
国際特許分類[B21D53/30]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 他の特定物品の製造 (1,238) | ホイールまたは類似のもの (133) | ホイールリム (32)
国際特許分類[B21D53/30]に分類される特許
1 - 10 / 32
円筒状素材の成形方法及びその装置
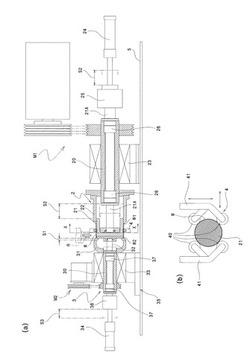
【課題】スチール製ホイール用の円筒状素材に周状の薄肉部分を塑性加工によって成形する円筒状素材の成形方法の生産性を向上する。
【解決手段】移動規制筒22と挟持筒31との間に、供給・支持機構4によって、円筒状素材Wを、円筒状素材Wの軸心と主軸機構2の主軸20及び芯押機構3の回転軸30の軸心とが一致するように供給、支持し、主軸機構2の主軸20及び芯押機構3の回転軸30を回転させた状態で移動規制筒22及び挟持筒31によって円筒状素材Wを挟持するとともに、金型21に装着し、挟持筒31による円筒状素材Wの他端側W2の移動規制を解除して成形ローラRによって円筒状素材Wの外周面に塑性加工を施し、その後、主軸機構2の主軸20を回転させた状態で移動規制筒22内に金型21を退避させることにより、塑性加工を施した円筒状素材Wを金型21から離脱させるようにする。
(もっと読む)
リム成形方法

【課題】リムの所定部位を薄肉化するスピニング加工に要する時間を短縮し、かつロール加工の際のシワ、ヒケ、座屈等の発生を抑制し得るリム成形方法を提供する。
【解決手段】フレア工程の後に、凹部66とロール中間形成部63,64,67とを輪郭形成する第一ロール工程を実行し、該第一ロール工程により成形したロール成形体51をその凹部66の保持により表裏方向で位置決めして前記ロール中間形成部63,64,67の全部又は一部を薄肉化するスピニング工程を実行する。その後、第二ロール工程および第三ロール工程を行うようにしたリム成形方法である。第一ロール工程の後に薄肉化のためのスピニング工程を行うため、スピニング工程後のロール工程ではロール成形体51の変形量が少なく、スピニング加工後のロール加工による負荷を軽減でき、ロール加工の際のシワ、ヒケ、座屈等の発生を抑制できる。
(もっと読む)
車両用ホイールの製造方法および車両用ホイール
【課題】1ピースホイールのハブ取付部の表裏方向位置を容易に調整することができ、かつ製造コストの増大を抑制し得る車両用ホイールの製造方法およびその車両用ホイールを提案する。
【解決手段】リム部2の表側壁部13aとディスク部3のディスク外周縁部20aとを重ねるように成形した後に、ディスク部3を表方へ押し出し加工することにより、ディスク外周縁部20と表側壁部13aとを少なくとも一部離間させて、ディスク部3を所定の表裏方向位置に位置決めするようにした製造方法である。かかる方法によれば、ディスク部3のハブ取付部15の表裏方向位置を比較的容易に調整することができると共に、当該調整によって生ずる製造コストの増加を抑制できる。
(もっと読む)
車両用ホイール
【課題】1ピースホイールのリム部に設けられたウエル部の表側壁部に、エア漏れ等を発生しないようにエアバルブを装着可能なバルブ孔が形成された車両用ホイールを提案する。
【解決手段】リム部2のウエル部13の表側壁部13aに、エアバルブ101が固定される固定孔20aを形成すると共に、前記表側壁部13aに対向するディスク部3の表側壁部対向部53に、当該エアバルブ101を挿通する挿通孔20bを形成し、固定孔20aと挿通孔20bとによりバルブ孔20を構成した車両用ホイールである。本構成によれば、固定孔20aが形成されたリム部2にのみエアバルブ101を固定できることから、車両走行中に繰返し振れ変形が発生しても、エアバルブ101の固定状態を安定して保ち得る。
(もっと読む)
車両用ホイールの製造方法
【課題】ウエル部に形成した環状壁部をその外周端部まで確実かつ安定して折り曲げることにより、リム部にリム空洞部を安定して形成し得る車両用ホイールの製造方法を提供する。
