
国際特許分類[B21D51/10]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の構造によって特徴づけられるもの (68) | 円錐状または円筒状の物品 (46)
国際特許分類[B21D51/10]に分類される特許
21 - 30 / 46
円筒軸、搬送ローラー、搬送ユニット、及び印刷装置
【課題】形状や寸法について良好な精度の円筒軸を提供するとともに、コストダウンや軽量化を可能にし、さらには搬送ムラも抑制した搬送ローラーを提供する。
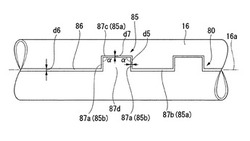
【解決手段】プレス加工により一対の端部を対向させて円筒状に形成され、端部間に繋ぎ目80を有する円筒軸16である。繋ぎ目80は円筒軸の軸方向の中央部に設けられ、円筒軸16の軸方向に略平行な直線状に形成された中央直線部86と、中央部の両側に設けられ、円筒軸16の軸方向に交差する方向に延在する複数の交差部85bと、隣り合う一対の交差部85bの端部間を結ぶ連結直線部85aとを有する折曲部85と、を備える。連結直線部85aは、一対の交差部85bの一方の側の端部間を結ぶ第1直線部87bと、他方の側の端部間を結び、第1直線部87bより短い第2直線部87cとを有し、中央部における端部間の距離d6は、第2直線部の端部間の距離d7より長くなっている。
(もっと読む)
円筒軸、搬送ローラー、搬送ユニット、及び印刷装置

【課題】コストダウンや軽量化を可能にし、さらには搬送ムラも抑制した搬送ローラーと、この搬送ローラーに好適に用いられる円筒軸、さらにはこの搬送ローラーを用いた搬送ユニット、印刷装置を提供する。
【解決手段】プレス加工により一対の端部を対向させて円筒状に形成され、一対の端部間に繋ぎ目80を有する円筒軸16である。繋ぎ目80と、円筒軸16の外周面上における円筒軸16の中心軸16aに平行な直線と、は線分で重なることなく、一つあるいは複数の点でのみ重なっている。
(もっと読む)
中空軸を有するフランジ組立体、現像ロール、軸付平板状部材、ローラ部材、及び中空軸を有するフランジ組立体の製造方法
【課題】平板状部材と円筒状の軸部材とを簡単な方法で精度良く接合してなる中空軸付フランジを提供する。
【解決手段】中空軸を有するフランジ組立体は、塑性変形可能な金属材料からなり、貫通孔を有する平板状部材と、前記平板状部材よりも硬質の金属材料からなり、前記貫通孔に係合する円筒部と、前記円筒部の一端部に一体的に形成された環状フランジ部と、前記環状フランジ部に連接して前記円筒部の外周に形成された円周溝とを有する円筒状の軸部材とを有し、前記平板状部材と前記貫通孔に挿入した前記軸部材とを加圧接合して、前記環状フランジ部を前記平板状部材に埋め込むことにより、前記平板状部材の一部を塑性変形により前記円周溝に充填してなる構造を有する。
(もっと読む)
筒部材の製造方法
【課題】中空の筒部材をプレス工程のみで歩留よく製造できるようにすることである。
【解決手段】主ラム4および副ラム5とクッション6とを有するプレス機を用いて、主ラム4にカップ状成形物Bの内径形状と合致する打ち抜きパンチ7を、クッション6にカップ状成形物Bの外径形状と合致する無底ダイス8を取り付けて、無底ダイス8の下方でベースに、打ち抜きパンチ7と係合する打ち抜きダイス9を取り付け、副ラム5に無底ダイス8を押圧する押圧リング10を取り付けて、カップ状成形物Bを無底ダイス8に上向きにセットし、主ラム4と副ラム5を下降させて、打ち抜きパンチ7をカップ状成形物Bに押し込むとともに、押圧リング10で無底ダイス8を下方へ押さえ込んで打ち抜きダイス9に押圧し、主ラム4をさらに下降させて、打ち抜きパンチ7と打ち抜きダイス9の係合によって、カップ状成形物Bのカップ底部を打ち抜いて筒部材Cを製造するようにした。
(もっと読む)
筒状金属部品のプレス成形方法
【課題】スリットを備えた円筒状金属部品を、金属板材をプレス加工することによって製造可能なプレス成形方法を提案すること。
