
国際特許分類[B21F3/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 線材の加工または処理 (503) | 特殊な形への線材のコイル状化 (79) | ヘリカル状 (65)
国際特許分類[B21F3/02]の下位に属する分類
国際特許分類[B21F3/02]に分類される特許
1 - 10 / 12
カム機構及びその動作方法並びに長尺物搬送方法及び装置並びにコイルの巻線方法及び装置
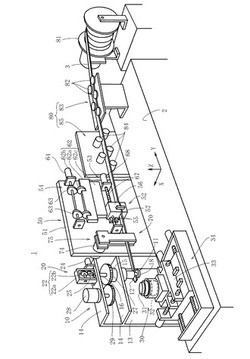
【課題】カム部材を大きくせず、そのカム部材を回転させるモータを大型化せずに、押圧部材の移動を高速に行い、長尺物の搬送又はコイルの巻線を比較的高速で行わせる。
【解決手段】カム部材の外周に、回転中心からの半径が一定である第一加減速範囲と、異なる半径の第二加減速範囲と、その間にあってそれらの半径が滑らかに変化する動作範囲を形成し、カム部材を加速して正転を開始し、所望の回転速度に達したとき又はその後に押圧部材を動作範囲に移動させて往復移動させ、その後に回転速度を減速させて停止させる。このカム機構を複数有し、連続する動作を行わせる場合、一のカム機構におけるカム部材の回転が完全に停止する以前に、他のカム機構におけるカム部材の回転を開始させ、長尺物の搬送又はコイルの巻線を比較的高速で行わせる。
(もっと読む)
コイルばね製造装置

【課題】所望のピッチを正確に成形できるコイルばね製造装置を提供する。
【解決手段】コイルばね製造装置は、第1ロールと第2ロールと第3ロールでコイル用線材を湾曲し、湾曲されたコイル用線材をピッチツールで螺進方向に押圧し、所望の径とピッチのコイルばねを成形する。コイル用線材の搬送方向下流側に配置された第2ロールを、コイルばねの螺進方向に沿って前後進可能とし、かつコイル用線材の搬送方向と平行な回転軸周りに傾動可能として構成した。
(もっと読む)
回転電機の固定子又は回転子のコイル成形装置
【課題】凹凸形状のコイルを成形するコイル成形装置を提供する。
【解決手段】それぞれ前記コイルエンドを成形加工する、順に並んだ第1金型、第2金型、及び、第3金型と、前記第1金型に連結した、少なくとも第1カム溝が設けられた第1カム板と、前記第3金型に連結した、少なくとも第2カム溝が設けられた第2カム板と、前記第2金型に連結されて、前記第1カム溝、及び、前記第2カム溝によってそれぞれ案内される、第1カムフォロアとを具備するコイル成形装置において、前記第1金型、及び、前記第3金型は、X軸方向に移動自在であり、前記第2金型は、X軸方向、及び、Y軸方向に移動自在であり、前記第2金型がY軸方向に駆動されることにより、前記第2金型が、前記第1金型、及び、前記第3金型との間で、前記コイルを90度曲げ加工して前記直線部を成形することを特徴とする。
(もっと読む)
コイル縮径装置
【課題】量産に対応でき、かつ、形状が良好な形状記憶スプリングワッシャが得られる形状記憶スプリングワッシャのコイル縮径装置を提供する。
【解決手段】形状記憶合金からなる線材をコイル状に巻く巻取り工程、形状記憶処理工程、コイル形状に巻かれた該線材のコイル径を縮径させる縮径工程、及び、スプリングワッシャ形状に切断する切断工程よりなる形状記憶スプリングワッシャの製造方法に用いる形状記憶スプリングワッシャのコイル縮径装置。
(もっと読む)
改善されたアテレクトミー装置用偏心ドライブシャフトおよび製作方法
【課題】非対称な組織除去部分を有するドライブシャフトの改善された製作方法を提供すること。
【解決手段】本発明は非対称な組織除去部分(28)を有するドライブシャフト(20)の製作方法を提供する。一本またはそれ以上の素線が、前もって決定された形状の拡大直径部分(28)を有する細長いマンドレルの周囲にヘリカル状に巻きつけられていて、それにより拡大直径組織除去部分(28)を有する細長くて、可撓性のドライブシャフト(20)を形成する。拡大直径除去部分を含めて、ドライブシャフト(21)の一部分は、第一クランプに把持され、拡大直径組織除去部分(28)の巻線(31)を初期の形にするために熱処理され(第一回熱処理)、それによりドライブシャフト(20)の拡大直径組織除去部分(28)の初期形状が維持される。
