
Fターム[4E063JA01]の内容
Fターム[4E063JA01]に分類される特許
1 - 20 / 56
長手方向に湾曲したハット型部材のプレス成形方法
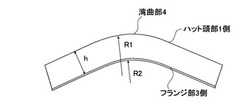
【課題】縦壁方向(側面)から見てハット頭部が凸になるように設けた湾曲部のスプリングバックに起因する形状不良が発生しにくい長手方向に湾曲したハット型部材のプレス成形方法を提供する。
【解決手段】金属板を、高さhのハット型の断面形状を有し、縦壁方向(側面)から見てハット頭部が凸になるような湾曲部を有するハット型部材にプレス成形する際に、前記湾曲部のハット頭部の外側の曲率半径R1と前記湾曲部のフランジ部の内側の曲率半径R2とが、R1-R2 > hの関係を満足するように成形することを特徴とする長手方向に湾曲したハット型部材のプレス成形方法。
(もっと読む)
パイプ深曲げの同時成形金型

【課題】曲げパイプの成形には、機械でも手作業でも多工程を要してしまう。
【解決手段】固定型1及び可動型2を対向配置し、固定型1の波形状の対向面3における、上記直管部位P2に連続する曲げ部R1を形成する凸曲面部5に、接線方向に長い傾斜面部11を連続形成して、固定型1における長い傾斜面部11が形成された側の側端部を、対向する可動型2の側端部より突出させ、可動型2に、前記長い傾斜面部11の対向位置に配設した、型締め時に上記直管部位P2を押圧可能な押圧体15と、該押圧体15を対向する固定型1又は可動型2に対する相対移動方向へ進退させる手段16とを設ける。型締め段階では進行状態で突出する押圧体15を待機状態では後退させておくことで、固定型1及び可動型2により所望形状に曲げ、押圧体15により長い直管部位P2を確実に長い傾斜面部11に押圧することによって、スプリングバックのない曲げパイプPを一回のプレスで成形可能にする。
(もっと読む)
プレス成形方法及びその装置
【課題】ワークに対してプレス成形を施す際、スプリングバックの発生を低減するとともに、破断や強度低下が起こることを回避する。
【解決手段】第2下型48と第2上型50で第2キャビティ72が形成されるとき、第1湾曲部14を形成するための第1湾曲成形面60(円弧状成形部86)と第3湾曲成形面78との間のクリアランスをt1、天井壁部12を支持するための第1天面成形面62と第2天面成形面80との間のクリアランスをt2とし、ワークの初期厚みをtとすると、t1<t<t2の関係が成り立つ。このため、押圧力を付与してプレス成形を行う際、第1湾曲部14の材料が天井壁部12側に向かって流動する。この流動は、第1湾曲部14の内壁面(第2下型48に臨む側の面)側で顕著である。
(もっと読む)
多工程プレス成形におけるスプリングバック要因分析方法
【課題】多工程プレス成形におけるスプリングバック要因分析方法を提供する。
【解決手段】複数のプレス工程に亘って、プレス成形解析およびスプリングバック解析を行うにあたり、プレス成形解析とスプリングバック解析を交互に行って最終プレス工程の離型後のプレス成形品の形状Aを求める処理と、プレス成形解析とスプリングバック解析を交互に行う複数のプレス工程中の一の工程を抽出して、該工程における離型前のプレス成形品の残留応力分布を求めて、該残留応力分布を変更または除去した後に、スプリングバック解析を行い、更に次工程以降についてプレス成形解析とスプリングバッグ解析を交互に行って、最終プレス工程の離型後のプレス成形品の形状Bを求める処理と、前記プレス成形品の形状Aと前記プレス成形品の形状Bとに基づいて、プレス成形品のスプリングバックに影響するプレス工程を特定することを特徴とする多工程プレス成形におけるスプリングバック要因分析方法。
(もっと読む)
曲げ加工装置および曲げ加工方法
【課題】簡易な手法で、板材に傷を形成することなく板材を曲げ加工することができる曲げ加工装置および曲げ加工方法を提供することを課題とする。
