともに、切断部11と成形部12を直線運動により作動させる共通の電動式油圧駆動装置17をハウジング13の外部に一体に設けてある。
(もっと読む)
曲げ機械
機械フレーム(2)、機械フレーム(2)と結合された、アンダー工具(5)を支持するプレステーブル(3)、機械フレーム(2)に設けられたガイド(11)に沿ってプレステーブル(3)の方向(12)に変位可能な、オーバー工具(8)を支持するプレスビーム(7)および、プレスビーム(7)をプレステーブル(3)の方向(12)に変位させる、互いに対して変位可能な2つの操作部材(15、17)を備えた、少なくとも1つの操作機構(13)を有し、操作機構(13)の第1の操作部材(15)が、第1の結合部材(24)によって変位可能なプレスビーム(7)と駆動結合されている、曲げ機械、特にフォールディングプレス(1)であって、第2の操作部材(17)が、第2の結合部材(25)によって、水平の基準面(27)内、あるいはその下方において、機械フレーム(2)またはプレステーブル(3)と駆動結合されている。  (もっと読む)
(もっと読む)
薄鋼板波板の曲げ加工
【課題】アーチ形等のパイプハウスに設ける薄鋼板波板、薄鋼板カラー波板及び多用途利用の曲げ波板の曲げ加工装置を提供する。
【解決手段】最小間隔に設けたローラー2および駆動ローラー3と曲面盤4を曲面に配置し、波形状ベルト1、5を上下に掛け廻し、波形状ベルト間に薄鋼板を低速通板することによって、薄鋼板の曲げ加工を行う。尚、曲面盤の表面に小円形状等のディンプル(くぼみ)を多数設けて波形状ベルトとの摩擦係数を少なくしている。
(もっと読む)
1 - 20 / 26
[ Back to top ]