
国際特許分類[B30B15/30]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | プレス機の細部または付属具;プレス加工に関連する補助的手段 (1,036) | プレス機への材料送り (32)
国際特許分類[B30B15/30]に分類される特許
1 - 10 / 32
プレス装置用の材料搬送装置
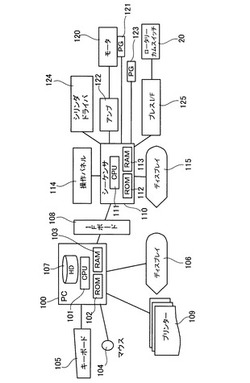
【課題】実加工前に加工動作を確認検証できるプレス装置用の材料搬送装置を提供する。
【解決手段】加工型の種類とその配列及び配置ピッチの情報を含み入力手段(キーボード105、マウス104)により入力される型データを記憶する型データ記憶手段(ハードディスク装置107等)と、製品の加工ピッチ及びその加工型の情報を含み入力手段により入力される製品データを記憶する製品データ記憶手段と、前記型データ及び前記製品データに基づいて、製品の加工結果が視認可能な画像を描画して表示手段(ディスプレイ106)に表示する描画機能を有する制御手段(コンピュータ100)と、を備えた構成とする。
(もっと読む)
プレス機におけるベルト片寄り補正を実施するための方法およびこの方法を実施するプレス機

【課題】ベルト片寄り補正をより容易かつ効果的に、さらには僅かなベルト負荷で行うことができるベルト片寄り補正技術を提供する。
【解決手段】下側のプレスプレート(3)および上側のプレスプレート(4)によるプレス段(1)に対して工作物を搬入搬出するためにプレスプレート(3)を周回して走行するコンベアベルト(5)と、コンベアベルト(5)の張力調整を行うテンション機構(6)が配設されたコンベアベルト用プーリ(7、8)とを備え、プーリ(7)はテンション機構(6)によってプレスプレート(3)に対して相対変位するように構成され、コンベアベルト(5)のベルト片寄り補正を実施するために、プーリ(7、8)はプーリ軸心に沿った軸方向変位が可能なように構成されている。
(もっと読む)
プレス装置システム
【課題】スリップ事故の発生を防止しまた成形製品の厚みのバラツキを抑えることが可能であり、且つ仕組み工程を止めることなく被加工物の成形を行うことが可能なプレス装置システムを提供する。
【解決手段】プレス装置システムが、熱盤間211,212,213に被加工物Pを挟んで加熱プレスする複数の加熱プレス装置200A〜Cと、複数の加熱プレス装置200A〜Cに対して被加工物Pの搬入及び搬出を行うローダと、複数の加熱プレス装置200A〜C及び前記ローダの制御を行う制御手段とを有し、制御手段は、複数の加熱プレス装置200A〜Cの1つで被加工物Pの加熱プレスを行っている間に、他の加熱プレス装置及び前記ローダを制御して、他の加熱プレス装置に対して被加工物の搬入及び搬出を行うことを特徴とする。
(もっと読む)
プレス装置
【課題】装置の大型化を抑制できるとともにダイセットの交換を迅速に行うことができるプレス装置を実現する。
【解決手段】本発明のプレス装置100は、成形型Mが搭載可能に構成されるとともに成形型の少なくとも下型が引き出し可能に構成され、一方に搭載された下型の引き出し側とは異なる側に他方が隣接するように互いに配列された第1のダイセット130及び第2のダイセット140と、プレス位置PPに配置されたダイセットに上下方向のプレス圧を印加するプレス機構110と、第2のダイセットがプレス位置に配置され第1のダイセットがプレス位置の一方側に隣接する第1の待機位置に配置される状態と、第1のダイセットがプレス位置に配置され第2のダイセットがプレス位置の反対側に隣接する第2の待機位置に配置される状態との間で、第1のダイセット及び第2のダイセットをそれらの配列方向に移動可能に案内する案内構造120と、を具備する。
(もっと読む)
搬送装置
【課題】高いSPMを維持しつつ、非磁性体のブランク材を搬送でき、かつ構造が簡易な搬送装置を提供する。
【解決手段】被搬送物aを加工装置20へ供給する搬送装置10であって、ベルトコンベヤ11と、該ベルトコンベヤ上の被搬送物をコンベヤ側に上方から押圧する付勢装置13と、該付勢装置を搬送方向に移動させる移動装置12とを有し、前記付勢装置が被搬送物をコンベヤ表面に押圧した状態で、前記移動装置が付勢装置をベルトコンベヤに同期するように搬送方向に移動させる搬送装置。
(もっと読む)