【解決手段】下金型12と上金型14で板材Pを挟み込み、板材Pに上方から当接する当接部16Hを有する曲げ用金型16を下降させることで、当接部16Hを板材Pに当接させて板材Pを曲げる。その際、当接部16Hを、板材Pよりも硬さが低い部材で構成させておく。
(もっと読む)
板材成形方法、板材成形装置、板材成形装置の成形条件決定方法および板材成形装置の成形条件決定装置
【課題】板材を局所的に加熱して成形する際に、板材を精度良く加工することが可能な板材成形方法、板材成形装置、板材成形装置の成形条件決定方法および板材成形装置の成形条件決定装置を提供することを目的とする。
【解決手段】本発明に係る板材成形方法は、チタン製またはチタン合金製の板材10に引張り力を負荷した状態で、引張り力が負荷された板材10の成形部分を、成形目標の曲率を有する金型2に押し当てる押圧ステップと、板材10のうち少なくとも成形部分を、互いに平行な複数のライン上で連続的または断続的に加熱する加熱ステップとを含む。
(もっと読む)
金属製パイプの曲げ加工方法、この方法に用いるパイプベンダのロールブロック、および前記方法を用いて加工された金属製パイプ
【課題】スプリングバック量を従来よりも小さくし、加工作業の容易化ならびに効率化を図ることが可能な金属製パイプの曲げ加工方法を提供する。
【解決手段】パイプベンダAのロールブロック2の外周面に形成されているパイプガイド用凹部21に金属製パイプを嵌入し、断面半円弧状の曲げガイド面20に、金属製パイプ1を押し付けて金属製パイプ1に曲げ加工を施す方法であって、ロールブロック2として、曲げガイド面20に形成されている複数の凹溝22が、曲げガイド面20の高さ方向の全長域にわたって所定以上の深さを有し、かつ複数の凹溝22の両端部がロールブロック2の外周面に開口して、パイプガイド用凹部21のエッジ部分e1,e2が凹凸状となるように構成したものを使用し、金属製パイプ1の曲げ部10の内側面には、金属製パイプ1の外周の略半分の寸法長を有する複数の凸部11を形成する。
(もっと読む)
波形鋼板成形方法及び装置
【課題】 成形に要する力を軽減させ、成形された波形鋼板に傷がつかないようにする。
【解決手段】 ベース1上に受け金物3の上方で油圧ジャッキ5により上下動させる可動ブロック4を備えた板曲げ装置2を設け、その両側に、板曲げ装置2の受け金物3よりも高い位置で成形用の鋼板7を上下方向の変位を拘束した状態で保持できるようにしてある一対の鋼板固定装置6を、板曲げ装置2に近接、離反する方向に移動可能に設ける。一対の鋼板固定装置6に成形用の鋼板7を保持させた状態で、その中間となる個所を、板曲げ装置2の可動ブロック4で押し下げて、成形用の鋼板7を、鋼板固定装置6における板曲げ装置2寄りの端縁部に沿わせて下向きに屈曲させると共に、可動ブロック4の両側端縁部に沿わせて上向きに曲げて、形成すべき波形形状の上側水平部aとなる個所と、下側水平部e及び2つの斜面部c,gを一度に形成させる。
(もっと読む)
円筒成形加工用材料の設計方法および円筒成形加工品
【課題】多種多様な機械特性や板厚を有する材料を円筒成形加工した後のスプリングバック角を所定値にすることのできる機械特性を有する材料を設計する方法および加工品を提供することを目的とする。
【解決手段】曲げ加工による円筒成形加工が施される金属材料を設計するにあたり、金属材料を曲げ曲率半径rが5mm以上、曲げ角θが90度以上180度以下の条件で円筒成形加工を施したときのスプリングバック角Δθが所定値となるように、前記金属材料の降伏強度YP、ヤング率Eおよび板厚tを算出し、該算出された降伏強度YPおよびヤング率Eを有するように前記金属材料を設計することを特徴とする円筒成形加工用材料の設計方法。
(もっと読む)
曲げ加工方法
【課題】各部位によって曲げ加工時に発生するスプリングバック量が異なる金属板を精度良く連続的に曲げ加工する。
