
国際特許分類[B21D43/09]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属板,金属管または金属プロフィルを加工または処理するための装置内に組み込まれあるいはその中に配置され,あるいは関連して使用するために特に適応された給送,位置決め,または貯蔵装置;切断装置との組合せ (728) | ダイスまたは工具のストロークと関連した被加工物の送り (393) | 被加工物に対して機械的に係合する手段によるもの (277) | ロールによるもの (30) | 板状またはストリップ状材料を供給するための一対以上のローラによるもの (27)
国際特許分類[B21D43/09]に分類される特許
1 - 10 / 27
シート体の高速搬送装置に於ける押えロールの作動方法及び作動装置
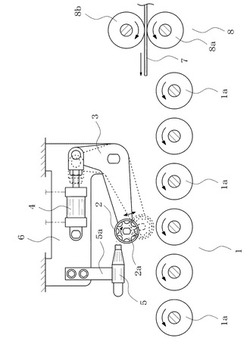
【課題】ベニヤ単板・厚紙等のシート体の高速搬送装置に於て、複数個の押えロールの当接時期に差異が生じたとしても、シート体の搬送姿勢や搬送速度の正確性を保障する。
【解決手段】ベニヤ単板7を高速で搬送するロールコンベヤ1の上部に、空転可能な複数個の押えロール2を、揺動可能な揺動アーム3で枢支し、ベニヤ単板7の厚さ方向へ昇降自在に配設すると共に、揺動アーム3に作動機構4を係止し、該作動機構4を介して、強制的に下降させた押えロール2によって、ベニヤ単板7をロールコンベヤ1に押圧しつつ高速搬送する搬送装置に於て、圧縮空気の噴射部材5を介して、適時、押えロール2に付設した風車状の風受け部材2aに向けて、圧縮空気を噴射することにより、ベニヤ単板7に向けて下降させる際の押えロール2を、予め、押えロール2を空転させるに足る程度の微弱な駆動力を以って、ロールコンベヤ1の搬送速度に準ずる周速で空転させておく。
(もっと読む)
帯状体搬送方法及びその帯状体

【課題】帯状体を簡単且つ確実に、しかも高速で搬送してミスフィードを防止する。
【解決手段】搬送路12に沿って搬送された帯状体14からプレス成形機でワークを打ち抜くと共に、該ワークが打ち抜かれたブランク部24aと隣接する他のブランク部24bとの間となる狭幅部32近傍に、リフタ成形用パンチ26によってリフタ部28a、28bを成形する。そして、リフタ部28a、28bは、搬送路12側に向かって有底円筒状に突出したボス30からなり、前記リフタ部28a、28bが前記搬送路12に当接して帯状体14を所定高さで保持すると同時に、前記狭幅部32の剛性を向上させ前記搬送路12側への撓みを防止する。
(もっと読む)
打ち抜き加工装置
【課題】打ち抜きプレスを行う際に、プレス位置においてコイル材の位置決めを精度良く行い、材料の歩留まりを向上させることができる打ち抜き加工装置を提供すること。
【解決手段】打ち抜き加工装置10において、パンチ12の上下動に同調してコイル材20を間欠的にプレス位置に送り出す送り装置11と、コイル材20の幅方向端部に接触して、送り装置11により送り出されたコイル材20の蛇行を補正する複数の幅位置補正ピン14と、既に打ち抜かれたブランク穴21に侵入して、ブランク穴21の外周に接触し、コイル材20の送り位置を補正する複数の送り位置補正ピン15とを有する。
(もっと読む)
2柱式プレス装置
【課題】2柱式プレス装置でのプレス金型の交換を容易にする。
【解決手段】テーブル5は、プレスヘッド4の下方から側方にかけて延在して前記下型を支持する上面と、そのテーブルの側方に向かって傾斜した下面とを有してフレーム1に昇降可能に支持されかつ側方移動を規制され、テーブル5の下側には、そのテーブル5の下面と平行に傾斜してその下面に摺接する上面を有してフレーム1に側方へ摺動可能に支持されたコッタ部材7が設けられ、フレーム1には、コッタ部材7をフレーム1およびテーブル5に対し側方へ摺動させてテーブル5を昇降移動させるアジャスト機構8が設けられている。
(もっと読む)
シート状ワークの位置決め装置及びその位置決め方法
【課題】位置決めマークの位置がワークの種類毎に異なる場合でも位置決めマークを検出することができると共に、シート状のワークを金型の加工位置へ送ることのできるシート状ワークの位置決め装置を提供する。
【解決手段】ワーク2を一対の位置決め送りローラ7でその板厚方向から挟み込んでクランプして該ローラを回転させて該ワーク2を送る位置決め送りローラ7を、位置決め用XYθ軸自動ステージ8でX方向、Y方向及びθ方向に移動させて、前記ワーク2を下金型3の加工位置へ移動させる。ワーク2を移動させるに際しては、下金型3に設けた2つの基準マーク9にワーク2に設けた位置決めマーク10を一致させるが、X方向及びY方向に移動自在としたカメラ11で基準マーク9に対する位置決めマーク10の位置ずれ方向及び位置ずれ量を求め、それらのずれ量を補正量として位置決め用XYθ軸自動ステージ8でワーク2を移動させる。