構造体を位置決めするとともに構造体に作用する装置及び方法
構造体に作用する装置。一例では、本装置は、工具と、構造体を工具に給送するとともに構造体を工具から後退させる給送経路と、位置決め機構とを備える。位置決め機構は、工具に近接して位置決めされているアームと、構造体を工具に向かって方向付けるガイドとを備える。アームは、ガイド位置と後退位置との間で可動であり、ガイドは、アームとともに動くようにアームに取り付けられており、それによってガイドはアームがガイド位置にあるときには給送経路に少なくとも部分的に配置される。ガイドを少なくとも部分的に受け入れるリセスが工具に画定されている。 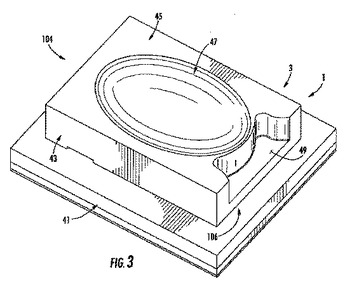 (もっと読む)
(もっと読む)
プレス装置を用いた加工方法
【課題】 直列配置型のプレス装置において作業の手間を削減でき、部品の加工精度がよくコストの安価な加工方法を提供する。
【解決手段】 この発明に係るプレス装置を用いた加工方法は、上型と下型と、前記上型と前記下型との間に設置された案内軸を含む金型ユニットを複数備えた、直列配置型のプレス装置として、複数の金型ユニットで同時に複数の材料を加工する第一工程と、第一工程後に一方の端の金型ユニットで加工された材料を排出する第二工程と、第二工程後に前記一方の方向に、排出した金型以外のすべての金型の材料を、隣接する金型に移載する第三工程と、第三工程後に前記一方と反対側の端の金型ユニットに材料を供給する第四工程と、を備え、第一工程から前記第四工程までの一連の工程を繰り返す。
(もっと読む)
プレス機およびこのプレス機に対する加工物搬送方法
【課題】ベルト路程ずれの修正が良好に行われるプレス機を提供する。
【解決手段】互いの間隔を変更可能な下側のプレスプレート3と上側のプレスプレート4とから開閉操作される少なくとも1つのプレス段1と、下側のプレスプレート3の周りを回動するとともに加工すべき加工物をプレス段1に対して搬出入するためのコンベアベルト5とを備え、この下側のプレスプレート3が、コンベアベルト5に対して張力の付与と弛緩とを行うテンショナー6とコンベアベルト路程修正手段とを有するプレス機。コンベアベルト路程修正手段がコンベアベルト5をコンベア進行方向に対して交差する方向にずらすためのずらし手段9を含む。ずらし手段9がテンショナー6と同期制御され、コンベアベルト5が弛緩状態でかつ停止状態である場合に路程修正動作を実施する。
(もっと読む)
加圧成形装置及び加圧成形装置における成形物の搬送方法
【課題】加圧成形装置において、処理される成形物のみ、又は、成形物に加えて成形ゴムや搬送用板までの軽量薄肉部品のみを搬送させて、サイクルタイム短縮と動力低減とを図る。
【解決手段】本発明にかかる加圧成形装置の搬送機構は、処理前成形物WBを載置して加圧成形装置の加圧成形位置Sへ進行する成形物搬送板3と、成形物搬送板3に載置された処理前成形物WBに係合して、成形物搬送板3と独立してスライドする成形物スイーパ4とを含む。この成形物搬送板3が加圧成形位置Sから退出するときに、成形物スイーパ4がスライドしないで係止された処理前成形物WBを加圧成形位置Sに搬入する。この成形物搬送板3の下面には、処理後成形物WAを引き出す方向に係止する係止部3aが形成されている。この成形物搬送板3が加圧成形位置Sから退出するときに、係止部3aにより係止された処理後成形物WAを加圧成形位置Sから搬出する。
(もっと読む)
真空プレス装置
【課題】真空チャンバ内を高い真空度に維持可能な真空プレス装置。
【解決手段】真空チャンバ開口に搬送手段が設けられており、搬送手段が、開口を有し且つシートを把持可能でありこの開口と真空チャンバ開口とが気密的に連結されるように真空チャンバに取り付けられる第1グリッパと、開口を有し且つシートを把持可能であり第1グリッパよりも遠位側に配置され搬送方向に進退可能な第2グリッパと、その中をシートが通過可能となっており第1及び第2グリッパの開口同士を気密的に連結しさらに搬送方向に沿って伸縮可能な第1の連結管とを有し、第1グリッパの開口を閉じた状態で第2グリッパの開口を開けて第2グリッパを反搬送方向に移動させ、第2グリッパの開口を閉じて第1の連結管を真空引きし、次いで第1グリッパの開口を開けて第2グリッパを搬送方向に移動させてシートの搬送を行う。
(もっと読む)
1 - 10 / 32
[ Back to top ]