【解決手段】金属板20において、幅方向の断面積が長手方向で一様な標準部26のスプリングバック係数と、標準部26とは幅方向の断面積が異なる異形部27のスプリングバック係数とを予め算出して制御手段24にデータ入力する。金属板20の曲げ加工に際し、上ロール10の位置を、各スプリングバック係数に基づいて算出した加圧位置まで移動するよう制御手段24で昇降駆動機構18を制御し、金属板20に付与する加圧力を調節しつつ、該金属板20の全長に亘って連続的に曲げ加工を行なう。
(もっと読む)
金属製形材のプレス曲げ加工装置
【課題】アルミニウム合金押出形材の大R曲げにおいて、一方向への過剰なプレス曲げ加工と逆方向へのプレス曲げ戻し加工を続けて実施できるプレス曲げ加工装置を得る。
【解決手段】プレス曲げ金型7と、一組の第1支持ローラ6,6と、プレス曲げ金型7を上下移動させる油圧シリンダ13と、プレス曲げ戻し金型9,9と、一組の第2支持ローラ8,8と、油圧シリンダ14を備え、プレス曲げ金型7とプレス曲げ戻し金型9,9が上下に対向配置されている。アルミニウム合金押出形材1を、プレス曲げ金型7と第1支持ローラ6,6でプレス曲げ加工した後、プレス曲げ戻し金型9,9と第2支持ローラ8,8でプレス曲げ戻し加工する。曲げ加工製品に発生する残留応力を低減して、応力腐食割れを防止することができる。
(もっと読む)
形状凍結性に優れたプレス成形方法
【課題】プレス成形品の縦壁部の壁そりを防止するプレス成形方法を提供する。
【解決手段】天井部11、縦壁部12、及び両側あるいは片側にフランジ部13を有するハット型断面形状の金属製部材製品7をプレス成形する方法であって、 製品のフランジ長さをL[mm]、ポンチのフランジ長さをL1[mm]とした時に、0≦L1/L<1.0となるポンチ3と、ダイ4及びパッド5からなる金型9を用いてプレス成形する。更にその後、ポンチのフランジ長さをL2[mm]とした時に1.0≦L2/Lとなるフランジ部を備えたポンチ、及びダイからなる金型を用いてリストライクを行うことが好ましい。
(もっと読む)
金属製中空断面部材の製造方法
【課題】スプリングバックを抑制することができ、金属製中空断面部材を精度良く製造することができる金属製中空断面部材の製造方法を提供する。
【解決手段】金属製の板状素材をプレス成形して中空断面部材を製造する金属製中空断面部材の製造方法は、底壁部W2と該底壁部W2の両側から同一方向に延びる両側の縦壁部W3、W4とで断面凹状とされる凹部W1を備え、底壁部W2に縦壁部W3、W4が延びる方向に突出するとともに略平行に並んで断面に直交する方向に延びる2つ以上の凸部Wa、Wbが形成された中間成形体を板状素材Wから成形する第1成形工程と、2つ以上の凸部Wa、Wbをその突出方向と逆方向にプレス成形することにより、2つ以上の凸部Wa、Wbを略平坦状に成形するとともに両側の縦壁部W3、W4をそれぞれ内方側へ変位させて中空断面部材を製造する第2成形工程とを備えている。
(もっと読む)
曲げプレス
【課題】曲げ加工されるワークのスプリングバックおよびプレスフレームの撓みの影響を測定し、補正することのできる曲げプレスを提供する。
【解決手段】上型30が長手方向に複数の切欠き部31を有しており、切欠き部31に測定センサ50が設けられており、下型40が長手方向に並んだ複数の小下型40a〜40eからなり、小下型40a〜40eに高さを調整する調整機構60を備える曲げプレスである。ワークWが上型30に隠れることがなく曲げ位置近傍で曲げ角度を測定することができる。ワークWの長手方向の複数の部位の曲げ断面形状からプレスフレーム10の撓みの影響を測定することができる。小下型40a〜40eごとに高さを調整し、ワークWのスプリングバックとともに、プレスフレーム10の撓みの影響も補正することができる。
(もっと読む)
パイプの曲げ加工方法
【課題】冷間曲げ加工において、角度制御を自動化し、かつ経験値に基づいて補正される目標値により角度制御を高精度で安定して行う。
