
Fターム[4E090BA02]の内容
プレス機械の駆動及びプレスライン (3,037) | 駆動源 (385) | モータ (245)
Fターム[4E090BA02]に分類される特許
1 - 20 / 245
電動プレス加工機の作動方法
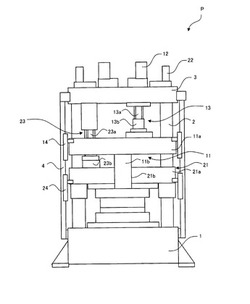
【課題】被成形品の平坦度が確保され、高精度の成形が可能な電動プレス加工機の作動方法を提案する。
【解決手段】第1のスライド11を駆動するように設けられる第1側の駆動源12と、第2のスライド21を駆動するように設けられる第2側の駆動源22とを備え、第1側の駆動源により第1のスライドを上昇あるいは下降させると共に、第2側の駆動源により第2のスライドを上昇あるいは下降させる動作が繰り返され、下型と上型とによって被成形品を加工するプレス加工動作が繰り返し連続して行われる電動プレス加工機の作動方法において、第1のスライド及び第2のスライドを第1の位置に移動する工程と、第1のスライドを第1の位置に保持したまま、第2のスライドを第2の位置に移動する工程と、第1のスライドを第1の位置に保持したまま、第2のスライドを第3の位置に移動する工程と、を有する。
(もっと読む)
サーボトランスファプレスシステム

【課題】干渉回避ができかつ操作性の優れたサーボトランスファプレスシステムを提供する。
【解決手段】マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、プレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成され、基準干渉線図作成手段と基準干渉線図記憶手段と運転干渉線図作成手段と干渉発生有無比較判別手段と個別位相信号相対関係調整手段とを設け、モーション変更に対して自動的なモーション間位相調整を行うことで干渉がないトランスファプレス運転ができる。
(もっと読む)
プレス機械およびその上死点検出方法
【課題】上死点位置を簡単、かつ正確に検出できるプレス機械を提供すること。
【解決手段】プレス機械の制御装置40は、メインシャフトの正回転側および逆回転側のうちの一方側の所定位置に位置したスライドを、前記スライド位置と同じ位置となるように上死点側を越えて他方側に移動させるとともに、該移動中に角度検出器から出力されたパルス数の半分のパルス数分だけ他方側の位置から再度正転側に移動させることで上死点を検出する上死点検出部44を有している。
(もっと読む)
加圧装置及びそれを備えた成形装置
【課題】比較的小さい出力の駆動装置を用いて大きな加圧力を得ることができるとともに、少ない消費エネルギーで加圧状態を一定時間保持することができ、しかも構造が簡単で安価に製造することができる加圧装置を提供する。
【解決手段】固定式の受圧板1と、ガイドに沿って昇降可能で、受圧板1との間でワークを挟んで加圧する加圧板2を備えた加圧装置であって、加圧板2を保持し、その屈伸により加圧板2を昇降させるトグル3と、軸方向で進退可能な作動ロッド7がトグル3に連結され、この作動ロッド7の進退によりトグル3を屈伸させる電動式直線作動機4と、この電動式直線作動機4に付設される加圧・緩衝用のバネであって、装置の加圧作動時に作動ロッド7に軸方向で設定値以上の荷重が作用することにより圧縮され、作動ロッド7を介してトグル3を付勢するバネと、このバネが圧縮されるタイミングで電動式直線作動機4の駆動を停止させる手段を備える。
(もっと読む)
プレス機械およびそのスライド位置調整方法
【課題】スライドの待機位置が上死点からずれている場合でも、スライドの所定量の移動を正確にでき、かつコストが嵩むのを防止できるプレス機械を提供すること。