【解決手段】金属板材から、プレス加工により、円筒状壁部分22の開口端25の外周面部分にフランジ形成部分が形成された一次プレス成形品を成形する。このプレス成形品の円筒状壁部分の一方の開口端からフランジ形成部分の途中位置までスリット24を形成して、スリット付きの二次プレス成形品を成形する。このプレス成形品の開口端25がフランジ形成部分から離れるように、円筒状壁部分22に絞り加工を施して、フランジ形成部分の両側に所定長さの筒状壁部分が備わった形状のプレス成形品を形成する。これにより、従来では困難であったスリットおよびフランジを備えた円筒状金属部品1をプレス成形することが可能になる。
(もっと読む)
シャープエッジを備えた筒状金属部品のプレス成形方法
【課題】精度良くシャープエッジを付けることのできる筒状金属部品のプレス成形方法を提供する。
【解決手段】開口端面23と内周面24が交差した内周縁にシャープエッジ25が形成された円筒状金属部品1のプレス成形方法では、まず、シャープエッジを付ける側の開口端が封鎖された形状の有底筒状部をプレス成形する。開口端以外の部分については、最終製品である円筒状金属部品と同一形状となるようにプレス成形しておく。有底筒状部の底をプレス抜きした後に、その切断端面22に複数回のシゴキ加工を行って開口端側に余分な肉を押し出し、開口端面23に対して複数回の潰し加工を施して、余分な肉を押し込むことにより、精度良くシャープエッジ25を形成できる。
(もっと読む)
回転加工装置における金属円筒体加工方法
【課題】
金属円筒体の加工は、円筒の軸方向に板厚、真直度、円筒度等の偏差が発生しやすく自動化のネックとなっていた。
【解決手段】
加工ローラ−の圧力により塑性加工して薄肉金属の円筒体を成形する回転加工装置において、加工前にキャリブレーションデータを計測し、実際の回転加工時に主軸の軸方向に補正する。また、複数パスに於いて、しごきロールを位置制御と、圧力制御を組み合わせることにより、良好な品質の薄肉金属円筒体を自動的に加工する回転体加工方法およびシステムである。軸方向に最初にキャリブレーションを実施すること、及び、軸方向の加工データを、圧力センサ、板厚センサ等を付加することにより、圧力、板厚のフィードバック制御が可能となり、高品質の回転加工が可能となる。
(もっと読む)
パイプ部品
【課題】軽量であると共に、製造も容易に行えるパイプ部品を得る。
【解決手段】板材2の両端4,6を突き合わせてパイプ状に成形する際の両端4,6の一方に凹部8を、他方に凹部8に嵌合可能な凸部10を板材2にプレス加工すると共に、板材2に部材取付用のプレス加工を施してから、凹部8と凸部10とを嵌合させて板材2をパイプ状に成形する。凹部8と凸部10とは、四角形状に形成されている。パイプ部品1には、歯車18が装着されると共に、部材取付用にプレス加工された孔12に螺入されたねじを介して歯車18を固定した。
(もっと読む)
高精度な金属製筒状部材の加工方法
【課題】高強度の金属を素材とした場合にあっても、寸法精度および量産性の双方に優れた金属製筒状部材の製造方法を提供する。
【解決手段】板材に打抜き加工を施して所定の外径および内径を有するドーナツ状円板を得た後、当該ドーナツ状円板をブランクとして絞り加工を施して筒状成形体を得、その後に、当該筒状成形体に内面しごき加工および/または外面しごき加工を施す。
内面しごきを施すことにより製品の内径真円度が向上し、外面しごきを施すことにより製品の外径真円度が向上する。また、内面しごきと外面しごきの両方を施すことにより、真円度が向上するとともに、内径と外径の同軸度が向上する。
(もっと読む)
円筒軸
【課題】金属板の曲げ加工により製造できる製品であって、真円度が高く、縦反りおよび横反りがいずれも少ない直線性に優れた円筒軸を提供する。
【解決手段】曲げ加工した金属板10により形成された円筒軸20であって、金属板10の接合された一対の端部12、14の一方12から突出して、一方の端部12から離れるほど幅が広くなる部分を含む凸部16と、一対の端部の他方14に形成され、凸部16と相補的な形状を有し、凸部16と嵌合する凹部18とを備える。
(もっと読む)
21 - 30 / 46
[ Back to top ]