【解決手段】冷間曲げ加工によるパイプの曲げ加工において、パイプの両端近傍にそれぞれ地面からの相対的な角度を検出するデジタル角度計を設置し、前記二つのデジタル角度計により計測された角度から角度差を計算させてリアルタイムでモニター上に表示させ、仕上り目標角度差にスプリングバック量が加算された仮目標角度差を同時にモニター上に表示させ、前記リアルタイムで表示された角度差が前記仮目標角度差になるまで曲げ加工を施し、停止することを特徴とするパイプの曲げ加工方法。
(もっと読む)
機械抵抗の局所変化を有するステンレス鋼
本発明は、主に、最小で10.5質量%のCrおよび最大で1.2質量%のCを含むステンレス鋼板であって、その微細構造は、マルテンサイト系またはオーステノ−マルテンサイト系であり、そして少なくとも2体積%のマルテンサイト含み、この鋼板の残りのマルテンサイト系含有量よりも少なくとも10%小さいマルテンサイト系含有量を含み、この局所的部分は、この鋼板の厚さと少なくとも部分的に同じ厚さであることを本質的に特徴とする鋼板、に関する。また、本発明は、この鋼板の製造方法およびこの鋼板の変形によって得ることができる鋼製部品、に関する。 (もっと読む)
板曲げ装置
【課題】曲げ加工後の板材に擦り痕が生じ難い板曲げ装置を提供する。
【解決手段】板材Aの曲げ型面1が形成されたダイス2と、板材Aを曲げ型面1に押し付ける押圧面3が形成された押圧部材4と、押圧面3を曲げ型面1に向けて押し付ける加圧機構と、押圧面3の押し付けに際して、押圧部材4の移動方向を、押圧面3が板材に対する押圧箇所Q1,Q2,Q3を支点にして曲げ型面1に向けて傾動するように案内するガイド機構とを備えている。
(もっと読む)
プレス曲げ加工用工具
【課題】簡易な金型構造で金属板を断面略ハット形に曲げ加工し、断面略ハット形の金具の製造コストの低減を図る。
【解決手段】この曲げ加工用工具では、上型1が下端に加圧面119を有する上型本体11、下端に加圧面125を有する上型アタッチメントブロック12、及び下端に突状加圧部134を有する上型形状ブロック13、の3分割部品で構成され、下型2が上端に加圧面216を有する下型本体21、及び上端に加圧面224を有する下型アタッチメントブロック22、の2分割部品により構成される。
(もっと読む)
プレス成形用の金型、プレス成形方法、及びハット型形状の成形品
【課題】金型を複雑化することなく、スプリングバックの発生を大幅に低減可能なプレス成形用の金型、プレス成形方法、及びハット型形状の成形品を提供する。
【解決手段】平板状の被加工材F0を、容器部本体とその容器部本体に連続するフランジ部とを備えたハット型形状の成形品に成形するためのプレス成形用金型である。雌型3と、雌型3の凹部内に相対的に挿入して上記容器部本体を成形するポンチ4と、ポンチの外周に配置されて雌型の凹部外側に形成された押え面と対向するブランクホルダ5と、を備える。上記ブランクホルダ5に対し、成形途中で被加工材の端面に当接して当該端面の外側への移動を拘束する拘束部6を形成した。
(もっと読む)
ワークの曲げ加工方法および装置
【課題】従来は、スプリングバックを低減するために、必要な工程数が多くなり、設備が大型化するという問題があった。
【解決手段】曲げ箇所を境界として連続する2つの面を有する最終成形品を成形するワークの曲げ加工方法であって、第一曲げ箇所5aを第一曲げ部54aと第二曲げ部54bと平面部54からなる形状とし、パンチ1と押え部材3とでワーク50の一端部を片持ち支持するワーク保持工程と、ダイス2をパンチ1側へ移動してワーク50の自由端側をダイス2により押圧し、ワーク50の平面部54に対応する箇所を湾曲させ、その後、ダイス2とパンチ1とでワーク50を挟圧することにより、第一曲げ部54aおよび第二曲げ部54bを形成するとともに、前記ワークの前記曲げ箇所の平面部に対応する箇所を曲げ戻す成形工程とを備える。
(もっと読む)
1 - 20 / 56
[ Back to top ]