【解決手段】プレス機械の制御装置40は、上死点から所定のクランク角度ずれた待機位置にスライドが待機している状態でのスライド移動量を、スライドの高さ位置調整に際して与えられる調整前のダイハイトの実測値と、調整後のダイハイトの所望値と、クランク角度と、ボルスタの上面およびエキセン部のクランク中心間の距離と、エキセン部のクランク半径と、スライドの下面からポイント中心までの距離とに基づき、調整前後のダイハイトの差分に対応させて算出する移動量演算部58を有している。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】設定型締め力が小さい場合であっても金型の型閉じ速度を安定させる。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を駆動源とする直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、賦形工程の後に、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、賦形工程では、金型2A,2Bの型閉じ速度が予め設定された設定速度Vに達するまでサーボモーター7,8の定格トルクの100%以上のトルクである速度安定トルクTvを制御許容値としてサーボモーター7,8を駆動させて金型2Aの位置制御を行う。
(もっと読む)
鍛造プレス機
【課題】機械式の鍛造プレス機において、高負荷でのプレス加工時におけるプレス速度の素早く精度の高い調整を簡単な構造で安価に可能とする。
【解決手段】鍛造プレス機10のフライホイール12を回転させるメインモータ11に、サーボモータを用いる。サーボモータは汎用モータに比べて、応答性、停止精度等が優れるため、これをメインモータ11に使用すると、プレス加工時のプレス速度の素早く精度の高い調整が可能となる。サーボモータを直接クランク軸13に連結して駆動させるのではなく、フライホイール12を介し回転エネルギーを蓄積した状態でクランク軸13を駆動させる方式であるため、高負荷のプレス加工を行うことができる。
(もっと読む)
プレス機
【課題】スライドの円滑な上下運動を実現すると共に、スライドの水平姿勢を高精度で保持し得るプレス機を提供する。
【解決手段】プレス機は、フレームと、これに回転可能に支持される主軸部及び互いに同位相の複数の偏心軸部を有するクランク軸と、クランク軸の長手方向に沿って配置され、上下方向へ移動可能に案内され、金型が保持されるスライドと、クランク軸の回転運動をスライドの上下運動に変換すべく各偏心軸部とスライドとの間に並列的に設けられた複数の運動変換機構であってそれぞれに下死点位置を可変とする調整手段が組み込まれた複数の運動変換機構と、スライドの長手方向へ相互に間隔をおく少なくとも2点のそれぞれでスライドの下死点位置を検出するための複数の下死点位置検出装置と、各下死点位置検出手段からの出力信号に基づいて少なくとも一つの運動変換機構の調整機構を調整すべく前記調整手段の動作を制御するための制御回路とを含む。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】型閉じ速度が速い場合や型締め力が小さい場合であっても型閉じ完了後のバウンドの発生を抑制する。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を有する直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、型締め力が設定型締め力Gに達した時から0.01秒以上1秒以下の間、位置決めトルクTpを制御許容値としてサーボモーター7,8を駆動させて金型2Aを位置制御することにより金型2A,2B間の距離を維持する位置決め工程と、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、設定型締め力Gは定格トルクより小さい設定トルクTを制御目標値としてサーボモーター7,8をトルク制御することにより加えられ、位置決めトルクTpは設定トルクより大きい。
(もっと読む)
鍛造プレス方法
【課題】機械式の鍛造プレス機を用いた鍛造プレス方法において、比較的低出力のモータを用いて高負荷のプレス加工をおこなえるようにする。
【解決手段】鍛造プレス機10のフライホイール12を回転させるメインモータ11にサーボモータを採用し、クラッチ14を切った状態でメインモータ11を回転させフライホイール12に十分に回転エネルギーを蓄積した後にクラッチ14を入れてプレス作業をおこなう。これにより比較的低出力のモータで高負荷のプレス作業を可能とする。プレス加工の瞬間にはメインモータ11を空転させてフライホイール12に蓄積された回転エネルギーが消費されることで、スライド16の減速を許容している。