(もっと読む)
帯状材料供給装置
【課題】プレス加工用金型の近傍に設置させることができるとともに構成を簡素化させることができる帯状材料供給装置を提供する。
【解決手段】材料供給装置本体Dと、回転駆動可能な駆動側ローラ3と、駆動側ローラ3との間で帯状材料Wを挟持しつつ回転可能な従動側ローラ5とを具備し、駆動側ローラ3と従動側ローラ5とで帯状材料を挟持しつつプレス加工用金型8に供給する帯状材料供給装置1であって、従動側ローラ5は、プレス加工用金型8の上型9に形成されて帯状材料Wを押さえるためのストリッパープレート11と連動可能とされるとともに、当該上型9が下型10に近接するのに伴って当該ストリッパープレート11が下降すると駆動側ローラ3から離間する方向に従動側ローラ5を移動させて帯状材料Wの挟持を解くよう構成されたものである。
(もっと読む)
ロールフィーダ
【課題】ロールの支持構造が簡素でロールの清掃や交換が容易であるなどの利点を持つロールフィーダを提供する。
【解決手段】帯状材を挟み付けて回転することによって帯状材の送り動作を実現する一対のロール9,10を備え、各ロール9,10が回転自在に取り付けられる支持部材(フレーム13)が各ロール9,10の片側にのみ設けられ、各ロール9,10は内部が中空であり、各ロール9,10は前記支持部材から各ロール9,10の内部に伸びる軸18,19に取り付けられた片持ち支持構造とする。また上ロール9は、軸18の外周面と当該ロール9の内周面との間に装着された一つの転がり軸受23によって軸18の周りに回転自在に取り付けられ、この転がり軸受23内部の相対運動によって、当該ロール9の中心線が軸18の中心線に対して傾く方向に揺動可能とする。
(もっと読む)
ロール成形機における素板の手押し送り装置
【課題】
本発明は、素板の端辺にハゼ,共板フランジなどを成形するに際して、ごく軽い手押しにて入口定規に誘導し端辺を定規当てして成形機に送り入れすることのできる手押し送り装置を新規に提供するものである。
【解決手段】。
本発明は素板の端辺に組立連結用のハゼ,共板フランジなどの加工部をロール成形するに当って該素板をロール成形機に手押し送りする装置であって、該ロール成形機の入口側に設ける作業台の上側に手押しする素板を入口定規側に誘導するガイドロールと、下側に素板を動きやすくする複数個の浮かしロールとを設け、該ガイドロールと浮かしロール間に素板を挟入し手押しして該素板の端辺全長を入口定規に押し当て送りすることにより大型の素板から小型の素板まで送り不良を生ずることなしにハゼ,共板フランジなどの加工部をロール成形し得るようにしたことを特徴とするロール成形機における素板の手押し送り装置にある。
(もっと読む)
板材送り装置
【課題】板材レリース機能とロール間隔調整機能とを好適に生じることのできる板材送り装置を得る。
【解決手段】メインロール2とサブロール3は、板材8を挟持してプレス装置に間欠的に供給する。板厚に応じたロール間隔の調整は、メインロール2を上下に変位させることによって行う。プレス装置で板材を加工する直前に両ロールに挟持されていた板材を一時的にレリースするレリース装置は、サブロール3と一体に上下移動可能なサブロールガイド17と、直進カム18と、直進カム18のカム面に係合するカムフォロワ19,20とを有し、プレス装置の作動と同期して直進カム18をサブロール3の軸線方向へ移動させることによって、カムフォロワ19,20およびサブロールガイド17を介してサブロール3を上下に変位させる。
(もっと読む)
材料送り装置
【課題】プレス装置等からの衝撃振動が材料送り機器等に伝達されにくい振動吸収構造を備えた材料送り装置を得る。
【解決手段】材料送り装置1は、材料送り機器を収納する内側ハウジング9と、振動吸収部材10a〜10dを介して内側ハウジング9に連結された外側ハウジング11とを有する。それらハウジング9と11との間には、外側ハウジング11に衝撃力が作用したときに振動吸収部材10a〜10dを介して内側ハウジング9に伝達される振動の自由度を上下方向のみに制限するための振動拘束部材を備える。振動拘束部材は、外側ハウジング11の頂壁と内側ハウジング9の頂壁との間に上下面が挟持された上板部材15と、外側ハウジングの底壁と内側ハウジングの底壁との間に上下面が挟持された下板部材16とを有する。
(もっと読む)
1 - 10 / 27
[ Back to top ]