(もっと読む)
微小薄肉金属パイプおよびその製造方法
【課題】微小肉厚の金属パイプを確実に量産製造する方法の提供。
【解決手段】所望のパイプ3肉厚と同一な外径寸法の金属の線材もしくは所望のパイプ肉厚となるような複数本からなる線材(撚り線)によってコイル加工を行い、そのコイル1を貴金属もしくは貴金属合金(ろう材2)の溶解中に浸漬させ、毛細管現象によりコイルの隙間にその溶解材を浸透させ、その後、コイルをゆっくり引き上げて溶解材をコイルの隙間内で固化させることにより筒体とする。
(もっと読む)
角型螺旋箍成形装置及びその成形方法
【課題】有効的に角型螺旋箍を製造することができる角型螺旋箍成形装置を提供する。
【解決手段】角型螺旋箍成形装置及びその成形方法において、中心回転部と、第1回転部と、複数の軸方向鉄筋纏部及び鉄筋彎曲装置とを含み、前記中心回転部は、前記第1の回転部とに並列設置し、且つ、軸方向に沿った前記第1回転部の前記中心回転部に対向する移動を介すると共に、前記鉄筋彎曲装置を鉄筋投入側に設置して、前記鉄筋投入側から鉄筋を前記中心回転部に送入した時、前記位置きめ部によって、当該鉄筋を挟持し、且つ、鉄筋圧製部を前記位置きめ部に対向させて圧制移動をすることにより、鉄筋において鉄筋彎曲部を形成させ、尚、前記中心回転部の回転作動を介して、前記軸方向鉄筋纏部との係止により、角型螺旋箍を有効的に形成する。
(もっと読む)
螺旋鉄筋の成形装置およびその成形方法
【課題】効率的に螺旋鉄筋を製造できる螺旋鉄筋の成形装置およびその成形方法を提供する。
【解決手段】ピッチを有する螺旋鉄筋を形成するために、鉄筋110に応力変形を生じさせる螺旋鉄筋の成形装置である。鉄筋曲げ機200は、第一軸心210と、第一軸心210に対応して変位する折り曲げ部230と、鉄筋進入側201および鉄筋送出側203とを含む。鉄筋送り装置300は、鉄筋曲げ機200の鉄筋進入側201に対応するように設置されている。ピッチ製造装置400は、ピッチ製造方向410に沿って変位する方式により鉄筋曲げ機200の鉄筋送出側203に対応するように設置されている。ピッチを形成するために、鉄筋曲げ機200から送り出された鉄筋110を外部へ送り出す機械である。
(もっと読む)
らせん線材の製造方法および装置
【課題】 簡単な方法・装置で、らせん中心軸線が直線となるらせん線材を製造できる。
【解決手段】 外円周面にらせん溝をもつ円柱体ダイス4をシリンダー3aの内側に同心に挿入し、両者を互いに固定し、かつ、全体を床に対し固定した状態で、線材を前記ダイスのらせん溝に送り込む。ダイス4は、ホルダーシリンダーの内側に同心に挿入される円柱本体の一端部に回り止め頭部をもち、 線材導入部に直線溝、および該直線溝に続くらせん溝を前記円柱本体の外円周面にをもつ。前記回り止め頭部を凹所に係合させて前記ホルダーシリンダーの一端に着脱自在に取り付けられ、かつ、前記ダイスの溝入口に同心の線材案内孔5dをもつ案内部材5が設けられる。
(もっと読む)
異形断面コイルの製造方法
【課題】低コスト化が図れるとともに、プレス成形により線材の略螺旋状の巻回形態が乱れるのを防止しつつ、安定して異形断面コイルを製造できる異形断面コイルの製造方法を提供する。
【解決手段】この異形断面コイルの製造方法では、異形断面コイル1を複数(例えば、2つ)の区間A1,A2に分けて、各区間A1,A2ごとに略寸胴な中間コイル体B1,B2を作製し、それをそれぞれ略切頭錐形にプレス形成してから、軸方向に連結することによりコイル1を製造する。
(もっと読む)
1 - 10 / 12
[ Back to top ]