(もっと読む)
電動式成形加工機及び、電動式成形加工機の作業原点確立方法
【課題】電動式成形加工機において、成形品の高い加工精度を低コストで実現するための技術を提供する。
【解決手段】電動式プレス加工機1は、上金型6と、上被支持部8と、を含む上金型ユニット2と、上金型6と対向する下金型9を含む下金型ユニット3と、下金型ユニット3に取り付けられると共に、下金型ユニット3に対して上金型ユニット2を相対的に移動させる、複数の加圧ユニット4と、を備える。各加圧ユニット4は、上押圧部18と下押圧部20を有するねじ軸17と、ねじ軸17を駆動することで上金型ユニット2を下金型ユニット3に対して相対的に移動させる駆動源としてのサーボモータ12と、を含んで構成されている。上押圧部18と下押圧部20は、上金型ユニット2がねじ軸17に支持された状態で、上金型ユニット2の上被支持部8が上押圧部18と下押圧部20の間で移動自在となるように配置されている。
(もっと読む)
タンデムプレスライン
【課題】プレス速度が高速から低速に切り換えられた場合でも加工精度を維持できるようにする。
【解決手段】高速側ラインマスター制御信号Smhから低速側ラインマスター制御信号Smlに切換えられた場合に各プレスを同期高速プレス制御から同期低速プレス制御に切換える。そして、スライド位置が加工領域内にあると判別されたプレスでは、少なくともスライド位置が加工領域内にある間は同期低速プレス制御から低速側ラインマスター制御信号Smlに同期しない非同期高速プレス個別制御信号Sphnに基づく非同期高速プレス制御に切換え可能でかつプレス再同期化ポイントに到達したことを条件に非同期高速プレス制御から同期低速プレス制御に再切換え可能に形成されている。
(もっと読む)
産業機械
【課題】 フライホイルを用いる産業機械において、駆動用モータ等の寸法増大を抑え、負荷の速度を高自由度で制御できるようにする。
【解決手段】 負荷駆動軸に減速ギアの出力軸を接続し、該減速ギアの入力軸側のギアを第1のモータで駆動し、フライホイルには差動機構を接続し、該差動機構を、そのキャリアに減速ギアの出力軸が接続され、サンギアから入力された回転動力を該フライホイルに伝達しエネルギーとして蓄積させるとともに、該蓄積エネルギーをサンギア側及びキャリア側に放出する構成とし、さらに、該差動機構のサンギアを第2のモータで駆動し、負荷駆動軸の回転角位置に応じ、第2のモータによりフライホイルを加速してエネルギーを蓄積させ、その後、該蓄積エネルギーを放出して第1のモータの不足トルクを補いながら負荷駆動軸を駆動する構成とする。
(もっと読む)
ラムドライブ機構
【課題】構成を簡素化し、且つ、高剛性としたラムドライブ機構を提供することを目的とする。
【解決手段】レバークランク41の一方の端部に支点44を設けて回動可能とし、他方の端部の外周部を円弧状に形成し、更に、この円弧状に形成された外周部にラックギヤ42を設ける。また、ラム駆動モータ29を設け、該ラム駆動モータ29に、ラックギヤ42と噛合するピニオンギヤ49を接続する。そして、ラム駆動モータ29を回転駆動させることにより、レバークランク41を可逆的に回動させることができる。更に、レバークランク41に係合するロッド部材47を往復動作させることができ、ひいては、ラム22を上下方向に往復動作させることができる。この際、レバークランク41の外周部にラム駆動モータ29の動力が直接伝達されるので、慣性エネルギーを小さくすることができる。
(もっと読む)
プレス機械
【課題】ナット部材及び螺子部材をそれぞれ回転することによってラムの上下動を行うプレス機械であって、ラムの上下動を円滑に行うことのできるプレス機械を提供する。
【解決手段】螺子部材19の先端部と相対的に回転可能に係合した係合部51を備えると共に当該係合部51と一体に前記螺子部材19の移動方向へ移動可能なラム17を備えたプレス機械であって、前記螺子部材19の先端面と当接可能な当接面を前記係合部51に備え、前記螺子部材19の先端面と前記係合部51における前記当接面との間に、常態においては前記先端面と前記当接面とを離隔した状態に保持し、前記ラム17に負荷が作用したときにのみ前記先端面と前記当接面との当接を許容するための弾性部材73を備えている。