【解決手段】アウターリム部8および/またはインナーリム部内にリム空洞部21を形成する方法であって、リム部3のウエル部14に設けた環状壁部53の外周端部53aに傾斜外端部53bを周成した後に、該環状壁部53を絞り加工によって折り曲げることにより、前記傾斜外端部53bによって折曲加工具31とフランジ部10とを非接触とする逃げ溝29が形成されるようにした製造方法である。これにより、折曲加工具31とフランジ部10とを接触することなく、環状壁部53を安定して折り曲げることができるため、環状壁部53の外周端部53bとフランジ部10とを充分かつ容易に接合することができ得る。
(もっと読む)
車両用ホイールの製造方法及び車両用ホイール
【課題】板材からリム部とディスク部を一体成形しつつ、ディスク部に比べてリム部の厚みを薄くすることができ、ホイールの軽量化を図ることが可能な車両用ホイールの製造方法を提供する。
【解決手段】板材10から有底円筒体11を一体に成形する工程(B)、有底円筒体の筒部11cをしごき加工し、該筒部の一部又は全部の厚みを薄くして薄肉有底円筒体12を形成するしごき加工工程(D)、薄肉有底円筒体を用いてリム部を成形する工程、薄肉有底円筒体を用いてディスク部を成形する工程、を有する車両用ホイールの製造方法である。
(もっと読む)
車両のホイール
【課題】外観品質に優れ、軽量で、しかも、強度が確保された車両のホイールを提供する。
【解決手段】タイヤTRが嵌着される略円筒状のリム部11と、リム部11の内側に接合される略円盤状のディスク部12とを備えた車両のホイール10において、リム部11がリム本体部15とリムフランジ部16とを有し、リム本体部15は、ディスク部12が接合される部分の厚さを、それ以外の部分の厚さよりも厚く形成し、リムフランジ部16は、リム本体部15の厚さの薄い両側端部を、中空状に湾曲して形成されている。
(もっと読む)
リムロール成形解析シミュレーション方法及びリムロール成形解析シミュレーションプログラム
【課題】車両用ホイールのホイールリムを成形するリムロール成形過程で、その変形態様を、所望の解析精度を維持しつつ、短時間で解析処理することができるリムロール成形解析シミュレーション方法及びリムロール成形解析シミュレーションプログラムを提供する。
【解決手段】リムロール成形過程を、複数の角度増分ステップと移動増分ステップとに分離設定し、各角度増分ステップ毎に静的陰解法に従って解析する角度増分解析処理と、各移動増分ステップ毎に静的陰解法に従って解析する移動増分解析処理とを順次繰り返し実行する。これにより、リムロール成形解析の演算処理を軽減できるため、解析処理の精度と安定性とを向上し且つ処理時間を短縮化することができる。
(もっと読む)
車両用ホイール及びその製造方法
【課題】サイドゲート方式の鋳造法を用いて製造された車両用ホイールであって、リム部の周方向における強度のバラツキが少なく、周方向全体の強度バランスに優れたものを提供する。
【解決手段】2つのゲートがホイール軸に対して対称になる位置に設けられたサイドゲート方式のホイール鋳造用金型を用い、鋳造して得られたホイール前駆体1に対し、リム部3の全周に渡って一様にスピニング加工を施すことにより、リム部3の断面外周形状を所定径の円形に成型した車両用ホイールであって、ホイール前駆体1は、リム部3の肉厚が、ゲート対応部位3aから90゜移動部位3bに向かって漸次肉薄となるような形状に鋳造されたホイール前駆体1であり、当該ホイール前駆体1に前記スピニング加工を施すことにより、ゲート対応部位3aの加工率を、90゜移動部位3bの加工率よりも高めた車両用ホイール5。
(もっと読む)
スピニング加工方法
【課題】円筒状ワークに対してスピニング加工でしごき成形を行う際、前記円筒状ワークにおける延伸された部位の肉厚を確保する。
【解決手段】円筒状ワークである円筒体10を、加工途中に移動しないようにした状態で金型14に装着する。例えば、該円筒体10の一端部のみをクランプし、他端部はクランプしない自由端とする。なお、金型14としては、第1傾斜部26、加工部40、第2傾斜部36を有するものを用いる。円筒体10を成形する際、クランプされていない(自由端である)端部側に近接する第1傾斜部26に対応する部位から成形を開始し、次に、第2傾斜部36に対応する部位、加工部40に対応する部位に対する成形を順不同で行う。必要に応じ、最後に、第1傾斜部26に対応する部位をしごいてその肉を延伸させる。
(もっと読む)
1 - 10 / 32
[ Back to top ]