(もっと読む)
サーボプレスシステム
【課題】高い生産性と確実な干渉回避を担保した円滑運転ができるようにする。
【解決手段】第1搬送運転指令情報生成手段28と、第2搬送運転指令情報生成手段25と、反転領域内動作判別手段34と、搬送運転指令情報切替出力手段46とを設け、振り子モーションでのプレス運転中に、プレス構成要素の現在動作状態が運動方向反転領域内での動作状態でないと判別された場合はプレス構成要素の機械的動作状態に依存して生成された第1搬送運転指令情報を利用し、運動方向反転領域内での動作状態であると判別されたときにはそれに依存せずに生成されかつ連続性が担保された第2搬送運転指令情報を利用して、サーボ搬送装置50を搬送運転可能に形成されている。
(もっと読む)
スライダ駆動装置
【課題】大径シリンダと小径シリンダとを並列に一体的に備えた流体圧機構によってスライダを往復動するとき、スムーズに往復動することのできるスライダ駆動装置を提供する。
【解決手段】フレームにピストンロッドを固定した大径のシリンダ17における大シリンダ本体17Aを前記スライダに一体的に備え、当該大シリンダ本体17Aと一体的に備えた小シリンダ本体内19Aに小ピストン19Pを相対的に往復動自在に備え、前記大シリンダ本体内17Aの第1室と前記小シリンダ本体内19Aの第1室とを連通して備えると共に、前記大シリンダ本体内17Aの第2室と前記小シリンダ本体内19Aの第2室とを連通して備え、前記大シリンダ本体17を往復動するための第1のアクチュエータ27を備えると共に、前記小シリンダ本体に対して前記小ピストン19Pを往復動するための第2のアクチュエータ29を備えている。
(もっと読む)
プレスブレーキ
【課題】より高精度化、簡素化、小型コンパクト化を図ることのできるプレスブレーキを提供する。
【解決手段】ラム9における左右の両側面11L,11Rに、ラム9を上下動するための上下動用アクチュエータ15を備え、上下動用アクチュエータは上下方向に作動する大径のシリンダ17と小径のシリンダ19とを並列にかつ一体的に備えた構成であって、大径のシリンダにおけるシリンダ本体17Aがラムの両側面にそれぞれ一体的に備えられており、小径のシリンダは大径シリンダの後方であって左右のサイドフレーム3L,3Rの左右方向の外側に配置してあり、かつ大径シリンダの上部室21Uと小径シリンダ19の上部室23Uとを接続すると共に大径シリンダの下部室21Lと小径シリンダ19の下部室23Lとを接続して備え、大径シリンダを上下動するためのモータ27及び小径シリンダのピストンロッド19Rを上下動するためのモータ29配置する。
(もっと読む)
ハイブリッド式プレス装置
【課題】ラムの昇降手段と加圧手段とを分けたハイブリッド式プレス装置において、昇降手段としてボールネジ機構を利用しながら、クラウンを廃して装置の小型化及び軽量化を図ると共に、加圧手段によりラムにプレス圧を加える際、僅かにラムが下降して昇降手段に加わる負荷による損耗を抑制又は防止する対策をボールネジ機構に付加する。
【解決手段】昇降手段は、正逆に自転する雄ネジ軸4をラム1から下方に向けて降ろし、ベッド2に対して位置固定された雌ネジ部5に前記雄ネジ軸4を螺合させたボールネジ機構である。
(もっと読む)
曲げ加工装置及び曲げ加工方法
【課題】上部テーブルの移動ストロークを同一のボールねじで担うことによる不具合を解消する。
【解決手段】パンチPを備える上部テーブル3を上部テーブル支持部材7に対して上下動可能とし、この上下方向の移動を、第2の駆動機構を構成する高負荷用サーボモータ49の駆動により回転する高負荷用ボールねじ43で行う。上部テーブル3を上部テーブル支持部材7とともに上下動させる第1の駆動機構は、低負荷用サーボモータ31の駆動により回転するボールねじ25によって、スライド部材21を左右方向に移動させ、これに伴ないリンク機構11が伸縮作動する。リンク機構11を伸長させて、上部テーブル3を上部テーブル支持部材7とともに下降させた状態で、高負荷用サーボモータ49の駆動により上部テーブル3をさらに下降させて曲げ加工を行う。
(もっと読む)
1 - 20 / 245
[ Back to top ]